
1. Introduction
Spirulina sp. is blue-green algae containing highly bioactive compounds introduced as the "best food for the future" at the World Food Conference since 1974. Spirulina sp. could be used as a source of nutritional supplements with several advantages, e.g., high potential to be cultured even in a limited space, integrable with aquaculture production systems, and accountable in needs of protein and vitamin sources for food crisis (1). In 1993, the World Health Organization (WHO) introduced Spirulina sp. as an "interesting food for multiple reasons, contain rich iron and proteins, also eligible to be administered to children without any risk". Since then, Spirulina sp. treated as a superfood, a highly beneficial healthy food, and market demand for Spirulina sp. product continue to increase (2). According to Meticulous
Research (3) the global Spirulina sp. market is estimated to grow to 68,025.2 tons per year in 2025. The fastest growth will likely occur in the Asia-Pacific region, within any sectors such as the nutrition sector, the food and beverage industry, agriculture, and the cosmetics industry.
The biomass production of Spirulina sp. is considered less feasible in developing countries because of high production costs due to high medium costs and production technology. Research and development of alternative medium for Spirulina sp. cultivation has been widely done in Indonesia, including utilizing industrial wastewater. However, the alternative medium is limited to laboratory scale, and the unstandardized nutrient of culture medium could affect biomass product quality. In this study, the standard medium was modified with commercial chemicals and fertilizers locally available in Indonesia to reduce the production cost and make it feasible for industrial biomass production without decreasing the nutrient content. The feasibility study was carried out by analyzing the biological, technical, and financial feasibilities of modified commercial medium for the biomass production of Spirulina sp.
2. Materials and Method
This research was conducted from September 2019 to March 2020 in Aquatic Ecology Laboratory and Biopond Room SITH ITB. The study was conducted in three steps: the analysis of biological feasibility; analysis of technical feasibility or operational; and financial feasibility analysis, on a pilot scale (with 500 L of medium volume) outdoors.
2.1. Research Materials
Spirulina sp. culture obtained from the Brackish Water of Fisheries and Aquaculture Center (BBPBAP) Jepara,
Indonesia. The used culture medium is differentiated into three formulations, i.e., the Zarrouk Medium as a standard medium for Spirulina sp. (ZM), Zarrouk Medium substituted with commercial chemicals and fertilizers (ZK1), and substituted medium with reduction of some commercial chemicals and fertilizers (ZK2). Formulations of each medium are shown in Table 1.
The phosphate source on the standard medium, KH<sub>2</sub>PO<sub>4</sub>, is modified and substituted with Super Phosphate in ZK1 and ZK2. The substitution was performed due to the less affordable cost of K2HPO4 and its unavailability of commercial grade. The cost of K2HPO4 amounted to IDR 9,000 per gram while the cost of Super Phosphate was IDR 4 per gram, then this substitution suppresses the medium cost significantly. Super Phosphate was also used by Raoof et al. (4) and Ranjith et al. (5) to reduce medium cost for industrial scale.
Table 1. Spirulina sp. medium formulations.
| Zarrouk Medium (g.l-1) | ZK1 medium | ı (g.l-1) | ZK2 medium (g.l-1) | ||
|---|---|---|---|---|---|
| NaHCO3 | 16.8 | NaHCO3* | 16.8 | NaHCO3* | 16.8 |
| NaNO3 | 2.5 | NaNO3* | 2.5 | NaNO3* | 2.5 |
| \(K_2SO_4\) | 1 | \(K_2SO_4*\) | 1 | Super Phosphate | 0.33 |
| NaCl | 1 | NaCl* | 1 | MgSO4* | 0.2 |
| \(K_2HPO_4\) | 0.5 | Super Phosphate | 0.33 | Na2EDTA* | 0.08 |
| \(MgSO_4\) | 0.2 | MgSO4* | 0.2 | FeCl3* | 0.01 |
| Na-EDTA | 0.08 | Na2EDTA* | 0.08 | N-4 | |
| CaCl2 | 0.04 | CaCl2* | 0.04 | Note: | la. |
| FeSO4 | 0.01 | FeCl3* | 0.01 | *: commercial grad | ie |
2.2. Biological Feasibility Study
The assessment of biological feasibility is conducted based on biomass production performance and nutrient quality of Spirulina sp. Measurement of growth rate was carried out by taking Optical Density data at a wavelength of 520 nm (OD\(_{520}\)) using UV-Visible spectrophotometer. Obtained data were then converted into total biomass with a standard regression curve. Biomass productivity is calculated with the following equation :
\[Px = \frac{xm - xi}{Tc} \tag{6}\] where Px=Productivity (g.l<sup>-1</sup>.d<sup>-1</sup>); Xm=maximum biomass concentration (g.l<sup>-1</sup>); Xi= initial biomass concentration (g.l<sup>-1</sup>); Tc=maximum biomass time (days).
Proximate analysis is performed to determine proteins, fat, carbohydrates, and biomass water content. Protein content was measured with Semimicro Kjeldahl method, fat analysis with Hydrolysis
(Weibull) method, carbohydrates with Titration (i.e., Luff-Schoorl method), and biomass moisture analysis with Gravimetric (Oven) method.
Chlorophyll and carotenoid content were analyzed by mixing the methanol solvent with 10 mL centrifuged biomass of Spirulina sp. culture at 6,000 rpm for 5 minutes. The supernatant was then separated from biomass to be extracted using 10 ml solved methanol for 30 minutes. Then, centrifugation was carried out to obtain pigment extract at 6,000 rpm for 15 minutes. The supernatant was observed with a spectrophotometer at a wavelength of 461 nm, 650 nm, 653 nm, and 664 nm [6]. The chlorophyll and carotenoid content were then calculated using the following equation:
Chlorophyll (mg/L) = \[25.5 \times A650 + 4 \times A653\] (7)
Carotenoids (mg/L) = \((A461 + (0.046 \times A664)) \times 4\) (7)
2.3. Technical Feasibility Study
The technical feasibility is assessed based on the biomass production scheme and operational necessities for biomass
production. Materials, equipment, and facilities required for cultivation were accounted for technical analysis based on their specification and quantity. The production scheme was developed based on the real condition in Spirulina sp. production site during the study period.
2.4. Financial Feasibility Study
The financial feasibility was analyzed based on collected data from surveys and experiments. Before being analyzed for financial feasibility, all data were projected to produce 1,2-1,5 kg, 3 kg, and 5 kg dry biomass/period during five years of production. The financial feasibility is analyzed based on the investment feasibility, which is determined by the net present value (NPV), internal rate of return (IRR), benefit-cost (B/C) ratio, and payback period. The formulas are described below:
\[NPV = \frac{Net \, Value \, 1}{(1+r)} + \frac{Net \, Value \, 2}{(1+r)^2} + \dots - Investment \, Cost\] \[(8)\] \[IRR = i_1 + \frac{NPV_1}{NPV_1 - NPV_2} \times (i_2 - i_1) \qquad (8)\] \[BC \, ratio = \frac{\sum PV \, Net \, Value}{\sum PV \, Investment} \times 100\% \qquad (8)\] \[Payback \, Period = \frac{Investment}{net \, value/year} \times 1 \, year \qquad (8)\] \[\text{[rumus tidak dapat ditampilkan dengan baik — lihat PDF asli]}\] where, i1 = discount rate 1; i2 = discount rate 2; NPV1 = net present value 1; NPV2=net present value 2.
2.5. Statistical Analysis
All data were subjected to one-way variance analysis (ANOVA) using IBM SPSS Statistics.
3. Results and discussion
3.1. Biological Feasibility Analysis
3.1.1. Growth Rate and Biomass Production
Biomass production profile was measured to determine Spirulina sp. growth on a pilot scale that will be used to determine the production flow, harvest time, and find out the amount of biomass produced. Before entering the stationary phase, the harvest time was chosen when the culture growth reached the middle of the log phase. This consideration aims to keep the culture in the log phase after harvesting to the maximum production rate. Spirulina sp. biomass production profile in pilot-scale and biomass productivity is shown in Figure 1 and Table 2.
A single production period using ZK1 medium was carried out for 24 days with three harvesting times without medium addition. The first harvest was on the 10th culture day with the amount of biomass 1.48 gram/liter, the second harvest was on the 17th culture day with the amount of biomass 1.44 gram/liter, and the third harvest was on the 24th day with the amount of biomass gram/liter. Whereas on ZK2 medium, a single production period was carried out for 26 days. The first harvest was done on the 10th day with the amount of biomass produced was 1.68 gram/liter, the second harvesting on the 18th day with the amount of biomass was 1.61 gram/liter, and the third harvesting on the 26th day with the amount of biomass was 1,52 gram/liter. Biomass produced from ZK2 medium was more than biomass from ZK1 medium (p<0.05). For 500-liter scale production, the use of ZK1 medium can produce 379 grams of dry biomass, while the ZK2 medium produces 429 grams of biomass. Therefore it is known that biomass productivity for ZK1 medium is 0.140±0,031 gram/liter/day and ZK2 medium is gram/liter/day (Table 2).
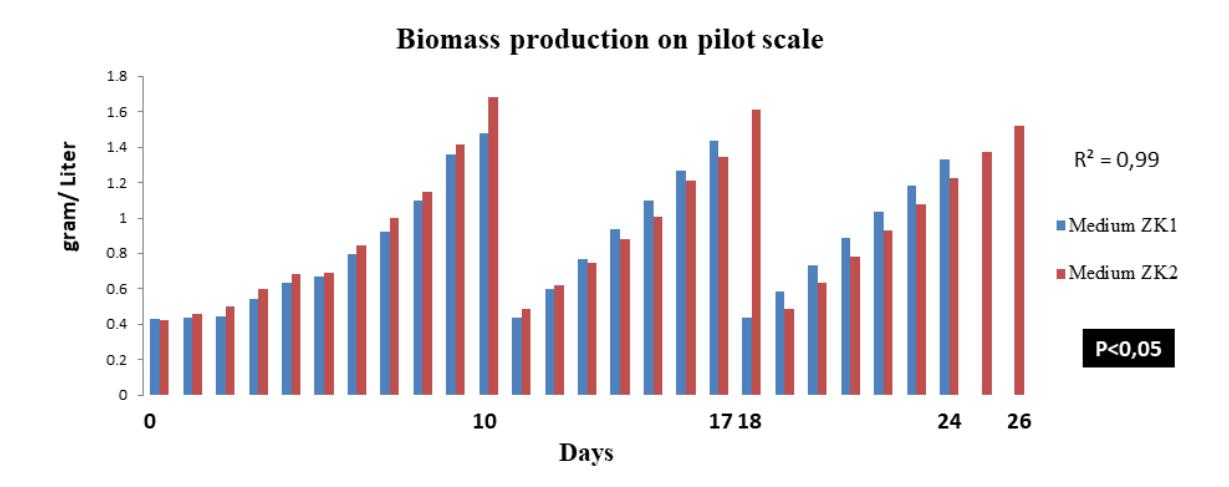
Figure 1. The biomass production profile of Spirulina sp. on a pilot scale.
| - | ZK1 mediui | n | ZK2 medium | |||
|---|---|---|---|---|---|---|
| Day | Biomass (g.l-1) | Productivity (g.l-1d-1) | Day | Biomassa (g.1-1) | Productivity (g.l-1d-1) | |
| 0 | 0.428 | 0 | 0.425 | |||
| 10 | 1.48 | 10 | 1.68 | |||
| 17 | 1.44 | \(0.140\pm0.031\) | 18 | 1.61 | \(0.144 \pm 0.017\) | |
| 24 | 1.33 | 26 | 1.52 | |||
Table 2. Biomass production and productivity.
3.1.1.Biochemical Analysis
Biochemical compounds were analyzed for protein, lipid, carbohydrates, water content, and biopigment chlorophyll and carotenoid. The results of biomass biochemical compounds from the ZK1 and ZK2 medium compared to the biomass produced from the standard medium (ZM), are shown in Figure 2. The biomass protein content of ZK1 medium was 52.29%, ZK2 medium was 52.25%, not significantly different.from the ZM medium, which was 52.95%. For fat content, biomass from ZK1 medium was 3.01%, ZK2 medium was 2.99%, lower than ZM medium, which was 7.16%. Also, for carbohydrates content, ZK1 medium was 6.76%, ZK2 medium was 5.97%, lower than ZM medium, which was 13.2%. Proximate content of Spirulina sp. from modified commercial medium (ZK1 and ZK2) generally have equivalent to the standard medium (ZM) for protein content but lower for lipid, carbohydrates, and biopigment (Figure 2).
Proximate and biopigment content
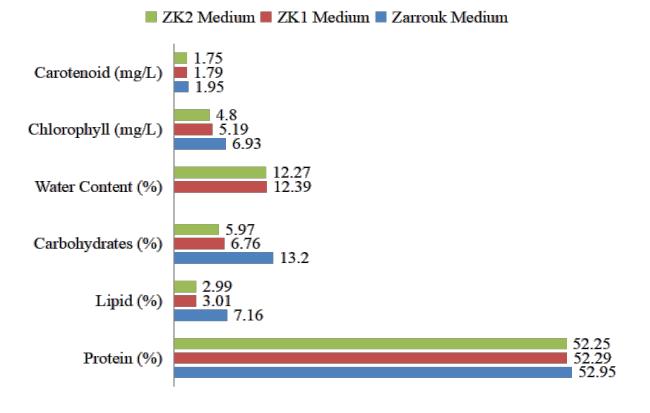
Figure 2. Biochemical analysis of Spirulina sp. biomass from each medium.
3.2. Technical Feasibility Analysis
3.2.1.Production Requirement
At each stage of the production flow, identification of production equipment and materials is carried out along with ongoing research. The needs for tools and materials are generally grouped into pre-production materials, production materials, and post-production materials. The need for raw materials for production is analyzed in terms of specifications and quantity that will be used for financial analysis. The primary raw materials are Spirulina sp. inoculum, growth medium, and freshwater. The production equipment is cultivation tanks, aeration equipment, electricity, water pumps, harvesting equipment, and drying equipment (Table 3 – 6).
Based on the facilities and production analysis results, the farm layout can be determined to produce Spirulina sp. biomass using a modified commercial medium. The sizes and specifications of the farm layout are referred to the facilities' needs of each medium and production volume (Figure 3 and 4).
Table 3. Production factors and specifications.
| Production Factors | Specifications |
|---|---|
| Spirulina sp. inoculum | Spirulina sp. inoculum as a starter to have a biomass of about 1.5 g.l-1, obtained from Spirulina sp. culture that has been in the maximum growth phase or stationary phase (after 10 days of cultivation). |
| Medium | The growth medium is made with a modified formulation. Chemicals are grounded physically before being used. |
| Freshwater | The freshwater has been sterilized using chlorine and Na-thiosulfate. Chlorine is added as much 1.2 mL.L-1 and aerated for 24 hours, then add 0.06 g.l-1 of Na-thiosulfate and aerated for 24 hours. After that, the water was sterile and ready to be used for cultivation. |
Table 4. Production materials quantity among different production capacity.
| Production with ZK1 medium | Production with ZK2 medium | |||||
|---|---|---|---|---|---|---|
| Production materials | 1.5 kg | 3 kg | 5 kg | 1.2 kg | 3 kg | 5 kg |
| Spirulina sp. starter | 200 L | 400 L | 660 L | 150 L | 350 L | 600 L |
| Medium | 2000L | 4000 L | 6600 L | 1500 L | 3500 L | 6000 L |
| Freshwater | 1800 L | 3600 L | 5940 L | 1350 L | 3150 L | 5400 L |
| Chemicals and Disinfectants | 3 sets | 5 sets | 8 sets | 2 sets | 4 sets | 7 sets |
Table 5. Production facilities specifications.
| Production Facilities | Specifications |
|---|---|
| Cultivation tank | As the main equipment for cultivation, the tank is round with 175 cm length, 100 cm width, and height of 50 cm. |
| Aeration | Serves to provide aeration or air supply in Spirulina sp. |
| Equipment | culture. It consists of an aerator, aeration hoses and air regulator, and aeration stones. |
| Electricity | Electricity is an energy source for lights, aerators, and water pumps. |
| Water pump | Function to drain water from and to the system at the beginning of cultivation and when harvesting. |
| Harvest | Serves to harvest biomass. It consists of filter cloth, |
| Equipment | mesh basket, and spatula to collect biomass. |
| Drying | Serves to dry the biomass of Spirulina sp. so the |
| Equipment | biomass can be stored for a long time. Drying equipment consists of an oven, drying mat, blender, and airtight container. |
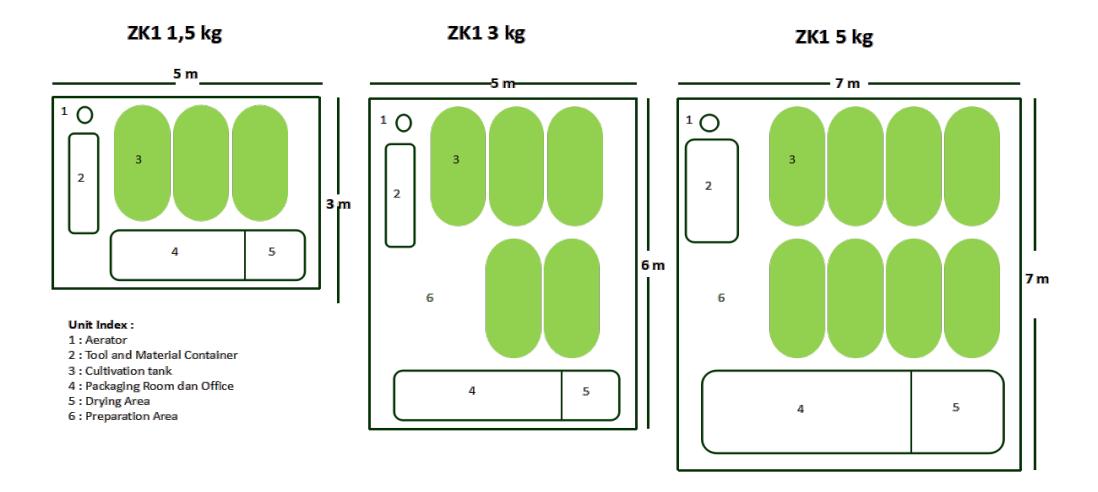
Figure 3. Farm layout of Spirulina sp. biomass production with ZK1 medium in different production capacities.
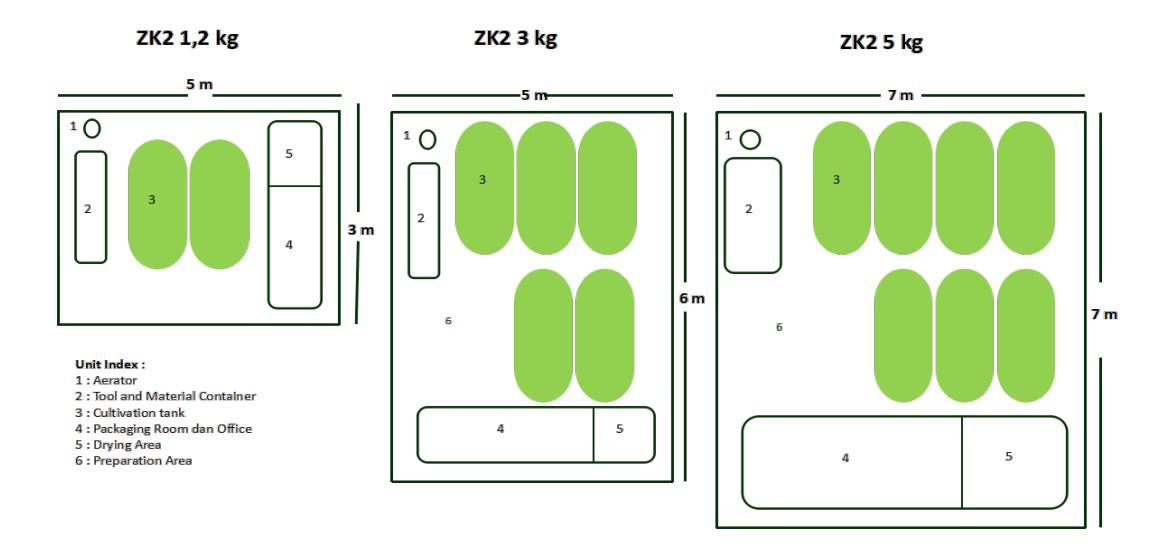
Figure 4. Farm layout of Spirulina sp. biomass production with ZK2 medium in different production capacities.
Table 6. Production facilities quantity among different production capacity.
| Quantity (Scale) | |||||
|---|---|---|---|---|---|
| Produnction facilities | 1.2-1.5kg | 3 kg | 5 kg | ||
| Land and Building | 15 m2 | 30 m2 | 49 m2 | ||
| Pre-Production set | |||||
| Tool and material containers | 2 units | 2 units | 2 units | ||
| Digital scale (5kg) | 1 unit | 1 unit | 1 unit | ||
| Beaker glass (500 mL) | 1 unit | 1 unit | 1 unit | ||
| Drop pipette | 1 pc | 1 pc | 1 pc | ||
| Spatula/spoon | 1 pc | 1 pc | 1 pc | ||
| Duster | 1 pc | 2 pc | 2 pc | ||
| Cultivation set | |||||
| Cultivation tank | 3 units | 5 units | 8 units | ||
| Aerator | 1 unit | 1 unit | 1 unit | ||
| Aeration hose | 1 roll | 1 roll | 1 roll | ||
| Aeration stone | 6 pc | 10 pc | 16 pc | ||
| Electrical terminal | 1 pc | 1 pc | 1 pc | ||
| LED lights | 3 units | 5 units | 8 units | ||
| Harvesting set | |||||
| Water pump | 1 unit | 1 unit | 1 unit | ||
| PVC hose ¾ inch | 6 m | 6 m | 6 m | ||
| Screening (100x160 cm) | 1 pc | 1 pc | 1 pc | ||
| Harvesting containers | 1 unit | 1 unit | 1 unit | ||
| Drying set | |||||
| Oven | 1 unit | 1 unit | 1 unit | ||
| Alumunium pan | 3 pc | 3 pc | 3 pc | ||
| Polyvinyl plastic (200x100cm) | 1 pc | 1 pc | 1 pc | ||
| Blender | 1 unit | 1 unit | 1 unit | ||
| Mortar (d. 6 cm) | 1 pc | 1 pc | 1 pc | ||
| Spatula | 1 pc | 1 pc | 1 pc | ||
| Biomass containers | 2 units | 2 units | 2 units | ||
3.3. Financial Feasibility Analysis
The financial feasibility of Spirulina sp. biomass production with the modified commercial medium was analyzed based on the calculation of overall costs, such as cost of raw materials, equipment, and production facilities, the supporting costs needed during the production process, as well as the profits obtained. Furthermore, investment analysis is calculated to determine the feasibility of Spirulina sp. biomass production with ZK1 and ZK2 medium, each with three production scales: 1.2-1.5 kg/month, 3 kg/month, and 5 kg/month dry biomass.
The financial feasibility of Spirulina sp. biomass production with the modified commercial medium was analyzed with the assumptions: Single production period last about ± 30 days; products are sold per 100 grams at a price of IDR.150,000/pcs; the production costs are Spirulina sp. inoculum or starter cost, medium cost, electricity, freshwater, sterilization materials, and other supplies in the form of consumable goods; the investment costs are the cost of production facilities which consist of pre-production set, production set, harvesting set, and drying set, in the form of non-consumable goods; supporting cost consist of the cost of labor, packaging, and marketing; investment discount rate of 12%.
3.3.1.Financial Cost Calculation
Production costs needed for production using ZK1 medium at 1.5 kg/month production capacity is IDR. 793,300, Required cost for 3 kg/month production capacity is IDR 1,463,860, and for 5 kg/month production capacity is IDR 2,342,440. Whereas, required cost for production with ZK2 medium at 1.2 kg/month production capacity is IDR 564,830, 3 kg/month production capacity requires a cost of IDR 1,176,740, and 5 kg/month production capacity requires a cost of IDR 1,922,650.
Operational cost per production period calculated from production cost, depreciation, and supporting cost in one production period. Investment costs for production with ZK1 medium at 1.5 kg/month production capacity is IDR 12,196,400, IDR 21,434,400 for 3 kg production capacity, and IDR 36,791,400 for 5 kg production capacity. As for production with ZK2 medium at 1.2 kg, production capacity requires a cost of IDR 11,077,400, at a production capacity of 3 kg/month requires a cost of IDR 21,434,400, and at a production capacity of 5 kg of IDR 35,672,400 (Table 7).
3.3.2.Financial Ratio Calculation
A project is considered feasible if the NPV is positive, the IRR value is greater than the interest rate, and the value of the B/C ratio is greater than 1 (8). It is known that the ZK1 medium is feasible to be used in the production of Spirulina sp. with a minimum production scale of 2000 L with a production capacity of 1.5 kg of dry biomass, with a positive NPV value of IDR 35,996,141, the IRR is greater than the 12% interest rate which is 16%, the B/C ratio is greater than 1 which is 5.06, and the payback period in 11 months. The ZK2 medium is feasible to be used for the production of Spirulina sp. with a minimum production capacity of 1500 L with a production capacity of 1.2 kg of dry biomass, with an NPV of IDR 28,245,878, IRR of 42%, B/C ratio of 4.5, and payback period in 13 months. The best result is obtained from the production of Spirulina sp. with ZK2 medium with a production scale of 6000 L with a production capacity of 5 kg of dry biomass in a month (Table 8).
3.3.3.Cost Efficiency of Modified Commercial Medium
Modified commercial medium from the Zarrouk medium used in this study has several advantages. Those are easy to obtain because of their availability in local market suppliers, low cost, and ability to compete with the standard medium productivity. However, the disadvantage of the commercial medium is its solubility is not as good as the Zarrouk medium because the available supply form is some material in granular form, and not all are available in powder. This can be overcome by grinding the medium physically before use. Cost efficiency obtained with this modified commercial medium could reduce costs up to 96% compared to the Zarrouk medium (Figure 5). Comparison of medium cost and productivity compared to previous studies is shown in Table 9.
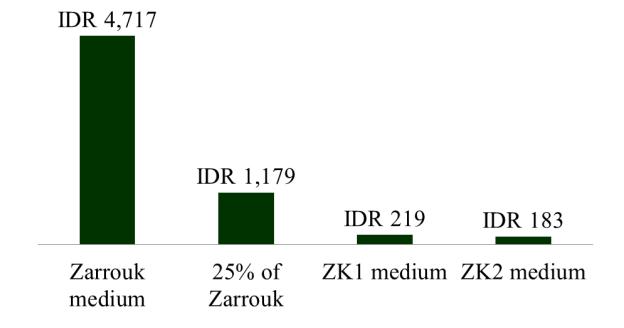
Figure 5. Modified commercial medium (ZK1 and ZK2) cost compare with Zarrouk medium.
Table 7. Financial cost calculation among different medium and production capacities.
| ZK1 medium | ZK2 medium | ||||||
|---|---|---|---|---|---|---|---|
| Production capacity | 1.5 kg | 3 kg | 5 kg | 1.2 kg | 3 kg | 5 kg | |
| Production Cost (IDR) | |||||||
| Medium | 440,000 | 877,000 | 1,447,000 | 275,520 | 642,880 | 1,102,080 | |
| Spirulina sp. starter inoculum | 200,000 | 400,000 | 660,000 | 150,000 | 350,000 | 600,000 | |
| Electricity | 120,000 | 129,400 | 143,640 | 115,110 | 129,360 | 138,800 | |
| Chemicals | 18,300 | 30,500 | 48,800 | 12,200 | 30,500 | 42,700 | |
| Freshwater | 12,000 | 24,000 | 40,000 | 9,000 | 21,000 | 21,000 | |
| Other | 3,000 | 3,000 | 3,000 | 3,000 | 3,000 | 3,000 | |
| Total (IDR) | 793,300 | 1,464,000 | 2,342,440 | 564,800 | 1,176,700 | 1,922,600 | |
| Operational Cost (IDR) | |||||||
| Labor (3 x 3 hours) | 150,000 | 150,000 | 300,000 | 150,000 | 150,000 | 300,000 | |
| Packaging | 50,000 | 50,000 | 50,000 | 50,000 | 50,000 | 50,000 | |
| Marketing | 50,000 | 50,000 | 50,000 | 50,000 | 50,000 | 50,000 | |
| Depreciation | 92,610 | 138,532 | 196,782 | 76,115 | 138,532 | 177,365 | |
| Total (IDR) | 342,600 | 388,500 | 596,700 | 326,100 | 388,500 | 577,300 | |
| Total Cost/cycle | 1,136,000 | 1,852,500 | 2,940,000 | 891,000 | 1,565,000 | 2,500,000 | |
| Capital Cost (IDR) | |||||||
| Pre-production set | 579,400 | 579,400 | 579,400 | 579,400 | 579,400 | 579,400 | |
| Cultivation set | 4,312,000 | 6,550,000 | 9,907,000 | 3,193,000 | 6,550,000 | 8,788,000 | |
| Harvesting set | 158,000 | 158,000 | 158,000 | 158,000 | 158,000 | 158,000 | |
| Drying set | 1,147,000 | 1,147,000 | 1,147,000 | 1,147,000 | 1,147,000 | 1,147,000 | |
| Land and Building | 6,000,000 | 13,000,000 | 25,000,000 | 6,000,000 | 13,000,000 | 25000000 | |
| Total (IDR)* | 12,196,400 | 21,434,400 | 36,791,400 | 11,077,400 | 2,143,4400 | 35,672,400 | |
*tax not included
Table 8. Financial ratio calculation among different medium and production capacities.
| ZK1 medium | ZK2 medium | |||||
|---|---|---|---|---|---|---|
| Dry Biomass | 1.5 kg | 3 kg | 5 kg | 1.2 kg | 3 kg | 5 kg |
| Revenue/cycle (IDR) | 2,250,000 | 4,500,000 | 7,500,000 | 1,800,000 | 4,500,000 | 7,500,000 |
| COGM (IDR) | 75,727 | 61,750 | 58,784 | 74,245 | 52,175 | 43,500 |
| Profit/cycle | 11,14,090 | 2,647,477 | 4,560,778 | 909,055 | 2,934,737 | 5,059,985 |
| NPV | 35,996,141 | 93,088,345 | 160,495,608 | 28,245,878 | 105,514,441 | 183,208,962 |
| IRR | 16% | 48,00% | 71,00% | 42,00% | 72,00% | 73,00% |
| B/C ratio | 5.06 | 6.85 | 6.87 | 4.5 | 7.5 | 7.8 |
| Payback Period | 11 months | 9 months | 8 months | 13 months | 8 months | 7 months |
| Medium | Medium cost/ton | Productivity (g.l-1 .d-1 ) | Reference |
|---|---|---|---|
| RM6 | 16 US$ | 0,03 | (4) |
| Zarrouk (Egypt) | 80 US$ | 5,2x10-5 | (9) |
| Reduced Cost Medium | 13 US$ | 2,8x10-5 | |
| Zarrouk (India) | 7635,128 Rs | - | (5) |
| Modified Zarrouk | 7108,128 Rs | - | |
| NRC | 5022,46 Rs | - | |
| Modified NRC | 5215,06 Rs | - | |
| NPK (P2C2) | 86,62 US$ | 0,077 | (10) |
| CMU02 | 13,14 US$ | 0,037 | (11) |
| SKM | 180,80 US$ | 0,121 | (6) |
| MKM | 5,47 US$ | 0,141 | |
| Zarrouk (Indonesia) | 329,86 US$ | - | This study |
| ZK1 | 15,31 US$ | 0,140 | |
| ZK2 | 12,79 US$ | 0,144 |
Table 9. Medium cost and productivity among the different mediums of Spirulina sp. biomass production.
4. Conclusion
Based on the biological feasibility study, the modified commercial medium (ZK1 and ZK2) gives a similar result to the standard medium (Zarrouk), equal for growth rate and protein content. However, the result contains lower fat, carbohydrates, and biopigment. The technical feasibility analysis suggested that the production period with ZK1 medium was 24 days with 3 times of harvesting (day 10, 17, and 24), and the ZK2 medium was 26 days with 3 times of harvesting (day 10, 18, and 26). The financial feasibility analysis suggested that the system is feasible starting from 1.2-1.5 kg biomass production in a month. Based on this study, it can be concluded that the modified commercial medium is feasible for Spirulina sp. biomass production at a small-scale home industry in Indonesia.