
Introduction
Hybrid machining processes (HMPs) are uniquely combined or hybridized advanced processes with other advanced or conventional processes (Singh and Davim, 2021; Lauwers et al., 2014). There are mainly two types: combined and assisted. In assisted HMPs, the assistance is from an external source, maybe abrasives, vibration, or magnetic field, etc. is drawn to assist the main material removal process for various purposes like effective flushing and removal of debris, removal of layers, generating machining forces for material removal etc. Vibration assisted hybrid machining process is an important assisted type of HMP, in which, high-frequency vibrations are utilized to enhance the capability of the main material removal process (Dixit et al., 2019). In the modern or nonconventional HMP domain, vibration assistance is provided to electrochemical machining (ECM) and electric discharge machining (EDM) and their variants. In conventional domain, vibration assistance is given to the tool or workpiece in turning, milling, drilling, and grinding operations, to prevent long contact between the tool and workpiece. The advantages of vibration assistance are manifold, namely, it facilitates removal of chips and machined materials from the machining zone, minimizes the temperature, reduces tool wear and cutting forces, increases machining efficiency, and enhances surface quality of the part being machined (Singh and Davim, 2021; Lauwers et al., 2014; Dixit et al., 2019). The basic concept of vibration generation requires an energy source, transmission or amplification mechanism, and control system (Dixit et al., 2019). A piezoelectric or magnetostrictive transducer converts electric energy into mechanical vibrations which are then amplified by the sonotrode or horn and transferred to the tool or workpiece.
Vibrations obtained from external sources can improve machining performance by separating tool and workpiece and thereby preventing long contact between them (mostly beneficial for conventional machining; facilitating removal of debris, machined material, byproducts from the machining zone (beneficial for modern machining), and chip removal (in case of conventional machining); renewing electrolyte and dielectric fluid in modern machining, and effectively flowing cutting fluid in conventional machining.
Working principles of vibration-assisted (a) ECM and (b) EDM.
Figure 1 illustrates the working principles of vibration-assisted ECM and EDM. Vibration-assisted ECM system, as shown in Fig. 1a, is equipped with a rotary metallic tool that is vibrated by a horn connected to the end of a transducer, vibration generator, workpiece, power supply, and electrolyte supply system ( El-Hofy, 2019; Grzesik and Ruszaj, 2021). It is known that vibration-assisted ECM can only be used for cutting conducting materials. In this technique, a DC power supply source with a capacity of 2-30 volts is connected to the tool electrode (cathode) and workpiece (anode). The transducer converts electric energy of the generator into mechanical energy and vibrates. The vibrations, with frequency ranges from 10 to 20 kHz and amplitude from 10 to 40 microns, from transducer are transferred to the tool electrode to facilitate ECM. The tool also gets rotational motion from an external motor. Suitable electrolytes, such as NaCl, NaNO3, KNO3, etc. are used and supplied via a nozzle to the machining zone and recirculated. As soon as the power supply is on, the electrochemical dissolution of the work material takes place. The rotary and vibratory tool removes the passivating oxide layer from the workpiece, helps to enhance the diffusion of metal ions, renews electrolytes, and facilitates removal of the reaction and other byproducts from the machining zone. Along with basic ECM parameters, namely, voltage, current, electrolyte type, concentration, temperature, flow rate, inter-electrode gap, and electrode material and feed rate, the amplitude and frequency of vibration are also important parameters of vibration-assisted ECM.
Compared to plain electric discharge machining (EDM), vibration-assisted electric discharge machining (VA-EDM) improves flushing conditions and therefore has several advantages, like, shortened machining time, higher MRR, better surface integrity, increased machining efficiency (Grzesik and Ruszaj, 2021; Sabyrov et al., 2019). Figure 1(b) shows the working principle of VAEDM. An ultrasonic transducer transfers vibrations (obtained after conversion of electric energy from the generator) to the tool electrode (cathode) that also feeds to the workpiece (anode) surface as well as rotates (based upon the requirement), for material removal. The workpiece is submerged in a suitable dielectric. As soon as the power supply is connected, the dielectric breaks down at the narrowest gap between cathode and anode. A spark occurs and material begins to be removed from the anode surface. The vibrating tool facilitates the removal of debris from the machining zone that facilitates further discharge, thereby increasing MRR. Debris removal also ensures stable machining. Vibration frequency, amplitude, pulse-on time, pulse-off time, current, voltage, tool material, and tool feed rate are the important process parameters of VAEDM. Frequency in the range of 20 to 60 kHz and amplitude in the range of 2 to 10 microns are the suitable values of vibration parameters.
Working principle of vibration-assisted turning.
Vibration-assisted machining in conventional domain includes turning, milling, drilling, and grinding. The scope of the present analysis only includes vibration-assisted turning operations. Vibration assistance is solicited to enhance the machinability as it reduces the long contact between tool and workpiece and thereby minimizes cutting temperature due to the reduction of friction, which consequently reduces cutting forces and tool wear (Singh and Davim, 2021; Grzesik and Ruszaj, 2021). The frequent vibration of tool or workpiece also facilitates chip removal. Figure 2 illustrates the working principle of vibration-assisted turning process. The assistance of vibration can be given to either the tool or the workpiece. Further, vibration can be given to the tool in tangential radial or axial directions, as depicted in Fig. 2. There are two types of devices i.e. resonant and non-resonant, used to generate vibrations. Both can further be subdivided into 1D, 2D, and 3D vibrators. Along with important machining parameters like cutting speed, cut depth, and feed rate; amplitude, frequency, and dimensions of vibration are additional process parameters in vibration-assisted turning.
Materials and Methods
The methodology of this work starts by outlining the scope and objectives, concentrating on recent advancements and innovations in vibration-assisted hybrid machining processes (HMPs). The main aim is to investigate how vibration assistance enhances both traditional and advanced machining techniques, particularly in electrochemical machining (ECM), electric discharge machining (EDM), turning, and their respective variants. Additionally, the review covers innovations in Industry 4.0 and sustainability, highlighting how digital technologies can boost productivity while reducing environmental impact in the context of HMPs.
The review further examines the application of vibration-assisted HMPs to a range of materials, including nickel-based alloys, stainless steels, titanium alloys, ceramics, composites, polycrystalline diamond and copper. The focus is on how
vibration assistance improves machining performance, surface finish, and material removal rates for these materials. This includes processes like ECM, EDM, and other hybrid techniques, with particular attention to the response of different materials to vibration-assisted methods and their potential to enhance machining efficiency and precision.
The literature search began with keywords like ECM, EDM, hybrid machining processes, Industry 4.0, surface roughness, turning, and vibration. These terms were used to search major academic databases, such as Scopus and Google Scholar. Boolean operators (AND, OR, NOT) were applied to refine the search, focusing on studies from the past five years related to vibration-assisted HMPs.
The methodology employs a mixed approach, incorporating a systematic review, meta-analysis, and scoping review of the literature, with a focus on both technical depth and practical implications. The steps include:
- 1. Reviewing literature and background information to ensure the manuscript reflects the current state of knowledge.
- 2. Evaluating various hybrid machining processes, including vibration-assisted ECM, EDM, and conventional turning.
- 3. Comparing vibration-assisted machining with other advanced techniques, considering cost, productivity, sustainability, and material applicability.
- 4. Critically examining challenges and limitations of vibration-assisted HMPs, and exploring potential solutions or future research directions.
This systematic methodology aims to provide meaningful insights into the manuscript's contribution to advancing vibration-assisted hybrid machining, highlighting its strengths and areas for improvement. The methodology employed in the present study is illustrated in Figure 3
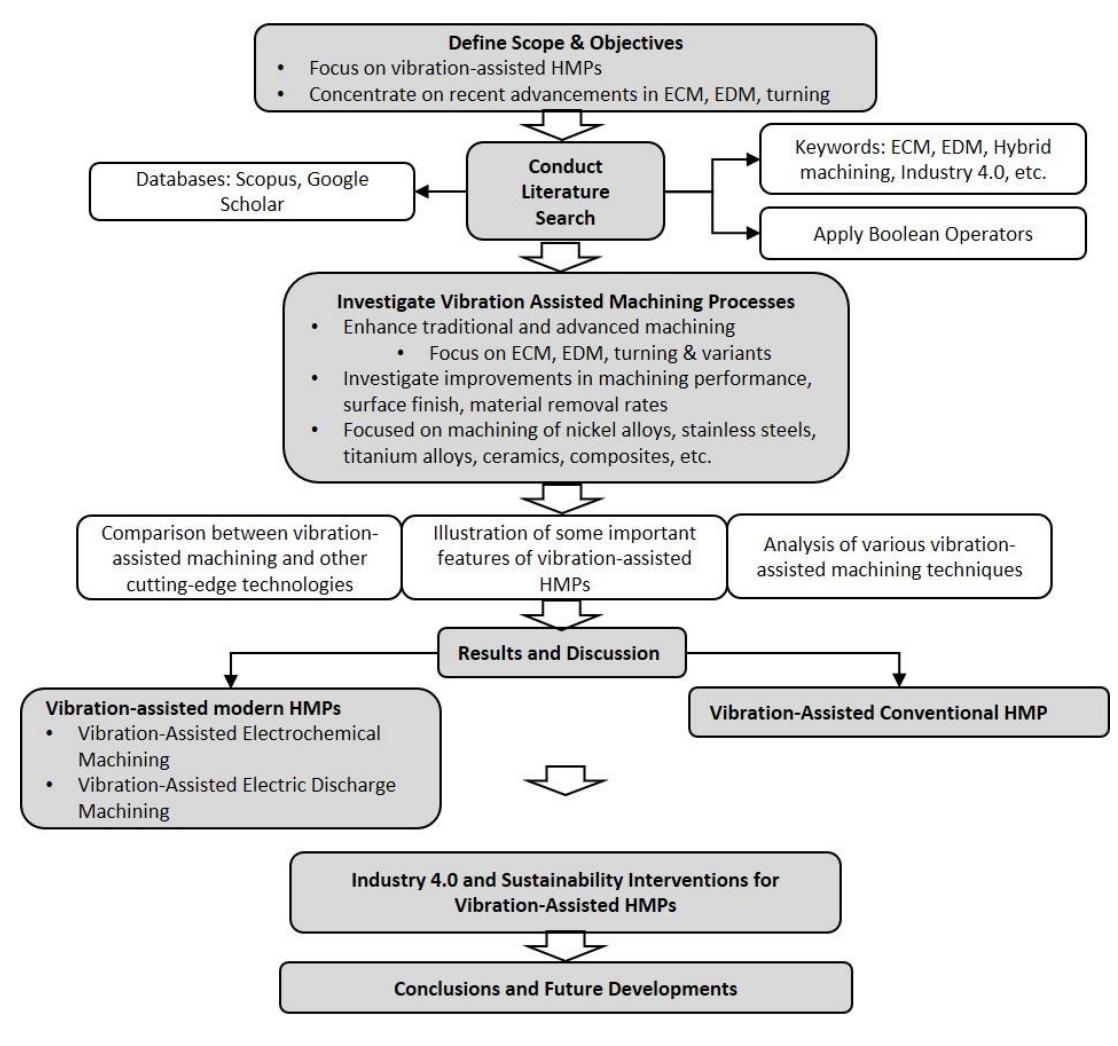
Flow chart of the methodology.
Key Features and Innovations in Vibration-Assisted Hybrid Machining Processes
Figure 4 presents some important features of vibration-assisted conventional and nonconventional hybrid machining processes. Although vibration-assisted hybrid machining processes have been developed to overcome the limitations of classical machining, along with their significant benefits, there are some challenges with and limitations of these processes. One of the most important is their complex setup and integration, where due to the involvement of multiple mechanisms and precise control requirements, their consistent implementation is difficult. This also makes their control and maintenance challenging. The other important challenge is the sensitivity of their process parameters, as due to hybridization, there are multiple parameters involved. Any minute deviation in their combination may attract inconsistent machining. Initial setup and operational and maintenance cost-related implications are also there. Accommodating various workpiece shapes and sizes is yet another limitation of these processes. To achieve and maintain energy and resource efficiency, most importantly the management and recycling of waste and by-products, increased energy consumption due to high power demand, and need to further hybridize them with other techniques for better results, etc., is a big challenge in vibration-assisted hybrid machining processes.
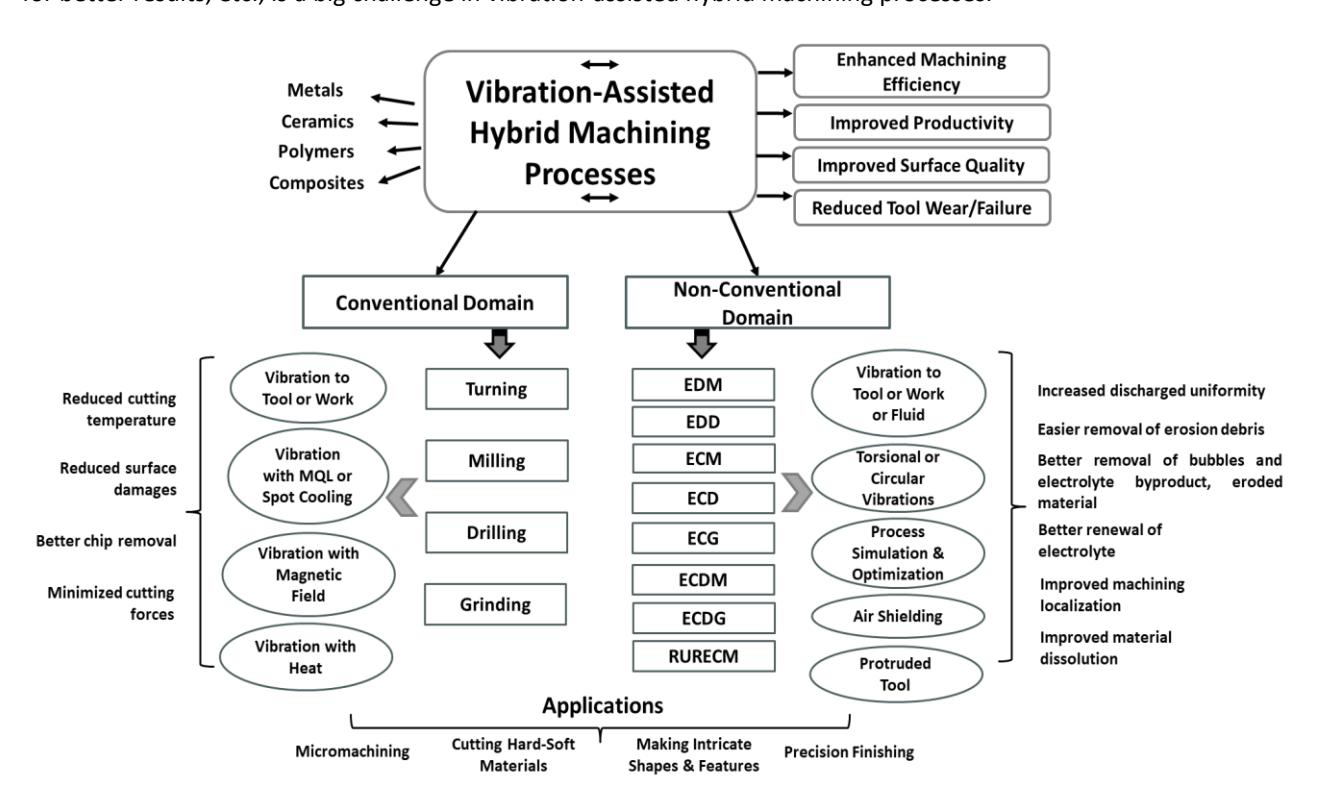
Illustration of some important features of vibration-assisted HMPs.
These days, many other cutting-edge technologies are being developed and implemented to obtain better process productivity product quality, and sustainability. It is important to compare vibration-assisted machining with them, to have a better understanding of their applicability and further selection to use for the specific requirement and desired application. Table 1 presents a comparison between vibration-assisted, heat-assisted, advanced lubrication-based, and classical machining processes. Further, Table 2 presents an analysis of various techniques of vibration-assisted machining based on application scope, limitations, pros and cons, costs and benefits. The important results of recent years' research and innovations in vibration-assisted modern and conventional machining processes and their detailed analysis are presented in the next section.
Table 1 Comparison between vibration-assisted machining and other cutting-edge technologies.
| Vibration assisted Machining | Heat assisted Machining | Advanced Lubrication Techniques (Dry and Near dry Machining) | Plain Classical Machining | Remarks | |
|---|---|---|---|---|---|
| Material Applicability | High | Low | High | High | A wide range of materials can be machined by vibration-assisted machining. It can be effectively used for brittle and soft materials as well. |
| Product Quality | High | Low | Medium | Low | Smoother surface and more precise cuts due to reduction of burs, efficient chip removal, and better flushing of discharge products. |
| Machining Cost | High | High | High | Low | Machining and operating costs of vibration assisted machining are comparable with other cutting-edge technologies. |
| Productivity | Medium | High | Medium | Low | The productivity of vibration-assisted machining is in medium range, not low, as it flushes out the chips and by-products, ensures improved material dissolution and machining localization, etc. |
| Operational Complexity | High | Medium | Medium | Low | The involvement of various mechanisms, especially the vibration source, makes this process a highly complex one. |
| Sustainability | Medium | Medium | High | Medium | Considering the energy and resource efficiency of vibration-assisted machine, it is at par with classical and heat-assisted machining. |
Table 2 Analysis of various vibration-assisted machining techniques.
| Normal Vibration Assisted Machining | Vibration with MQL/Spot Cooling | Vibration with Magnetic Field | Vibration with Heat | Vibration with Other arrangements (air-shielding, protruded tool, vibration to fluid, torsional or circular vibration) | |
|---|---|---|---|---|---|
| Application Scope | Micro and precision machining, Machining of difficult-to machine materials, hard and light materials. | Machining of Steel, Superalloys, and other difficult-to machine materials | Machining Titanium alloys and other difficult-to machine materials | Machining of highly difficult-to-machine and hard materials | Precision finishing, micromachining, cutting shapes, and features in difficult-to-machine, hard, soft, and brittle materials. |
| Advantages | No extra space requirements: commissioning, running, and maintaining are comparatively easy. | Reduced tool chip adhesion, lower tool wear, and improved surface finish due to better lubrication reinforcement and effective cooling | Improved work surface quality as magnetic field confirms removal of cutting scars in combination with vibrations. | Improved machinability due to early softening of the workpiece, intermittent cutting, reduced cutting force, and better removal of the chips. | Improved machining efficiency, productivity, and work quality due to better removal of debris and machining byproducts, better machining localization and material dissolution, and effective renewal of electrolytes. |
| Limitations | Effectiveness is not at par with other versions i.e. vibration with MQL, spot cooling, magnetic field, heat, and others. Machinability is moderate. | More space requirements, as two different setups, one for vibration and another for lubrication or cooling, are required. | More space requirements, as two different setups, one for vibration and another for magnetic field, are required. | -More space requirements, as two different setups, one for vibration and another for heat, are required. -Risk of deterioration of work surface integrity due to thermal damage. | Difficulty in handling long workpieces, preparing tools & electrodes, and making arrangements for machining of small features. -Compared to other vibration-assisted techniques, lower productivity. |
| Cost | Low | High | High | High | Medium |
Results and Discussion
Vibration-assisted modern HMPs
Vibration-Assisted Electrochemical Machining
We have mainly analyzed the past five years' research and innovations where it was observed that plain ultrasonicassisted ECM was complimented with air shielding, mechanisms for better electrolyte circulation/renewal, quicker expulsion of the reaction products from machining zone, rotary and protruded electrodes, simulation and optimization methods, etc. Analysis of some of the important recent work is discussed here below and main findings are also highlighted in Table 3.
An important investigation was conducted on ultrasonic-assisted ECM (UAECM) of Inconel under the assistance of ultrasonic vibrations at 20 Hz and 1/4th of the duty cycle, where 0.39 µm surface roughness was achieved due to better fluctuations of the electrolyte and removal of electrolytic products (Ren et al., 2024). The study did not consider material removal rate (MRR) as an important indicator of productivity in relation to surface quality, which may be an important future research direction. Cutting-edge research on ultrasonic-assisted ECM of micro holes in SS 301, resulted in the improved geometrical accuracy of the holes due to a better enforcement of electrolyte in and discharge of reaction products out of, the machining gap, after machining at optimum parameters combination (Shen and Tsui, 2021). In a unique process, ultrasonic vibrations were given to the tool electrode that was used to drill and grind the workpiece of SS 304 (Zhu et al., 2020). Machining stability and quality were improved due to the effective recirculation of the electrolyte inside the holes under the influence of tool electrode vibrations. Furthermore, optimal combinations of machining parameters led to achieving 0.31 µm surface roughness. Observations reveal a complex relationship between feed rate and ultrasonic vibration concerning surface quality, highlighting the need for further investigation to determine their optimal values to overcome the challenges of ECM like poor machining efficiency and corrosion issues, a unique combination of ultrasonic and airflow fields, and therefore called air-shielding ultrasonic assisted ECM, was applied (Wang et al., 2023). Ultrasonic vibrations were given to the SS 304 workpiece and a micro cylindrical tool of tungsten was used. With the improvement in machining localization and MRR, successful machining achieved a 154 nm surface finish.
An investigation was conducted on the ECD of ultrasonically vibrated SS 304, where the process is called ultrasonicassisted electrochemical drilling (UAECD), and square micro holes were fabricated (Ye et al., 2024). To achieve a uniform material dissolution rate, CFD-based simulation was also used, which ultimately led to high surface integrity after a proper expulsion of the electrolytic by-products from the IEG. High vibration amplitude and frequency were recommended. The effect of different concentrations of the electrolyte alongside the parameters of ultrasonic vibrations is still not known. A pulsed ECM of aero-engine blades was conducted in which two vibratory concave and convex-shaped tool electrodes were used ( Jiang et al., 2023). Low-frequency vibration of the tool electrodes greatly helped to remove bubbles and renew electrolytes, to achieve nearly 0.13 µm surface roughness and 0.05 mm profile error.
Not only ECM, but also its variant hybridized with EDM i.e. ECDM, has also benefited from vibration assistance. In a recent study, the presence of energy channelization, cavitation, and evacuation behaviour was found in vibration ECDM that helped to restore the electrolyte to its previous level and remove the sludge out of the machining zone for highquality cutting of glass (Singh et al., 2021). High values of voltage, pulse-on time, vibration frequency, and amplitude, were recommended. Process parameter optimization of vibration-assisted ECDM of borosilicate glass resulted in the optimum parameters i.e. 6 µm amplitude, 80 RPM workpiece rotational speed, and 0.7 mm/min tool feed rate, which can generate the least circularity error and overcut of the holes drilled (Grover et al., 2024). Another hybrid variant electrochemical discharge grinding (ECDG) under vibration assistance was applied to successfully reduce the geometric inaccuracy and surface roughness of a glass workpiece ( Wang et al., 2024). 400 µm depth micro-channel structure was also achieved using vibration ECDG. A unique process, radial ultrasonic rolling electrochemical micromachining (RURECM) was also developed and experimented with (Wang et al., 2020; Wang et al., 2022). This technique is specialized for fabrication of micro dimples on metallic workpieces (Wang et al., 2020). The vibrating micro-protrusions on the tool's electrode surface make dimples on the work surface as the tool rolls as well as moves forward. The surface quality achieved in this process is better than plain ECM because vibrations renew the electrolyte and flush out the removed material from the machining zone. 3D Multiphysics simulation tools can also be used to deeply understand the mechanism of this process (Wang et al., 2022).
The next section presents an analysis and discussion of recent attempts made to facilitate vibration-assisted EDM for machinability enhancement during micromachining, cutting difficult-to-machine materials, and fabricating typical shapes and features.
Table 3 Summary of recent research and innovations in vibration-assisted ECM and EDM.
| Reference | Material and Technique | Findings | ||
|---|---|---|---|---|
| (Ren et al., 2024) | Inconel; UAECM | 0.39 μm surface roughness, improved electrolyte flow, and removal of byproducts. | ||
| (Shen and Tsui, 2021) | SS 301; UAECM | Drilled holes equipped with high geometric accuracy, better enforcement of electrolyte in and discharge of reaction products. | ||
| (Zhu et al., 2020) | SS304; UAECM Vibration assistance tool for drilling and | 0.31 μm surface roughness, stable machining and improved quality. | ||
| (Wang et al., 2023) | grinding SS 304; air-shielding\nultrasonic assisted ECM | 154 nm surface roughness. | ||
| (Ye et al., 2024) | SS 304; UAECD Vibration assistance to workpiece for square holes | 0.54 μm surface roughness. | ||
| (Jiang et al., 2023) | SS304; UA Pulsed ECM | 0.13 μm surface roughness. 0.05 mm profile error. | ||
| (Singh et al., 2021) | Glass; UAECDM | More than 200% reduction in energy consumption compared to plain ECDM. | ||
| (Grover et al., 2024) | Glass; UAECDM TOPSIS Optimization | Least 153.33 μm circularity of hole | ||
| (Wang et al., 2024) | Glass; UAECDG | Significant reduction in overcut, damage, and surface roughness compared to plain ECDG. | ||
| (Wang et al., 2020) | SS304; RURECM | Successful fabrication of micro dimple arrays with high accuracy, surface quality, and productivity. | ||
| (Mondal et al., 2020) | Ti6Al4V; VA-EDM Workpiece vibration | MRR was nearly doubled by applying workpiece vibration. | ||
| (Xu et al., 2023) | Inconel 718; HF-EDAM | It reduces cutting forces, improves surface quality, and increases productivity compared to conventional machining. | ||
| (Pandey et al., 2020) | Al-TiB2; VA-EDD | Fewer surface defects. | ||
| (Pandey and Shrivastava, 2020) | Al-B4C; VEAM | MRR has increased | ||
| (Guo et al., 2024) | Ti, PCD; UV μEDM | Accelerated heat transfer with UV for Ti. MRR increased by 3 to 5 times with a maximum MRR of 0.0022 mm3/min for PCD. | ||
| (Li et al., 2020) | Ti-6Al-4V; VA-EDM | Produce precise micro-holes. | ||
| (Bui et al., 2020) | Ti6Al4V; UV-PMEDM | Significant uniform and microcrack-free modified layers were produced. | ||
| (Pravin et al., 2022) | Nimonic 90; UV-EDM | Better machining performance was observed with high MRR and better surface quality. | ||
| (Chenxue et al., 2022) | SS304; UV-EDM | Good quality deep holes up to 15 mm were achieved with UV assistance. | ||
| (Yin et al., 2023) | Ti-6Al-4V; LTV-EDM | A higher MRR of 514,037 μm³/s was achieved with the addition of LTV in EDM. Reduction of 60% and 80% in electrode wear and micro-hole taper respectively. | ||
| (Li et al., 2022) | Ti-6Al-4V; UV-μEDM | Lowering the defects at machined surface. | ||
| (Raza et al., 2023) | Titanium; UV-μEDM | With an 18% rise in discharge energy, Surface roughness decreases from \(3.2~\mu m\) to \(0.45~\mu m\). | ||
| (Mollik et al., 2022) | SS304; UV-μEDM | MRR enhanced by over 40% compared to traditional EDM. | ||
| (Chu et al., 2019) | Copper; VA-WEDM | Effective micro-grooves are produced more than normal WEDM. | ||
| (Lei et al., 2024) | Ti–6Al–4V; UV-EDM | Laminated electrodes enhanced machining efficiency and reduced machining time by 40%. | ||
Vibration-Assisted Electric Discharge Machining
Compared to conventional EDM without vibration, advancements in tool vibration produced a more uniform discharge distribution and a greater discharge frequency (Shitara et al., 2020). A vibration frequency of approximately 500 Hz and an amplitude of about 1.5 µm produced the best surface quality and maximum machining speed during micro-EDM of SiC. The machined surface's debris adherence was decreased by VAEDM. Optimizing vibration conditions can enhance process efficiency and surface quality. Investigating the relationship between tool vibration and the electronic frequency of discharge voltage, along with their effects on machining characteristics, is essential for a deeper understanding. With an innovative vibrating workpiece and a conical tool arrangement, the MRR was significantly raised when EDM of Ti medical alloy (Mondal et al., 2020). The MRR was almost doubled by applying VAEDM. Workpiece vibration significantly affects the diametric overcut (the difference in end diameters of the hole), and its negative impact can be exacerbated by errors in vibration. Addressing these errors poses a challenge in designing the workpiece vibration device, which is crucial for enhancing performance. A study on VAEDM of SKD61 indicated that low-frequency vibration linked to the workpiece can greatly enhance both SR and MRR (Nguyen et al., 2021). High-frequency vibration-assisted electric discharge milling of superalloy Inconel 718 was attempted by some researchers (Xu et al. 2023). It was reported that this arrangement can reduce cutting force and improve surface integrity. More than a 50% reduction in surface roughness was claimed compared to conventional milling. High-frequency ultrasonic vibrations can also significantly affect electrode performance, lifespan, and shape, and require further investigation. Research attempts were also made to machine composites using VAEDM. In vibration-assisted electric discharge drilling of Al-TiB2 composite material, machining at optimum parameters current - 12A, pulse-on time- 90µs, pulse-off time- 15µs, tool rotation- 1100 rpm, and amplitude of vibration- 4µm resulted in the best values of MRR - 28.357 mg/min and SR - 6.11 µm (Pandey et al., 2020). Another important investigation used VEAM for Al-B4C MMCs and achieved 30–40 times higher MRR than vibration-less EDM (Pandey and Shrivastava, 2020). Pulse-on time was identified as the most significant parameter in a study conducted on VAEDM of Ti alloy (Ji et al., 2023). Furthermore, the intelligent modeling technique Neuro-Fuzzy effectively predicted the cutting depth with approximately 98% accuracy. Guo et al. (2024) studied the effects of ultrasonic vibration on die-sinking µEDM of pure titanium grade 2 and polycrystalline diamond (PCD) through innovative ways and suggested directions for die-sinking µEDM for industrial applications. Ultrasonic vibration enhances the conditions in the discharge gap for PCD, hastening the removal of discharge debris. Since Titanium has a low thermal conductivity, heat transmission was accelerated by ultrasonic vibrations. This study was limited and did not investigate
An innovative EDM equipped with a circular vibration electrode was developed for the micro-machining of Ti6Al-4V alloys (Li et al., 2020). Simulation and experimental studies revealed that circular vibrations improved working fluid flow and debris particle movement and ejection in the depths and bottom gaps of microholes. Debris adhesion was restricted, burr and edge breaking were lowered, and dimensional accuracy was increased of the produced micro-holes. When nano silver powder was mixed with EDM, a thinner but more uniform modified silver layer with less spattered layer on the machined surface was generated when ultrasonic vibration was applied to Ti6Al4V workpieces (Bui et al., 2020). With UV assistance, there was a significant reduction in the formation of microcracks and delamination between the modified layer and the substrate, and the silver layer was dispersed more evenly. The distribution of silver on the coated surface and the molten material's resolidification process is significantly influenced by the magnitude of the ultrasonic vibration. When 40 kHz UV was brought to the angular tool in the EDM process, the machined debris became spherical, confirming that the uniform heat distribution improved surface quality and increased MRR (Pravin et al., 2022). The uniform heat distribution caused by using ultrasonic vibration enhanced the machining performance. In another research work, for SS304, EDM machining process was accelerated by applying UV to the electrode, and the bubble coalescence was eradicated for a hole depth of up to 15 mm (Chenxue et al., 2022). Even at deep hole depths, the release of bubbles was encouraged by applying ultrasonic vibrations to the electrode. To encourage the discharge of air bubbles in deep hole EDM, ultrasonic vibration applied to the electrode shows better results than vibration applied to the machining fluid.
the effect of ultrasonic vibrations on tool wear, an important aspect for a better understanding of this field.
A novel effort was made using longitudinal torsional ultrasonic vibration (LTV) in EDM process to enhance micro-hole machining performance for Ti-6Al-4V (Yin et al., 2023). LTV transducer with a resonance frequency of 38,905 Hz resulted in a nearly 2.8 times improvement in MRR, as well as an approximate 60% and 80% reduction in electrode wear and micro-hole taper, respectively. Uneven wear on the corner electrodes and an excessive micro-hole outflow were observed when the ultrasonic amplitude was at a higher level. Reducing the temperature gradient close to the discharge crater was done by using an improved two-dimensional ultrasonic circular vibration (UCV) electrode in µEDM, which greatly promotes heat source sliding and energy dispersal at the discharge point (Li et al., 2022). When compared to rotating electrodes, the residual stress and roughness of surfaces machined by UCV electrodes are both reduced, with maximum reduction rates of 19.3% and 27.9%, respectively. When using UV aid during µEDM drilling on titanium alloy, especially in high-energy conditions, the SR was significantly reduced from 3.2 μm to 0.45 μm, and the discharge energy increased by 18% due to improved inter-electrode gap cleansing and decreased contamination (Raza et al., 2023). While machining SS304, ultrasonic vibration assistance in µEDM process increased the MRR by over 40% when compared to traditional EDM at a modest capacitor value of 10 pF (Mollik et al., 2022). Despite this, the effective flushing caused by the vibration device resulted in a significant decrease in the incidence of short-circuit events. Also, the addition of UV devices reduced overcut and taper in the machined holes, and enhanced quality. Innovatively, microgrooves were produced on copper surfaces using the low-frequency vibration-assisted WEDM (VA-WEDM) technology (Chu et al., 2019). Low-frequency VA-WEDM offers excellent efficiency, and cost-effectiveness and makes it more practical to manufacture microgroove features than those produced by regular WEDM. It achieved a minimum groove width of approximately 60 μm, a groove depth of 30-50 μm, and a potentially zero ridge width. The novel electrode was made by lamination of metallic (tin-brass-copper) foils to generate uniform microgroove arrays on Ti-6Al-4V alloys (Lei et al., 2024). Using laminated electrodes in the UVEDM method, inverted "convex" microgrooves on Ti-6Al-4V alloys were successfully created with a fine consistency. When using a laminated electrode instead of a single foil electrode, the machining time for each microgroove was reduced by 40%. However, the study was limited to basic shapes like microgrooves only. Generating complex surface microstructures utilizing EDM with layered electrodes, supported by ultrasonic vibrations, still needs future attempts.
After analyzing the recent research, development, and innovations in vibration-assisted ECM and EDM, it is also important to analyze the novel interventions facilitating vibration-assisted conventional machining. The next section presents such recent attempts and discusses their effects on machinability of various materials when machined using vibration-assisted turning.
Vibration-Assisted Conventional HMP
Many studies have been conducted on plain vibration-assisted turning of a wide range of engineering materials to enhance machining efficiency and tool life (Kien et al., 2021; Xu et al., 2023). Here, we have only reviewed and analyzed some novel studies in which vibration-assisted machining is hybridized or complemented with other techniques carried out in this area. In an investigation on vibration-assisted turning of 6061 Al alloy combined with vegetable oil-based nano minimum quantity lubrication (MQL), equipped with graphene nanosheets and diamond nanoparticles, authors claimed to achieve better reinforcement of lubrication that helped to reduce tool-chip adhesion and obtain lower surface roughness(Liu et al., 2023). In comparison to the MQL method with pure palm oil, the low hardness of aluminum alloy 6061 enables diamond nanoparticles to be readily embedded in the surface during the UVAT process, thereby reducing their rolling bearing effect and increasing specific cutting energy. Unique hybridization of ultrasonic and laser assistance has been reported in (Deswal and Kant, 2023). Aluminium 3003 alloy was machined under this unique combination and a significant reduction in cutting force was observed. However, sincere future attempts will be required to overcome the disadvantage i.e. deterioration in work surface integrity, of this combination. Al 3003 alloy was also machined under the simultaneous action of compressed air cooling and vibration-laser assistance (Deswal and Kant, 2024). High pressure of compressed air successfully minimized machining temperature which led to significantly reduced tool wear. Ultrasonic vibration-assisted thread cutting of Inconel 718 alloy was performed (He et al., 2019). Cutting at low speed and high amplitude was recommended to obtain low tool wear and high surface quality. A recent investigation highlighted the development of a device to generate low-frequency vibrations to facilitate turning process (Shi et al., 2024). Turning of Inconel 718 using this device resulted in better separation of tool and workpiece that helps to remove the chips efficiently, prevents their wrapping around the tool, and further achieves low cutting forces and tool wear. Low frequency vibration device is indeed effective provided it is used with an appropriate machining parameter setting. Thus, additional research is required to completely realize the potential of low-frequency assisted machining through the optimization of process parameters. 3D ultrasonic vibration-assisted turning, yet another innovation in the field, makes use of two actuators to follow a spatial elliptical path performing oblique cutting (Fang, 2022; Wei et al., 2023). An investigation was conducted on machine C45 steel using such a device and it was concluded that such vibration arrangement can reduce the work surface damages and improve the surface finish (Wei et al., 2023). A combination of ultrasonic vibration and magnetic field has been attempted while performing turning of Ti alloys using diamond tools (Yip et al., 2021). A detailed analysis of surface characteristics revealed a significant reduction in cutting temperature due to vibrations and removal of cutting scars from the work surface under the influence of a magnetic field. Further investigation can be conducted on the intensity of the magnetic field in combination with ultrasonic vibration parameters. An innovative technique named spot-cooled vibration-assisted turning was recently developed (Gamidi et al., 2024). Further, an investigation was carried out in which Titanium grade 5 was machined under the influence of ultrasonic vibrations and CO2 gas flow via a vortex tube. Increased pressure of CO2 and amplitude of vibrations, improved surface finish. Its comparison with traditional dry cutting revealed a more than 40% reduction in tool wear. The relationship between chip parameters and cutting speed was not explored. This research can be extended to include tool wear and chip morphology at various cutting speeds.
Simulation, modeling, and optimization tools have also been employed to facilitate vibration-assisted turning of difficultto-machine materials (Bachir and Bejjani, 2023; Deswal and Kant, 2022; Huang et al., 2020; Muhammad, 2021). FEM simulations of grade 5 Ti alloy cutting under ultrasonic vibration were conducted to understand the stress and temperature profiles (Bachir and Bejjani, 2023). Tool workpiece separation mechanism was deeply studied and it was reported that prolonged tool life can be obtained since separation due to vibration protects tool tip by preventing heat focus on it. Tool wear reduction due to short contact time was also studied. Magnesium AZ31B alloy machining was studied using FEA (Deswal and Kant, 2022). It was found that vibrations led to the generation of lower cutting stress due to intermittent contact between tool and workpiece, compared to the conventional turning. The low tool-workpiece contact also helped to reduce cutting forces as expected. The intermittent contact has a significant impact on the machined surface quality and that should further be investigated. Optimization of vibration turning of AISI 1045 steel was attempted using Taguchi method (Huang et al., 2020). The optimum process parameters vibration frequency of 20 kHz, machining speed of 150 m/min, and feed rate of 0.05 mm/rev, were obtained for the least roughness on the work surface. Analysis of the past work also indicates an attempt to develop a fuzzy logic model for future prediction of machinability indicators for ultrasonic vibration-assisted machining process (Muhammad, 2021). The developed model was validated after comparing it with experimental results and proposed as a future alternative to costly experimentations in the domain of vibration-assisted machining.
Vibration-assisted machining technologies are found indeed effective and better than their classical parent machining processes. Technological synchronization, parameter optimization, effective monitoring, and control, are necessary to obtain the best quality, productivity, and sustainability.
Some novel innovative aspects of vibration-assisted HMP in the era of Industry 4.0 and sustainability are briefly discussed in the next section.
Industry 4.0 and Sustainability Interventions for Vibration-Assisted HMPs
To further advance vibration-assisted hybrid machining technologies, it is imperative to harness the potential of industry 4.0 technologies and sustainability-oriented innovations. Embedding advanced control systems equipped with IoT sensors in vibration-assisted hybrid machining setups will certainly allow real-time monitoring of factors like tool wear, force, surface quality, and vibration patterns, thereby ensuring consistent quality (Kasiviswanathan et al., 2024; Laghari and Mekid. 2023; Zhao et al., 2024). Data analytics and predictive algorithms can use available data to predict tool health and optimize tool replacement schedules, thereby enhancing process efficiency and sustainability [53]. Creating digital twins of the machining environment will allow operators to simulate the effects of vibration before applying it to the actual process. This digital approach enables process optimization, leading to greater precision, reduced waste, and improved sustainability in hybrid machining operations ( Liu et al., 2024). Figure 5 presents an Industry 4.0 intervention model for vibration-assisted hybrid machining. Aligning with sustainability goals, coupling vibration-assisted machining with dry cutting, will also impact the environment positively through minimizing the use of hazardous cutting fluids (Liu et al., 2024). Combining ultrasonic vibration machining and additive manufacturing can further advance additivesubtractive hybrid processes, particularly in metal powder production and precision finishing of 3D printed parts (Wang et al., 2024; Zhang et al., 2019). Exploring new tool materials and coatings can promote high-speed vibration-assisted hybrid machining for high productivity. Utilizing green electrolytes and dielectrics can strengthen sustainability of vibration-assisted ECM and EDM. Life cycle analysis of all types of vibration-assisted hybrid machining can significantly help to decide possible interventions required to reduce carbon footprints. These interventions can excel in aligning vibration-assisted machining techniques with circular economy principles, as they promote reduce, reuse, and recycle principles by resource conservation, waste minimization, and efficient energy usage.
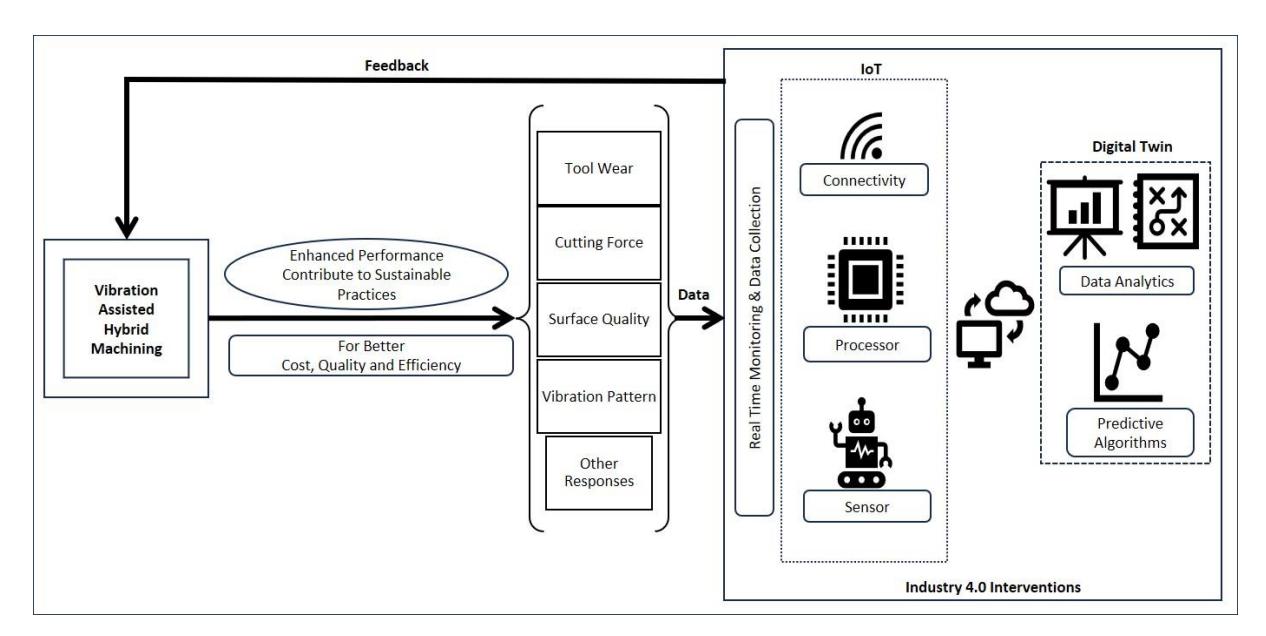
Industry 4.0 interventions for improved cost, quality, and efficiency in vibration-assisted HMPs.
Conclusions and Future Developments
Vibration-assisted machining has undergone many developments in recent years. Several research and innovative attempts have been made to improve the performance of this process and to overcome its limitations. Doubtlessly, it possesses high material applicability, generates high product quality, and is sustainable. It is better than classical and other cutting-edge technologies. Based upon the analysis of recent research and innovations in vibration-assisted hybrid machining processes, the following conclusions can be drawn:
Machining conducting materials by ECM is no longer challenging because of the ultrasonic vibrations which were found to be effective in enhancing ECM efficiency by facilitating electrolyte renewal, quick removal of machined material, and better material dissolution. The key to obtaining high surface quality in vibration-assisted ECM is to keep the vibration frequency high and duty cycle low. Vibration-assisted EDM helped to obtain high aspect ratio precise holes, burr-free machined surfaces, and lower recast layer thickness. From Ti alloys to composites, all greatly benefited from VAEDM in terms of higher MRR and better surface quality, since vibrations assist in flushing out debris and improve dielectric flow.
Vibration-assisted turning of various materials where effective separation between tool and workpiece can be ensured, was found to be better than conventional turning. A significant reduction in cutting temperature, forces, and stresses by avoiding continuous contact, can minimize tool wear and surface roughness. Modeling, simulation, and optimization using tools and techniques such as neural networks, genetic algorithms, FEA, CFD, and Fuzzy, etc. have been found effective in deeply studying the mechanism of vibration-assisted machining, to establish the relationship between parameters and machinability indicators, and for process performance enhancement.
Some limitations of previous attempts in vibration-assisted ECM, EDM, and classical turning, were highlighted and may lead to future research. Other important future development aspects for vibration-assisted hybrid machining processes can be proposed below:
- 1. Intelligent monitoring for real-time feedback and adaptive control of vibration-assisted hybrid machining processes.
- 2. Investigating machine learning-based predictive modeling and optimization of hybrid machining for better productivity, quality, and sustainability.
- 3. Developing multi-material hybrid techniques such as vibration-assisted ECDM etc. to accommodate different material properties and machine different material layers.
- 4. Increasing sustainability of hybrid machining by investigating and incorporating green manufacturing solutions such as green electrolytes, dielectrics, and cutting fluids; management and recycling of machining waste and byproducts; minimizing energy consumption, etc.
- 5. Integrating vibration-assisted hybrid machining with additive manufacturing for post-processing.
- 6. Automating hybrid machining targeting mass production.
Acronyms
| CFD | Computational Fluid Dynamics | MRR | Material Removal Rate | ||
|---|---|---|---|---|---|
| IEG | Inter Electrode Gap | MUSM | Micro-Ultrasonic Vibration Machining | ||
| ECDG | Electro-Chemical Grinding | Discharge | PM EDM | Powder-Mixed Electric Discharge Machining | |
| ECDM | Electro-Chemical Machining | Discharge | URE CM | Radial Ultrasonic Rolling Electrochemical Micromachining | |
| ECG | Electro-Chemical Grinding | SR | Surface Roughness | ||
| ECM | Electro-Chemical Machining | UA ECM | Ultrasonic Assisted ECM | ||
| EDD | Electric Discharge Drilling | UCV | Ultrasonic Circular Vibration | ||
| EDM | Electric Discharge Machining | UV | Ultrasonic Vibration | ||
| FEA | Finite Element Analysis | UV-µEDM | Ultrasonic Vibration-Assisted Micro-Electric Discharge Machining | ||
| FEM | Finite Element Method | UV EDM | Ultrasonic Vibration Aided Electric Discharge Machining | ||
| HF-EDAM | High-Frequency Electric Discharge Assisted Milling | VA-EDD | Vibration Assisted Electric Discharge Drilling | ||
| MMC | Metal Matrix Composite | VEAM IoT | Vibration-Assisted Electric Arc Machining Internet of Things | ||
Acknowledgment
The authors would like to acknowledge the technicians and lab staff of the Department of Mechanical and Industrial Engineering Technology at the University of Johannesburg.
Compliance with ethics guidelines
The authors declare they have no conflict of interest or financial conflicts to disclose.
This article contains no studies with human or animal subjects performed by authors.