
Introduction
Excessive use of fossil energy leads to an increase in carbon dioxide content in the atmosphere, causing global warming due to the greenhouse effect. Therefore, it is necessary to optimize the use of renewable energy sources. Biomass is composed of various organic compounds and can be used as an environmentally friendly alternative fuel [1]. Most biomass consists of carbohydrates, fats, and proteins. Several of the main constituents of biomass are: cellulose, hemicellulose, and lignin [2]. Biomass is an abundant energy source that covers most of the Earth's surface and has a short life cycle. Biomass offers various advantages, such as carbon neutrality, renewability, and its diversity all over the planet, making it a sustainable feedstock for primary energy production [3]. One of the sources of biomass are agriculture industries. Among the abundant raw materials in Indonesia that can be utilized to produce new renewable energy are coffee parchment and coffee pulp.
Coffee is one of the most popular commodities in the world today. In Indonesia, there is a large accumulation of plantation and coffee waste. Preliminary studies have shown that coffee plantation waste has potential as a renewable source for fuel [4]. Global coffee production for the 2023-2024 season is expected to reach 171.4 million bags (each weighing 60 kg), 6.9 million bags more than last year. Increased production in Brazil, Colombia, and Ethiopia is expected
to more than offset the decreasing production in Indonesia. Global exports of coffee beans are predicted to increase by 8.4 million bags to 119.9 million, mainly for large shipments from Brazil [5]. Coffee production in Aceh also continues to increase every year, which consequently increases the amount of coffee residues. Coffee-agro industry residues consist of 43% coffee pulp, 6.1% parchment, and 12% coffee grounds [6]. This suggests that coffee pulp is the main residue that can be utilized as a potential source of biomass for energy production.
Currently, the utilization of coffee agro-industry residues is still limited. This waste can bring serious problems to the environment and human health when disposing it in the ground. Coffee parchment and pulp are the main residues obtained after the removal of coffee beans in dry and wet processes [7]. Coffee pulp, the first by-product of coffee processing, is characterized mainly by its content of carbohydrates, proteins (from 5 to 11%), and minerals (from 3 to 11%), while it also has a moderate proportion of tannins (from 1.8 to 11%) 8.56%, cyanidin at 20%, pectin components at 6.5%, non-reducing sugars at 2%, reducing sugars at 12.4%, caffeine at 1.3%, chlorogenic acid at 2.6%, caffeic acid at 1.6%, and a number of other interesting polyphenols. Coffee parchment is characterized by higher moisture content at 15%, carbohydrates at 21-32%, ash at 5.4-6.2%, proteins at 7% and lipids at 0.3%, cellulose at 24.5%, hemicellulose at 29.7%, and lignin at 23.7% [8]. Although these kinds of residues can be used directly as an energy source, energy enhancement through thermochemical processes has attracted more attention from researchers. This is because of lignocellulosic biomass presents several obstacles in direct combustion, such as high humidity, heterogeneous composition, and low energy density [9].
Thermochemical conversion of coffee waste can be carried out through various processes, such as combustion, torrefaction, pyrolysis, gasification, and hydrothermal carbonization [10]. In the last decade, studies on thermochemical upgrading of lignocellulosic residues have focused on hydrothermal processes, which offer advantages such as requiring lower temperatures, obtaining compounds with low oxygen content, suitability of materials with high humidity, highquality bio-oil, and extraction of biomolecules of industrial interest [11]. Hydrothermal carbonization is a process that uses liquid at high pressure and temperature as a heat transfer medium. This process is also known as wet torrefaction or hydrothermal carbonization. To produce hydrochar of good quality, there are two factors that play an important role, i.e., temperature and residence time [12].
A previous study [13] has reported that hydrothermal carbonization of biomass helped to increase the energy density, hydrophobicity, as well as the heating value. Thus, the resulting hydrochar was suitable for use as solid fuel. However, the physical and chemical properties of hydrochar change significantly with different processing processes and raw materials, including carbonization temperature, residence time, pressure, water ratio, etc. [14]. The use of hydrochar as solid fuel not only reduces dependence on fossil fuels but also helps in achieving the net zero emission target.
Hydrothermal processes typically use relatively low temperatures under autogenous pressure conditions to convert organic biomass into carbonaceous solids (such as coal) called hydrochar [15]. Hydrothermal methods are generally carried out in the temperature range of 100 to 375 ℃ and can be used directly on wet feedstocks, such as animal manure, algae, and porous biomass [16]. Previously, Bach et al. [9] have reported that wet torrefaction has great potential in converting various types of biomass, with chemical and physical advantages over dry torrefaction. The resulting fuels have hydrocarbon qualities comparable to coal and work efficiently at much lower temperatures and shorter residence times compared to dry torrefaction. The hydrochar produced from the hydrothermal process has also been applied as supercapacitor material [17, 18].
The use of a hydrothermal method on coffee waste has previously been investigated by Santana et al. [3]. It was reported that hydrothermal carbonization applied to defective coffee beans can produce materials with characteristics suitable for soil improvement and environmental remediation. However, to the best of our knowledge, research on using hydrothermal carbonization for developing an effective and simple strategy to convert coffee pulp and parchment into functional, high-quality, high-energy-density solid fuel is very limited. More work needs to be done in order to develop an effective technology for coffee waste utilization. Therefore, an investigation based on hydrothermal carbonization experimentation on coffee pulp and coffee parchment at lower temperatures is beneficial for developing a low-cost technology for coffee-agro waste utilization.
The objective of this work was to develop an effective procedure for converting coffee agro-waste into marketable products using hydrothermal carbonization technology. Information related to the changes in physical and thermal properties was explored in this work. The effects of the liquid type and the concentration of the solution used for the hydrothermal carbonization process were also evaluated. Based on the experimental data obtained from this study, an effective strategy can be developed to valorize both types of biomass residue.
Materials and Methods
Material and Equipment
The feedstock used in this study was Gayo Arabica coffee parchment and pulp collected from local farmers in Bener Meuriah District, Aceh Province, Indonesia. The hydrothermal process employed a 47R MaXterile Digital Fuzzy-control Autoclave with a capacity of 47 liter. This autoclave was manufactured by Daihan Scientific in Korea, with a design pressure of 3.0 bar (g) and equipped with temperature and pressure sensors. The other equipment used in this research were an oven for sample drying and a muffle furnace for proximate analysis.
Preparation and Hydrothermal Carbonization Process
Initially each feedstock, i.e., the coffee pulp and parchment, was washed using distilled water with a ratio of feedstock to distilled water of 1:5. The feedstock was then soaked with distilled water under the same ratio for 24 hours. The purpose of washing and soaking is to remove any impurities and also to reduce the ash content of the raw material. After soaking, the feedstock was separated from the water using a mesh filter. The coffee pulp and parchment were then dried under the sun for two days and drying was continued using an oven at 105 °C for 24 hours, aiming to fully remove the remaining moisture content. Dried coffee pulp and parchment were then ground and sieved to 20-mesh size. The hydrothermal process was performed by using two types of liquids, i.e., distilled water and acetic acid solution. The ratios of feedstock to liquid were set at 1:1, 1:3, and 1:5. The hydrothermal process was carried out at a temperature of 130 °C and a pressure of 2 bar (g) for 2 hours [19]. The resulting hydrochar product was then filtered and dried in an oven at 105 °C for 6 hours. Table 1 summarizes the sample description and identification.
| Sampel ID | Description |
| CPP | Coffee Pulp without Hydrothermal Treatment |
| CPM | Coffee Parchment without Hydrothermal Treatment |
| HCPP-Aq-1 | Hydrochar Coffee Pulp-Distilled Water 1:1 |
| HCPP-Aq-3 | Hydrochar Coffee Pulp-Distilled Water 1:3 |
| HCPP-Aq-5 | Hydrochar Coffee Pulp-Distilled Water 1:5 |
| HCPP-Aa-1 | Hydrochar Coffee Pulp-Acetic Acid 1:1 |
| HCPP-Aa-3 | Hydrochar Coffee Pulp-Acetic Acid 1:3 |
| HCPP-Aa-5 | Hydrochar Coffee Pulp-Acetic Acid 1:5 |
| HCPM-Aq-1 | Hydrochar Coffee Parchment-Distilled Water 1:1 |
| HCPM-Aq-3 | Hydrochar Coffee Parchment-Distilled Water 1:3 |
| HCPM-Aq-5 | Hydrochar Coffee Parchment -Distilled Water 1:5 |
| HCPM-Aa-1 | Hydrochar Coffee Parchment-Acetic Acid 1:1 |
| HCPM-Aa-3 | Hydrochar Coffee Parchment-Acetic Acid 1:3 |
| HCPM-Aa-5 | Hydrochar Coffee Parchment-Acetic Acid 1:5 |
Table 1 Sample ID and Description
Hydrochar Product Characterization of Coffee Pulp and Parchment
The thermo-physical properties of the hydrochar products were characterized with several techniques, including proximate, density, morphological (scanning electron microscopy using a JEOL-JSM-6510LV), hydrophobicity, and bomb calorimeter analyses. To assess the contents of ash, moisture, fixed carbon, and volatile matter, proximate analysis was performed following the established ASTM D3172-89 standard method [20]. A Koehler K88990 bomb-type calorimeter was used to analyze the calorific value of the hydrochar of coffee pulp and parchment. A density test was carried out by referring to the procedure of SNI 06-3730-1995, where a sample which had been dried at 120 °C was filled into a glass tube as much as 1/5 of the total tube volume. The tube was tapped gently until the sample surface was flattened. More sample was then added. This step was repeated several times until the sample reached the upper limit of the tube, after which the sample surface was flattened with a ruler edge. The sample was then weighted using a digital scale.
Hydrophobicity testing was determined by the water drop penetration time (WDPT) technique [21]. The sample was placed on a laboratory slide glass and weighed as much as 5 grams and then flattened to get a layer thickness of 2 mm.
The test was performed by applying five drops of distilled water gradually on the surface of the sample. Each penetration time of a drop of the water through the layer was measured using a stopwatch following the procedure reported in the literature [22]. Based on the drop penetration time data, the sample were categorized in terms of hydrophobic properties as listed in Table 2.
Table 2 Classification criteria of hydrophobic properties [23, 24].
| Penetration Time of a Drop of Water | Hydrophobic Categories |
|---|---|
| <5 s | Hydrophilic |
| 5-60 s | Slightly hydrophobic |
| 60-600 s | Strongly hydrophobic |
| 600-3600 s | Severely hydrophobic |
| >3600 s | Extremely hydrophobic |
Thermogravimetric analysis was performed using a Shimadzu DTG-60, where approximately 10 mg of sample was placed in a heat-resistant crucible and heated to temperatures up to 600 ℃. The heating was carried out at a heating rate of 10 °C/min in nitrogen and a flowrate of 20 ml/min.
A JEOL 6510LV machine was used for scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS) analyses. The morphology and formation of hydrochar minerals were investigated by placing the sample on carbon disks and examining them under a vacuum-sealed microscope. The voltage acceleration was ranged from 0.5 to 30 kV, with low vacuum (LV) and high vacuum (HV) values ranging from 10 to 270 kPa. The pore area and structure were studied using SEM, and the mineral content of the material was assessed using EDS analysis.
Results and Discussions
Physical Properties of Coffee Pulp and Parchment Hydrochar
Prior to physical properties analysis, each resulting hydrochar product was weighed for calculating the yield of each experiment. The wet torrefaction experiments on coffee pulp resulted in average hydrochar yields of 73% for the HCPP-Aq-1 sample; 78% for the HCPP-Aq-3 sample; 88% for the HCPP-Aq-5 sample; 75% for the HCPP-Aa-1 sample; 70% for the HCPP-Aa-3 sample; 78% for the HCPP-Aa-5 sample. The coffee parchment experiment produced a hydrochar yield of 71% for the HCPM-Aq-1 sample; 69% for the HCPM-Aq-3 sample; 78% for the HCPM-Aa-5 sample; 77% for the HCPM-Aa-1 sample; 74% for the HCPM-Aa-3 sample; and 79% for the HCPM-Aa-5 sample. In terms of yield, the best procedure for treating the coffee pulp was by using distilled water, while for coffee parchment it was by using acetic acid solution. It was seen that using acetic acid solution in the treatment was better and more effective than using distillate water. This may be because acetic acid can reduce the lignin content more effectively during the process. The mass loss is mostly due to the hydrothermal extraction of sugars (e.g. xylose) rather than the thermo-degradation of lignocellulosic constituents and is also likely due to the degradation of hemicellulose and other sugars, which are more sensitive under this thermal condition [25]. The properties of the feedstock and the hydrochar products were analyzed by bomb calorimetry.
The proximate analyses are summarized in Table 3. Initially, the calorific value of the coffee pulp and the coffee parchment feedstock were 3,307 and 4,031 kcal/kg, respectively. In terms of moisture content, both the coffee pulp and the coffee parchment had relatively similar values, i.e., 10.44 to 10.54%. The ash content of the coffee pulp was much higher (16.98%) compared to that detected in the coffee parchment (3.34%). The coffee parchment had significantly higher fixed carbon content compared to the coffee pulp.
The water content of the hydrochar made from coffee pulp using distilled water in the hydrothermal carbonization process was slightly increased along with an increase in the ratio of water to feedstock. The moisture content in the HCPP-Aq-1 sample was 8.28%, while the water content in the HCPP-Aq-5 sample was 9.06%. This may be because the hydrothermal process involves a chemical reaction between organic matter and water. The type and composition of the starting material used in the hydrothermal process affects the moisture content of the hydrochar.
| Parameters Analysis | ||||||||
|---|---|---|---|---|---|---|---|---|
| Sample | Calorific Value | Moisture content | Ash content | Volatile matter | Fixed carbon | |||
| (kcal/kg) | (%) | (%) | (%) | (%) | ||||
| CPP | 3307 | 10.54 ± 1.6 | 16.98 ± 1.9 | 66.10 ± 1.3 | 6.37 ± 3.9 | |||
| CPM | 4031 | 10.44 ± 1.6 | 3.34 ± 1.4 | 69.41 ± 0.9 | 16.80 ± 2.9 | |||
| HCPP-Aq-1 | 4506 | 8.28 ± 0.7 | 3.42 ± 0.5 | 71.39 ± 0.7 | 16.91 ± 1.9 | |||
| HCPP-Aq-3 | 4190 | 8.42 ± 0.8 | 3.12 ± 0.6 | 74.60 ± 1.1 | 13.85 ± 2.4 | |||
| HCPP-Aq-5 | 4105 | 9.06 ± 1.2 | 2.45 ± 0.4 | 74.68 ± 1.5 | 13.81 ± 3.1 | |||
| HCPP-Aa-1 | 4468 | 3.48 ± 0.3 | 2.99 ± 0.4 | 73.80 ± 0.9 | 19.73 ± 1.6 | |||
| HCPP-Aa-3 | 4529 | 3.09 ± 0.3 | 4.93 ± 0.8 | 71.12 ± 0.7 | 19.87 ± 1.7 | |||
| HCPP-Aa-5 | 4603 | 2.88 ± 0.1 | 3.49 ± 0.5 | 68.34 ± 0.5 | 25.29 ± 1.1 | |||
| HCPM-Aq-1 | 4298 | 6.50 ± 0.4 | 4.13 ± 0.8 | 74.15 ± 0.9 | 15.21 ± 2.1 | |||
| HCPM-Aq-3 | 4194 | 5.46 ± 0.7 | 4.83 ± 0.6 | 74.70 ± 0.8 | 15.01 ± 2.1 | |||
| HCPM-Aq-5 | 4307 | 5.11 ± 0.6 | 3.56 ± 0.4 | 81.13 ± 1.1 | 10.20 ± 2.2 | |||
| HCPM-Aa-1 | 4441 | 5.29 ± 0.3 | 3.73 ± 0.4 | 75.97 ± 0.8 | 15.02 ± 1.4 | |||
| HCPM-Aa-3 | 4452 | 5.30 ± 0.7 | 2.73 ± 0.3 | 74.86 ± 0.5 | 17.11 ± 1.5 | |||
| HCPM-Aa-5 | 4537 | 4.55 ± 0.3 | 2.39 ± 0.3 | 74.56 ± 0.7 | 18.49 ± 1.2 | |||
Table 3 Results of proximate analysis and calorific value of coffee pulp and parchment.
A significant change was observed in terms of water content in the coffee pulp treated using acetic acid solution. The water content obtained in the HCPP-Aa-1 sample was 3.08%, while in the HCPP-Aa-5 sample it was 2.88%. It is explained in the literature that during the process, there are more compounds, such as cellulose and hemicellulose, that easily bind with the solution and are decomposed. This results in a decrease in moisture content of the hydrochar product as well as an increase in the amount of by-product solution [26].
The coffee parchment hydrochar produced by using distilled water (Aq) and acetic acid (Aa) solution both experienced decreases in moisture content of nearly 50% after the hydrothermal process. The water content obtained for the HCPM-Aq-1 sample was 6.50%, while the water content obtained for the HCPM-Aq-5 sample was 5.10%. However, the water content in HCPM-Aa was relatively lower than that of HCPM-Aq, with the water content obtained for the HCPM-Aa-1 sample at 5.28%, while for the HCPM-Aa-5 sample it was 4.55%. This data indicates that the ratio of feedstock to liquid and the solution concentration did not significantly affect the moisture content of the hydrochar product of coffee parchment.
In terms of ash content, all hydrochar products exhibited a low ash content (below 5%). The ash content of the hydrochar products made from coffee pulp using distilled water were 3.42%, 3.12%, and 2.45% for the HCPP-Aq-1, HCPP-Aq-3, and HCPP-Aq-5 samples respectively. Similarly, the ash content in the hydrochar products derived from coffee pulp using acetic acid was 2.99% for the HCPP-Aa-1 sample and 3.49% for the HCPP-Aa-5 sample. The increased ash content in HCPP-Aa may be due to the acetic acid, which can increase the extraction of minerals from the coffee pulp during the hydrothermal process. This can result in a high concentration of minerals in the hydrochar and can increase the ash content [27]. However, the ash content of the hydrochar made from coffee parchment (CPM) using both distilled water and acetic acid decreased as the solution concentration and ratio increased.
The ash content of the HCPM-Aq 1:1 and the HCPM-Aq 1:5 samples was found to be 4.13% and 3.56%, respectively. Meanwhile, the ash content of HCPM-Aa-1 and HCPM-Aa-5 was slightly lower, i.e., 3.72% and 2.38%. This may be due to the minerals in the raw materials moving into the liquid during the hydrothermal process, thus resulting in a decrease in the ash content of the hydrochar produced [28].
The decrease in ash content values at higher solution concentrations may also be due to the greater removal of dissolved inorganic fractions. This is an advantage of the hydrothermal process, because ash content in the fuel is undesirable, as it causes fouling, slagging, and corrosion problems in the combustion process [29]. In terms of the ash content, the data indicates that the ash content in the coffee parchment hydrochar (3.73% on average) was relatively similar to that obtained for the coffee parchment (3.55% on average). Basically, a higher ash content is not favorable, since the ash content can reduce the calorific value. When the ash content is lower, the heating value tends to be higher [30].
The volatile matter content in the hydrochar samples of CPP and CPM was found to be higher compared to the raw material volatile matter content. The volatile matter content in both the coffee parchment and the pulp hydrochar produced using distilled water tended to increase as the ratio of feedstock to water increased. The volatile matter
contained in the HCPP-Aq-1 sample was 71.38% and slightly increased to 74.67% in the HCPP-Aq-5 sample. The volatile matter obtained in the HCPM-Aq-1 sample was 74.15%, while in the HCPM-Aq-5 sample it was 81.12%. Volatile matter contains organic compounds that are extractive and very decisive in terms of the quality of the char produced [31]. Volatile matter content is important in defining the combustion properties. The more volatile matter content, the easier it is to burn and ignite, thus the combustion rate is higher. A higher in volatile matter content can make ignition and combustion more easy, but the disadvantage is that as a consequence the fixed carbon content is low [32]. In many applications, a higher volatile matter content of hydrochar is less favorable,since this compound still staysin the product and covers the surface of the pores [33].
The volatile matter content obtained for the HCPP-Aa-1 sample was 73.78%, while for the HCPP-Aa-5 sample it was 68.34%. Similarly, the HCPM-Aa-1 sample had 75.97% and the HCPM-Aa-5 sample had 74.56% volatile matter. These small decreases may be due to the acetic acid solution, which can increase mineral extraction from biomass during the hydrothermal process. The reduction of volatile matter content in hydrochar is also caused by the decomposition of solid hydrochar constituent compounds due to an increase in temperature [34]. Biomass in general produces about 75 to 85% volatile matter, while the rest consists of fixed carbon and ash [12].
The cellulose content of the raw material can affect the amount of fixed carbon in the product. A higher cellulose content causes the fixed carbon content to be greater. This is because the constituent component of cellulose is carbon. As reported in the literature, a higher content of fixed carbon in raw materials results in a higher heating value [35]. Table 2 indicates that the hydrochar produced from either coffee pulp or parchment in distilled water had a lower fixed carbon content compared to the hydrothermally produced hydrochar using acetic acid solution. The fixed carbon content is strongly related to the content of volatile matter, where the higher the volatile matter, the lower the fixed carbon content [36].
The fixed carbon content of the HCPP-Aq-1 sample was 16.90%, decreasing to 13.81% in HCPP-Aq-5. In the HCPM-Aq-1 sample it was 15.21%, which decreased to 10.20% in HCPP-Aq-5. A high carbon content was obtained for the hydrochar produced using acetic acid. In the HCPP-Aa-1 sample it was 19.73%, increasing to 25.28% in HCPP-Aa-5, and in the HCPM-Aa-1 sample it was 15.01%, increasing to 18.49% in HCPM-Aa-5.
A recent investigation has reported that the hydrothermal process of defective coffee beans using deionized water at an operating temperature of 200 ℃ for 40 minutes produced a hydrochar with ash, moisture, volatile matter, and fixed carbon contents of 0.2%, 1.97%, 77.92%, 13.20%, respectively [3]. In terms of the volatile matter and fixed carbon contents, this data is comparable with that observed from hydrochar derived from coffee pulp and parchment.
According to Wulandari et al. (2020), biomass for energy production is expected to have a fixed carbon content of at least 16% [37]. The lignin content largely determines the heating value of biomass through its positive contribution to the fixed carbon content [22]. In addition, high carbon content can improve the quality of the hydrochar produced, especially in terms of the calorific value, where the calorific value is increased when the carbon content remains high [38]. Based on the data in Table 3 it can be seen that wet torrefaction using acetic acid resulted in better characteristics compared to wet torrefaction using distilled water.
The hydrothermal process using water or acetic acid can remove the main water-soluble elements, such as K, Na, S and Cl from the biomass, but only has limited effect on the removal of Ca, Si and Mg. Water/acid leaching is a very important approach to pretreat biomass feedstock. However, the most commonly used acids are strong inorganic acid solutions that pose a high risk of environmental pollution. Delignification of biomass can be achieved through oxidative digestion of acetic acid and is beneficial for the production of second bioethanol. Currently, researchers have carried out water/acid leaching of various biomass samples to achieve better thermochemical conversion performance [39, 40]. According to relevant reports [41], the torrefaction and pyrolysis of biomass produces large amounts of acetic acid, which can be reused to pre-treat biomass by acid washing, thereby increasing the utility value of the by-products.
The calorific value of coffee pulp hydrochar (HCPP-Aa-5 sample) was 4,603 kcal/kg, which is almost the same as the coffee parchment's hydrochar caloric value (HCPM-Aa-5 sample), i.e., 4,537 kcal/kg. It is interesting that, initially, the calorific value of the coffee pulp feedstock was 3,307 kcal/kg. It then increased to 39% after the hydrothermal process (i.e., 4,037 kcal/kg). This was due to the use of acetic acid in the hydrothermal process, which can increase the heating value of hydrochar by increasing the formation of denser and less degradable organic compounds [42]. The addition of acetic acid at certain concentrations can also inhibit the formation of compounds that can increase the heating value, depending on the specific conditions of the process. Meanwhile, hydrothermal carbonization using water can significantly reduce the ash content (mostly potassium content) and can also promote reduced slagging and fouling in the steam boiler [43].
Hydrochar product with high calorific value can bring some benefits. One of the benefits is lowering the rate of the combustion process. The higher the calorific value, the higher the quality of the hydrochar product. Therefore, the calorific value is used as a reference in determining the quality of a fuel product [32]. A recent investigation by Wilk et al.[44] has reported that there was a slight increase in caloric value of sewage sludge hydrochar when the feedstock was hydrothermally treated at 200 ℃ for 4 h, i.e., 4,858 kcal/kg. This value is comparable with the data gained for the coffee parchment's hydrochar caloric value. However, the hydrothermal carbonization of sewage sludge showed a different reaction despite being performed under the same process conditions.
Density Analysis Results
Density is a characteristic property of a substance, which can be defined as the mass of the substance divided by its volume. Hydrochar density is affected by the type of biomass used as feedstock. Different types of biomass can produce different hydrochar densities. Hydrochar with high density has a high calorific value, thus increasing its potential as an alternative energy source. Besides density, other physical properties that affect the quality of hydrochar are porosity, mechanical strength, and ability to absorb water. The results of the density test can be seen in Figure 1.
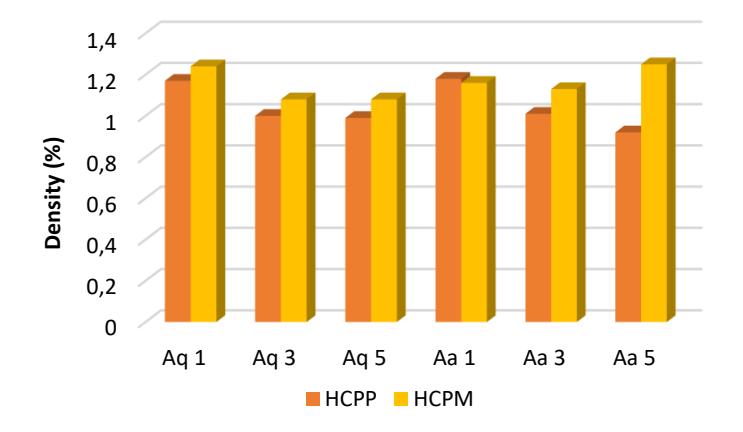
Density analysis.
Figure 1 shows that the higher the concentration of acetic acid solution in the hydrothermal process, the higher the density value. This is due to the amount of lignin that was decomposed during the process. The higher the concentration of acetic acid, the higher the reduction of lignin content in cellulose/hemicellulose [45]. Hydrochar made from coffee pulp (HCPP) has a lower density than hydrochar made from coffee parchment (HCPM). This may be related to the higher content of cellulose/hemicellulose in coffee pulp.
The highest density value of hydrochar made from coffee pulp was obtained for the HCPP-Aa-1 sample, i.e., 1.18 kg/m3 , while the lowest density was obtained for the HCPP-Aa-5 sample, i.e., 0.92 kg/m3 . This indicates that increasing the ratio of feedstock to liquid resulted in a decrease in density. The same was observed for the hydrochar products derived from coffee parchment (CPM), where the density was decreased by increasing the ratio of feedstock to liquid. It is interesting to note that the hydrochar made from coffee parchment using acetic acid solution (HCPM-Aa) produced the highest density, i.e., 1.25 kg/m3 . The lowest density was obtained for the hydrochar treated using distilled water (the HCPM-Aq-5 sample), i.e., 1.08 kg/m3 . Previous studies have reported that the hydrothermal process was able to increase the energy density by 1.01 to 1.41 times (energy content per mass) or 6.39 to 9.00 times (energy content per volume) [45].
SEM Analysis
The hydrochar product was further characterized under SEM analysis, which aimed to assess the morphology and microstructure of the hydrochar pores. This analysis was performed on two samples only, i.e., the samples with the highest fixed carbon content (samples HCPP-Aa-5 and HCPM-Aa-5). The SEM images before and after wet torrefaction are shown in Figures 2 and 3. From these images it can be seen that there were differences in morphology and surface contour between the raw materials of the coffee pulp and the coffee parchment compared to the hydrochar products. The wet torrefaction process produced macropores in both samples. Yahya et al. have reported that this parameter is influenced by the biomass material selected, the chemical activators used, and other treatments in the production of activated carbon [46]. Commonly, biomass contains cellulose, hemicellulose [36], and lignin [47], which have the potential to evolve into a variety of carbon structures, including carbon sheets [48], fibers [6], nanotubes [49], and particles [50].
SEM images of (a) coffee pulp raw material (CPP), (b) hydrochar product (HCPP-Aa-5).
SEM images of (a) coffee parchment raw material (CPM), (b) hydrochar product (HCPM-Aa-5).
Morphological observations on the raw materials of the coffee pulp and the coffee parchment before the hydrothermal process are shown in Figures 2(a) and 3(a). Based on these images it can be seen that both raw materials (CPP and CPM) had a rather foggy surface (non-visible holes), since they were covered by the remaining coffee mucus or other impurities. From the images of hydrocar samples HCPP-Aa-5 and HCPM-Aa-5 it can be seen that the surface contours are clearer. Varying surface contours on hydrochar cause an increase in specific surface area. The surface morphology of the hydrochar derived from coffee pulp and coffee parchment both exhibited irregular surfaces and varied pore sizes, similar to those reported in the literature [51]. The same findings have also been reported by Suga et al., where the pores formed were caused by hydrolysis reactions that occur in the hydrothermal carbonization process [52]. Compared to the morphology of the HCPM-Aa sample, the HCPP-Aa hydrochar had a smoother surface structure morphology and a more even pore size.
Hydrophobicity Analysis
Hydrophobicity is one of the important properties to evaluate for a hydrochar product. The moisture uptake time of each hydrochar samples were recorded and analyzed in order to define its hydrophobic category. Table 4 summarizes the results of the hydrophobicity test of the coffee pulp and parchment hydrochar products. The category of hydrophobic properties was determined based on the time recorded during the water droplet test [4].
It is interesting to know that only the hydrochar products of the coffee parchment that were hydrothermally produced in acetic acid solution (HCPM-Aa), were categorized as strongly hydrophobic. This means that the wet torrefaction method applied in this study successfully enhanced the hydrophobicity of the coffee parchment feedstock. This may be related to the properties of this raw material, which naturally has higher density and contains low water content.
Meanwhile, the others hydrochar products were identified as slightly hydrophobic, which means they have properties that reject water to some extent and have some affinity for water to attract water.
| Sample | Drop 1 | Drop 2 | Drop 3 | Drop 4 | Drop 5 | Average and Std Dev. | |
|---|---|---|---|---|---|---|---|
| (s) | (s) | (s) | (s) | (s) | (s) | Properties | |
| HCPP-Aq-1 | 44 | 51 | 40 | 35 | 60 | 46 ± 8.7 | Slightly |
| HCPP-Aq-3 | 44 | 40 | 41 | 34 | 44 | 40.6 ± 3.7 | Slightly |
| HCPP-Aq-5 | 50 | 33 | 37 | 33 | 24 | 35.4 ± 8.5 | Slightly |
| HCPP-Aa-1 | 46 | 40 | 43 | 39 | 48 | 43.2 ± 3.4 | Slightly |
| HCPP-Aa-3 | 38 | 29 | 31 | 33 | 28 | 31.8 ± 3.5 | Slightly |
| HCPP-Aa-5 | 51 | 29 | 50 | 48 | 59 | 47.4 ± 9.9 | Slightly |
| HCPM-Aq-1 | 57 | 56 | 48 | 52 | 48 | 52.2 ± 3.8 | Slightly |
| HCPM-Aq-3 | 63 | 41 | 57 | 58 | 62 | 56.2 ± 7.9 | Slightly |
| HCPM-Aq-5 | 55 | 58 | 63 | 56 | 60 | 58.4 ± 2.9 | Slightly |
| HCPM-Aa-1 | 73 | 89 | 91 | 85 | 61 | 79.8 ± 11.3 | Strongly |
| HCPM-Aa-3 | 110 | 114 | 96 | 101 | 112 | 106.6 ± 6.9 | Strongly |
| HCPM-Aa-5 | 161 | 119 | 133 | 134 | 183 | 146.6 ± 23 | Strongly |
Table 4 Hydrophobic properties of the coffee pulp and the coffee parchment.
Thermogravimetric Analysis
Thermogravimetric analysis was carried out in order to find out the thermal properties of the hydrochar products. In this analysis, only two samples were analyzed, i.e., the samples with the highest fixed carbon content for each kind of feedstock (CPP-Aa-5 and CPM-Aa-5). Figures 4(a) and 4(b) show the thermograms and derivative curves of the CPP-Aa-5 and CPM-Aa-5 samples. In general, these curves indicate that the hydrochars exhibited different thermal behaviors, which confirmed the difference in organic composition of each raw material [53].
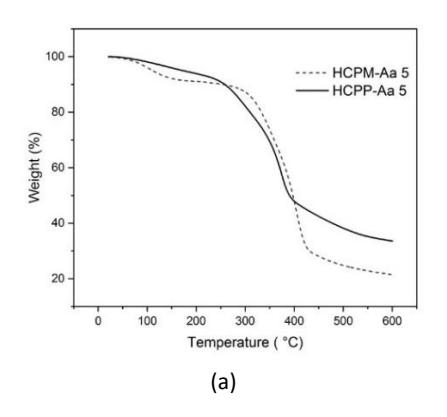
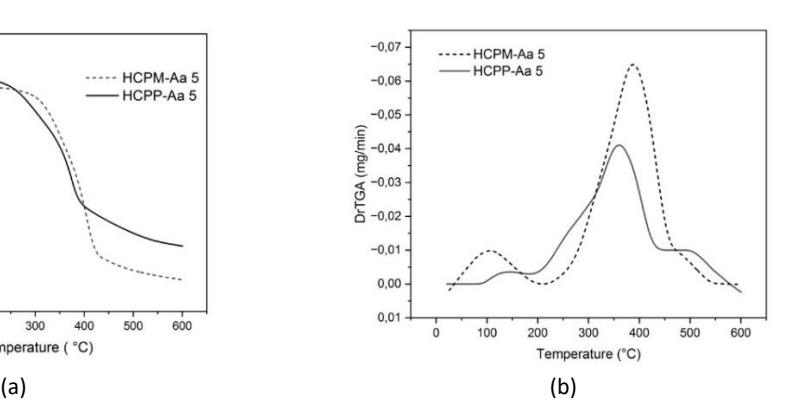
Thermogravimetric and derivative response curves of hydrochar products: (a) TGA curves and (b) DTG curves of HCPP-Aa-5 and HCPM-Aa-5.
Based on the thermograms plotted in Figure 4(a), it can be seen that the weight loss of both types of samples did not decrease simultaneously from the beginning of the process. At the first peak, the HCPM-Aa-5 sample experienced weight loss earlier than HCPP-Aa-5 due to water evaporation at a temperature of 50 to 150 ℃, with the weight loss ranging from 10 to 20%. While the HCPP sample experienced weight loss starting at 130 to 165 ℃, with the weight loss ranging from 10 to 15%. This is related to the moisture content data shown in Table 2. The weight loss in the first stage is mainly related to the dehydration reaction, which occurs at temperatures less than 150 °C. The second peak for the HCPM sample occurs between 200 and 500 ℃ with a weight loss of 40 to 60%, which can generally be attributed to volatile matter causing char formation. Meanwhile, the HCPP sample decreased at 200 to 550 ℃ with a weight loss of 20 to 50%. This experiment found that coffee parchment-based hydrochar had a higher weight loss than coffee parchment-based hydrochar. This is probably because cellulose and hemicellulose as the main components in coffee parchment are decomposed between 200 and 500 ℃, as reported previously by Mohammed et al. [2].
Figure 4(b) shows the derivative response curves of hydrochar thermal decomposition, which occurred in two stages. First is the dehydration process, which occurred in a temperature range of 50 to 150 ℃, followed by devolatilization at temperatures between 130 ℃ and 165 ℃. For the HCPP-Aa-5 sample, the highest rate of thermal decomposition
occurred at 375 ℃, while the optimum rate for HCPM-Aa-5 decomposition was 420 ℃. The difference in thermal decomposition rate is mainly due to the difference in raw material composition.
Conclusion
The conversion of coffee agro-industry waste into hydrochar was carried out under wet torrefaction by using water and acetic acid solution. Overall, the results indicated that the hydrochar produced by using acetic acid solution had better characteristics compared to those treated using distilled water. Based on the proximate analysis result, the highest fixed carbon content was 25.28% obtained for the coffee pulp hydrochar treated using acetic acid. Meanwhile, the hydrochar of coffee parchment treated using acetic acid only yielded 18.49% fixed carbon content. Under wet torrefaction, the calorific value for coffee pulp increased from 3,307 kcal/kg to 4,603 kcal/kg. A slight increase was observed in the coffee parchment sample, where the caloric value increased from 4,031 kcal/kg to 4,537 kcal/kg. In terms of hydrophobicity, only the hydrochar from coffee parchment had significant improvement after wet torrefaction.
Acknowledgement
The authors acknowledge the Directorate of Research, Technology, and Community Service, Ministry of Education, Culture, Research, and Technology, Republic of Indonesia for their sponsorship under Master Thesis Research Scheme, contract no. 132/E5/PG.02.00.PL/2023, sub-contract no. 17/UN45.2.1/PT.01.03/VI/2023.
Compliance with ethics guidelines
The authors declare that they have no conflict of interest or financial conflicts to disclose.
This article does not contain any studies with human or animal subjects performed by any of the authors.