
Introduction
Lentinus edodes (shiitake) is a globally popular mushroom known for its rich nutritional content, including polysaccharides, dietary fiber, protein, amino acids, and vitamins such as B1, B2, B12, C, D, and E. Shiitake mushrooms offer various health benefits, including immunoregulation, antitumor, antioxidant, anti-inflammatory, and blood pressure-lowering effects. They are particularly popular in East Asia, with China producing 10.43 million tons in 2018. The bioactive polysaccharides in shiitake, including those in its fiber, have been shown to improve liver function and enhance hepatitis B antibodies. Shiitake mycelia extract KS-2 is noted for its use in cancer treatments. Studies have explored the nutritional enhancement of foods with shiitake, such as wheat flour noodles, and the potential use of agricultural waste for shiitake cultivation. Additionally, L. edodes can be cultivated on water hyacinth, presenting a sustainable method for controlling this invasive plant species (Ahmad et al., 2023; Amin et al., 2022; N. Li et al., 2023; Nie et al., 2020; L. Wang et al., 2020; Xiang et al., 2021).
Related work
Xiang et al. (2021) reviewed the cultivation and benefits of Shiitake mushrooms, emphasizing their high yield, nutritional value, and medicinal properties, while also addressing challenges in breeding varieties suitable for diverse climates. They highlighted the potential of using agricultural waste in cultivation and the industrial applications of enzymes produced by L. edodes. Sibanda et al. (2020) explored the use of water hyacinth, an invasive aquatic plant, as a sustainable substrate for cultivating L. edodes, demonstrating the mushroom's ability to secrete enzymes that utilize this material. This approach offers a method to control water hyacinth proliferation in Zimbabwe. Lentinus edodes stems have applications in making sauces and processed foods. Ziaja-Sołtys et al. (2020) studied the effects of processing techniques on watersoluble polysaccharides (WSP) from L. edodes, finding that boiling, blanching, and fermentation reduced WSP content and its antioxidant and cytotoxic activities. Zhou et al. (2021) investigated heat treatment methods for processing L. edodes, finding that steaming and High Temperatures – High Pressures (HTHP) treatment preserved or enhanced
2Zhoukou Academy of Agricultural Sciences, Zhoukou, Henan 466000, China
3Henan Academy of Agricultural Sciences, Zhengzhou, Henan 450002, China
nutritional composition and antioxidant activity, while boiling, deep-fat frying and microwave treatments reduced these parameters. Nutrient bioavailability improved with all methods, with steaming and HTHP being the most favorable for nutrient retention and antioxidant activity.
Currently, studies on equipment for shearing Lentinus edodes stems are at an early stage. The existing shearing process relies heavily on manual labor, resulting in high labor intensity and low efficiency. Hence, there is an urgent need for research and development of equipment dedicated to shearing Lentinus edodes stems. F. Li et al. (2018) investigated the destruction pattern and mechanical properties of fresh Lentinus edodes stems to inform the development of processing equipment. They found that the stems were composed of numerous filaments and exhibited internal slip during testing, leading to filament breakage. Variations in mechanical properties were observed among different stems and within the same stem. They also studied the impacts of three factors: motor velocity, driving wheel velocity, Lentinus edode positioning gap, and the three performance indicators of pass rate, damage rate, and missed shearing rate.
The Lentinus edodes stem shearing includes two parts: the first is the cutting and separation of Lentinus edodes from Lentinus edodes stem. The second is the shearing and separation of the Lentinus edodes stem from the Lentinus edodes root. Current research mainly focuses on single-shearing equipment for Lentinus edodes stems and separating between Lentinus edodes and Lentinus edodes stems (Zhang et al., 2012). Ghahraei et al. (2023) developed a robotic harvesting system for mushrooms to alleviate labor challenges in cultivation. The robot, equipped with image processing and a suction cup mechanism, achieved an average harvest rate of 81.5% of whole mushrooms. While slightly slower than manual harvesting, the robot's continuous operation capability offers significant advantages. Furthermore, an expert system integrated into the robot allows growers to adjust harvesting strategies based on market demand for mushroom size and quality. Liu et al. (2016) developed a floss machine for Lentinus edodes stipe processing, aiming to enhance efficiency and quality in industrial production. Through experiments, they identified key parameters impacting floss quality and determined optimal settings, achieving a floss content of 97.1%, a fill power of 0.079 g/cm3, and a sensory score of 16.8. There are few studies on equipment for secondary shearing of Lentinus edodes. Only Wu Suzhen et al. (2023) designed a Lentinus edodes secondary shearing device that integrates screening and shearing but did not conduct experimental promotion and application.
Z. Wang et al. (2024) proposed a mechanized batch-based harvesting method for shiitake mushrooms as an alternative to manual harvesting, particularly for large-scale factory production. They analyzed manual harvesting techniques and developed a mechanized harvesting scheme using picking rings with forward forces, verified by finite element analysis, which ensured mushrooms could be picked without damage. The new Batch Harvesting Picker (BHP) was designed with a pushing mechanism, guiding mechanism, and harvesting mechanism. Experimental results demonstrated a 98.93% harvesting success rate, a 3.31% damage rate, and a 2.2–6.6 times improvement in efficiency compared to manual harvesting, proving the method's feasibility for large-scale production.
K. Tao et al. (2023) addressed the labor-intensive and time-consuming process of manual bud thinning in factorycultivated Agaricus bisporus, proposing a robotic alternative. They developed a novel mechanized bud thinning approach based on the growth characteristics of mushroom buds and validated it through dynamic finite element analysis. A swing force and angle acquisition system was used to determine the optimal force (0.96–2.81 N) and angle (6.6–18.6°) for bud detachment. A new end-effector for bud thinning was designed, incorporating steering, separation, and removal mechanisms, with the latter optimized using CFD analysis for a 96.7% removal success rate. Experimental results from a robotic bud thinning test bench showed a 91.7% success rate and an average thinning time of 6.2 seconds per bud, demonstrating the method's effectiveness and potential for integration into robotic systems in mushroom production.
The literature review reveals several key research gaps in the development of secondary shearing devices for Lentinus edodes stems. While there has been some progress in primary shearing devices, research on secondary shearing systems remains limited, particularly in terms of integrated designs that handle both cutting and separation efficiently. Additionally, the variability in stem properties poses a significant challenge, yet there is insufficient exploration of how to adapt device design and operation to account for this variability. Another critical gap is the reliance on manual feeding, with current studies lacking comprehensive approaches to fully automate this process, especially in secondary shearing contexts. Moreover, much of the existing research has been conducted under controlled experimental conditions, which may not adequately reflect real-world scenarios, highlighting the need for studies that test devices in more varied and realistic environments. Tool design and material optimization specifically for secondary shearing devices also remain underexplored, with a need for better material selection and tool geometry to enhance performance. Furthermore, there is little focus on developing multi-functional devices that could perform multiple tasks in mushroom cultivation, which could significantly improve efficiency and reduce labor costs. Finally, while scalability is crucial for industrial applications, research on scaling secondary shearing devices for large-scale operations is limited. Addressing these gaps could lead to significant advancements in the efficiency and effectiveness of mushroom cultivation practices.
Thus, an additional shearing apparatus tailored specifically for the Lentinus edodes stem was developed, drawing inspiration from the initial single shearing device. This new device boasts a compact design, ensuring efficient space utilization. Its cutting mechanism delivers precise and effective stem trimming, enhancing productivity. With its robust functionality, the device proves highly practical, offering a viable alternative to manual stem cutting. Its potential to streamline operations and improve efficiency ensures widespread acceptance and adoption, making it a valuable asset in mushroom cultivation practices.
Novelty
Therefore, the current paper significantly advances agricultural engineering by designing and optimizing a secondary shearing device for Lentinus edodes (shiitake mushroom) stem cutting. Key contributions include:
- 1. Innovative Device Design: Introduction of a novel device that automates the shearing and separation of mushroom roots and stems, addressing the inefficiencies of manual processes.
- 2. Optimization of Parameters: Application of a four-factor, three-level response surface methodology to identify optimal operational settings for the device.
- 3. Enhanced Efficiency: Development of a device that significantly reduces manual labor intensity and enhances the overall efficiency of the stem-cutting process.
- 4. Validation and Reliability: Confirmation of the device's reliability and the robustness of the optimization process through verification tests.
- 5. Practical and Theoretical Insights: Provision of practical guidelines for the design and operation of shearing devices and theoretical insights into the effects of various operational parameters on performance.
These contributions provide a practical solution for the mushroom cultivation industry, reducing labor costs and increasing operational efficiency while paving the way for future innovations.
Overall equipment construction and operation principle
Overall equipment construction
The secondary shearing device for the Lentinus edodes stem is mainly composed of a motor, Lentinus edodes conveying mechanism, brush, shearing tool, frame, position adjustment mechanism, and transmission device, as shown in Figure 1.
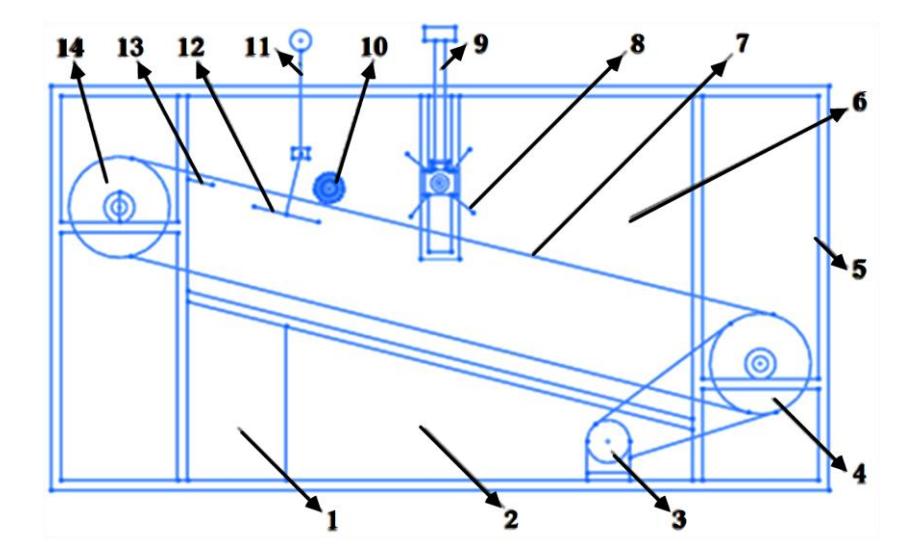
Structure diagram of the secondary shearing device for Lentinus edodes stem. 1. Stem outlet 2. Root outlet 3. Motor 4. Driving roller 5. Frame 6. Lentinus edodes inlet 7. Mesh conveyor belt 8. Rolling brush 9. Rolling brush height adjustment device 10. Positioning brush 11. Tool height adjustment device 12. First row of tools 13. Second row of tools 14. Driven roller.
The length, width, and height of the secondary shearing device for the Lentinus edodes stem are 1450 mm x 750 mm x 870 mm. The Lentinus edodes are fed from above the device. After the Lentinus edodes enter the transmission system, they complete dynamic shearing and recovery during the transmission process. Besides, it can automatically finish operations such as Lentinus edodes transmission, root cutting, stem cutting, and stem collection, which greatly reduces manual labor intensity and improves the efficiency of stem shearing.
Working principle
The three-dimensional structure diagram of the Lentinus edode secondary shearing device is shown in Figure 2.
Diagram of the secondary shearing device for Lentinus edodes stem.
The secondary shearing device for Lentinus edodes is designed to automate the shearing and separation of mushroom stems and roots, significantly improving efficiency compared to manual processes. The operation of the device is illustrated in Figure. 2, where each component is marked with corresponding numbers to facilitate understanding.
When the motor starts (Component 1), Lentinus edodes are poured into the feeding inlet (Component 2). The mushrooms then enter the mesh conveyor belt (Component 3) under the influence of gravity, the vibration of the conveyor, and the rolling brush (Component 4). The conveyor belt, driven by the driving rollers (Components 5 and 6), transports the mushrooms forward.
As the Lentinus edodes move under the positioning brush (Component 7), the roots are cut by the first row of tools (Component 8), and the roots are discharged from the root outlet (Component 9), completing the first stage of stem cutting. The partially cut mushrooms continue to move along the conveyor belt, where the second row of tools (Component 10) separates the stems from the caps, completing the second stage of cutting. The stems are then discharged from the stem outlet into the collection box, while the caps are transported further along the conveyor belt to the fruit collection box in front of the device.
The Adjustment Mechanism (Component 11) includes both the Tool Height Adjustment Mechanism, which uses knobs to set the correct cutting height for different mushroom sizes, and the Rolling Brush Height Adjustment Device, which precisely controls the brush's height to ensure proper alignment and prevent damage. Together, these adjustments are essential for accommodating various mushroom sizes, ensuring accurate cutting, and maintaining efficiency and consistency in the shearing process.
The entire process is supported by the frame (Component 12), which holds all components together, ensuring structural stability and smooth operation. The system is designed to minimize manual labor, enhance productivity, and ensure the consistent quality of the mushroom stem cutting.
The first row of tools and the second row of tools are installed parallel to the conveyor belt. During the stem cutting, the first row of tools rotates at high velocity and mainly performs the removal of Lentinus edodes roots. The second row of tools is fixed on the frame, mainly responsible for the separation between Lentinus edodes stems and Lentinus edodes caps. The secondary shearing process of Lentinus edodes is shown in Figure 3.
The distance between the first row of tools and the conveyor belt is adjustable. According to the types of Lentinus edodes with different lengths, the appropriate stem length can be obtained by adjusting the position of the knives. The specific positions of the rolling brush, positioning brush, first row of tools, second row of tools, and rolling axis are sketched in Figure 4.
Schematic of the process of cutting mushroom stalks.
Top view of the secondary shearing device for Lentinus edodes stem.
Design of key components
Determination of main parameters
Diameter and number of tools
The secondary shearing device for Lentinus edodes is equipped with two rows of knives. The first row is rotary tools, which mainly cut off the roots of Lentinus edodes stems. The second row of tools is fixed cutters, which mainly cut off the Lentinus edodes stems and separate the Lentinus edodes stems from the Lentinus edodes caps. The second row of tools follows the design of a single shearing machine for Lentinus edodes without much change. The main design of the device is reflected on the first row of tools for cutting Lentinus edodes roots.
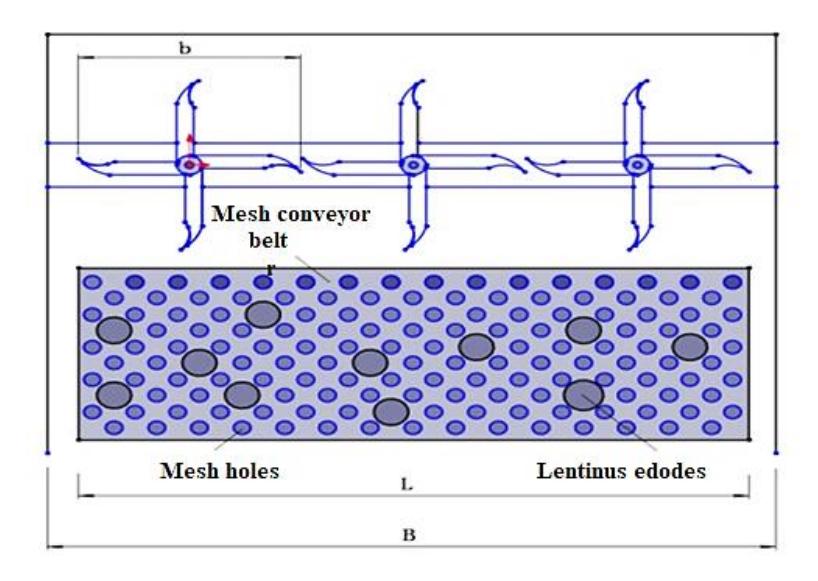
The process of Lentinus edode root cutting by the first row of tools is shown in Figure 5. In Figure 5, B represents the frame width of secondary shearing equipment, which is 750mm, and L denotes the width of the conveyor belt, which is 600mm. As can be seen from Figure 5, the width of the first row of tools must be greater than or equal to the width of the conveyor belt to ensure that the tools can cut all the Lentinus edodes on the conveyor belt. Therefore, three rotary tools were developed. If the diameter of each tool is b, then b should be 20mm. The number of blades is determined to be 4 through subsequent experiments.
Tool edge design
When the first row of tools is working, the tools rotate at high velocity, and the Lentinus edodes move linearly along with the conveyor belt. When the Lentinus edodes stems come into contact with the tools, the removal of the Lentinus edodes roots is completed, as shown in Figure 6.
Schematic diagram of tool working status.
Relationship between the mushroom handle and cutting tool position.
According to the mechanical characteristics of the Lentinus edodes stem, the blade is finally designed for the Lentinus edodes root shearing process, and the tool after processing is demonstrated in Figure 7 (Fu Meizhen et al., 2018; W. Tao et al., 2023; Xiaolong et al., 2022).
Conveyor belt
The conveyor belt is an important part of the Lentinus edodes secondary shearing device. Its structure and velocity play a decisive role in the working efficiency of the entire device. The conveyor belt is responsible for conveying the Lentinus edodes as well as positioning the Lentinus edodes. The conveyor belt is made of a thin steel plate with a length of 3600mm and a width of 600mm. The interior is a mesh structure, and the joints are connected by multiple springs into a closed ring structure, as shown in Figure 8. According to the classification of Lentinus edodes size specifications in GB/T38581- 2020, the diameter of the mesh is set to 40mm and the distance between meshes is 20mm, to ensure that all Lentinus edodes can enter the mesh. The conveyor belt is installed at an angle of 20°, which helps the un-positioned Lentinus edodes on the conveyor belt fall into the mesh during the backward rolling process, thereby achieving the positioning and conveying of Lentinus edodes.
Structural parameters of cutting tools.
Schematic diagram of the conveyor belt of screening device.
Experimental design and result analysis
Experimental design
To determine the optimum structure and operational parameters of the Lentinus edodes secondary shearing device and ensure the effectiveness of the stem shearing process, this study employed the Box-Behnken response surface methodology for optimization tests on the prototype. According to the design requirements of the device, the test indicators included the qualified rate, productivity, and damage rate (Jinqing et al., 2020).
The productivity of stem shearing is directly influenced by the conveyor belt velocity. As the velocity increases, productivity also increases; however, the pass rate of Lentinus edodes shearing decreases, leading to missed cuts. The conveyor belt's velocity is determined by the motor speed, which is converted into the belt's speed. The optimized range of conveyor belt velocity is determined to be 30-56 m/min. Preliminary experiments have shown that the rotational velocity of the tool and the number of blades are closely related to the pass rate and damage rate. Higher tool velocity and more blades result in a higher pass rate and lower damage rate. However, as tool velocity increases, the shearing effect stabilizes. Excessively high velocity can negatively impact shearing quality due to increased impact force. Preliminary tests indicate that Lentinus edodes stems are prone to damage when using two blades. Using four blades significantly improves shearing quality. Consequently, the optimized ranges for tool velocity and the number of blades are set to 2000–6000 r/min and 2–6 blades, respectively.
The gap between the tool and the conveyor belt is another critical factor affecting shearing quality. A gap that is too large can tear the Lentinus edodes stem and accelerate blade wear, while a gap that is too small increases the risk of knife collision during shearing. Hence, tool clearance is selected as an optimization factor. Since the second tool is fixed to the frame, the gap between the tool and the conveyor belt can be regarded as the gap between the first and second shearing tools. As shown in Fig. 3, the positional gap between the two tools corresponds to the length of the removed Lentinus edodes stem, so the tool gap factor can be replaced by the stem length. The optimal range for the Lentinus edodes stem length is 10–40 mm.
By taking the tool velocity, Lentinus edodes stem length, number of blades, and conveyor velocity as test factors, and productivity, pass rate, and damage rate as response values, the test factors and responses are determined using the Box-Behnken examination layout, as shown in Table 1.
| Experimental factors | |||||
|---|---|---|---|---|---|
| Coding | Tool velocity (r/min) | Lentinus edodes stem length (mm) | Number of blades | Conveying velocity (m/min) | |
| -1 | 2000 | 10 | 2 | 30 | |
| 0 | 4000 | 25 | 4 | 43 | |
| 1 | 6000 | 40 | 6 | 56 | |
Table 1 presents the coded levels for the four factors used in the experimental design. Each factor (tool velocity, stem length, number of blades, and conveying velocity) is assigned three levels: -1, 0, and 1, corresponding to low, medium, and high values, respectively. This coding scheme facilitates the analysis and optimization of the shearing device's performance using statistical methods.
The selection of experimental factor levels in this investigation was guided by a synthesis of existing research, theoretical frameworks, initial trials, and practical constraints. The initial identification of factors, including tool speed, stem length, and conveying speed, drew upon prior studies related to analogous agricultural equipment, which established effective operational benchmarks. Subsequently, theoretical models were constructed to forecast the effects of varying levels on key performance indicators such as productivity, pass rate, and damage rate, while considering the mechanical characteristics of Lentinus edodes stems and the operational dynamics of the shearing apparatus. Initial trials further honed these ranges by pinpointing thresholds where system performance stabilized or deteriorated, thereby ensuring that the selected levels were optimal. Moreover, the practical operational parameters of the machinery, including the maximum and minimum conveyor belt speeds and the dimensions of the cutting tools, were taken into account to confirm that the chosen levels were achievable within the device's operational limits. This comprehensive methodology ensured that the experimental factors were firmly rooted in both theoretical insights and practical realities, resulting in dependable and actionable findings.
Experimental prototype structure and test process
The overall structure of the experimental prototype is illustrated in Figure 9. It primarily consists of a roller, conveyor belt, motor, frame, tool, rolling brush, positioning brush, and transmission mechanisms. The first row of tools is equipped with three rotating tools, each designed to have 2, 4, and 6 blades for testing.
Structure diagram of the experimental prototype. 1. Driven roller 2. Roller motor velocity controller 3. Tool motor velocity controller 4. First row of tools 5. Second row of tools and height adjustment device 6. Positioning brush 7. Rolling brush and height adjustment device 8. Frame 9. The conveyor belt 10. Driving roller.
The first row of tools is equipped with a height adjustment device, which can realize the up and down movement of the tool position by changing the position of the threaded connection, thereby changing the Lentinus edodes stem shearing length. The velocity of the conveyor belt is adjusted by the roller motor velocity controller, and the velocity of the tool is regulated by the tool motor velocity controller.
Three types of tools with different blades are selected for testing in sequence. Before each set of tests, the clearance of the tool, the velocity of the tool, and the forward velocity of the conveyor belt are adjusted according to the test requirements. A certain amount of Lentinus edodes is randomly selected for each test. After the Lentinus edodes are completed, the pass rate, productivity, and damage rate are calculated, respectively. The test process is shown in Figure 10
The process of mushroom leg cutting.
Test results
The experimental evaluation indicators, including productivity, pass rate, and damage rate are defined as follows:
1. Productivity (Kg/h): Productivity was calculated by measuring the total mass of Lentinus edodes stems processed by the machine over a fixed period. The formula used is:
\[Productivity = \frac{Total\ Mass\ of\ Processed\ Stems\ (Kg)}{Time\ (h)} \tag{1}\]
This provides a direct measure of the machine's efficiency in processing the stems.
2. Pass Rate (%): The pass rate was determined by calculating the percentage of Lentinus edodes stems that met the quality criteria after processing. The calculation is done using the following formula:
\[Pass Rate = \frac{Number of Stems Meeting Quality Criteria}{Total Number of Processed Stems} \times 100\] (2)
This indicator reflects the effectiveness of the machine in producing stems that meet the desired quality standards.
3. Damage Rate (%): The damage rate was calculated by determining the percentage of Lentinus edodes stems that were damaged during the processing. The formula applied is:
\[Damage\ Rate = \frac{Number\ of\ Damaged\ Stems}{Total\ Number\ of\ Processed\ Stems} \times 100\] (3)
This measure indicates the extent to which the machine affects the quality of the stems through damage during processing.
The four-factor and three-level analysis method is employed to analyze the impact of four main factors on the productivity, pass rate, and damage rate of Lentinus edodes stem shearing device (WANG et al., 2020), and a total of 27 sets of tests were conducted. The tool velocity, Lentinus edodes stem length, number of blades, and conveying velocity are set to \(x_1\), \(x_2\), \(x_3\) and \(x_4\), respectively. Table 2 displays the outcomes of the examination plan.
| Number - | Experimental factors | Productivity | Pass rate | Damage rate | |||
|---|---|---|---|---|---|---|---|
| x1 | \(x_2\) | x3 | x4 | Kg/h | % | % | |
| 1 | 4000 | 25 | 2 | 30 | 0.3 | 85 | 8 |
| 2 | 4000 | 40 | 4 | 30 | 0.25 | 80 | 9 |
| 3 | 3000 | 25 | 4 | 43 | 0.4 | 86 | 7 |
| 4 | 2000 | 40 | 4 | 43 | 0.3 | 80 | 9 |
| 5 | 6000 | 25 | 2 | 43 | 0.4 | 86 | 7 |
| 6 | 4000 | 25 | 2 | 56 | 0.3 | 85 | 8 |
| 7 | 4000 | 40 | 6 | 43 | 0.35 | 82 | 9 |
| 8 | 4000 | 10 | 4 | 56 | 0.35 | 87 | 7 |
| 9 | 2000 | 25 | 2 | 43 | 0.35 | 81 | 8 |
| 10 | 4000 | 25 | 6 | 56 | 0.4 | 86 | 7 |
| 11 | 4000 | 40 | 2 | 43 | 0.3 | 80 | 10 |
| 12 | 4000 | 25 | 6 | 30 | 0.35 | 87 | 7 |
| 13 | 4000 | 25 | 4 | 43 | 0.45 | 87 | 6 |
| 14 | 5000 | 25 | 4 | 43 | 0.45 | 92 | 5 |
| 15 | 2000 | 25 | 4 | 30 | 0.25 | 82 | 8 |
| 16 | 4000 | 10 | 4 | 30 | 0.3 | 87 | 6 |
| 17 | 2000 | 10 | 4 | 43 | 0.35 | 83 | 7 |
| 18 | 6000 | 10 | 4 | 43 | 0.45 | 90 | 6 |
| 19 | 2000 | 25 | 4 | 56 | 0.3 | 84 | 8 |
| 20 | 4000 | 40 | 4 | 56 | 0.3 | 80 | 9 |
| 21 | 2000 | 25 | 6 | 43 | 0.35 | 85 | 8 |
| 22 | 6000 | 25 | 4 | 56 | 0.4 | 91 | 6 |
| 23 | 6000 | 40 | 4 | 43 | 0.4 | 83 | 8 |
| 24 | 4000 | 10 | 2 | 43 | 0.35 | 83 | 8 |
| 25 | 4000 | 10 | 6 | 43 | 0.4 | 86 | 6 |
| 26 | 6000 | 25 | 6 | 43 | 0.5 | 91 | 5 |
| 27 | 6000 | 25 | 4 | 30 | 0.35 | 91 | 5 |
Table 2 Examination plan and outcomes.
Table 2 details the results of 27 experimental runs, each representing a unique combination of the four factors, and shows their effects on productivity, pass rate, and damage rate. The highest productivity observed was 0.50 Kg/h, while the lowest was 0.25 Kg/h. The highest pass rate observed was 92%, and the lowest was 80%. The lowest damage rate observed was 5%, and the highest was 10%. These results illustrate how different combinations of factors influence the device's performance, aiding in the identification of optimal settings for maximizing productivity, achieving the highest pass rate, and minimizing damage rate.
Analysis of test results
Quadratic regression analysis was performed on the test data through Design-Expert 12.0 software to determine the significance of the effect of each factor on the test indicators. Productivity, pass rate, and damage rate are represented by \(Y_1\), \(Y_2\), \(Y_3\). The regression models for productivity, pass rate, and damage rate were established, respectively.
Regression model establishment and significance test
1. Productivity regression model establishment and significance test
By performing multiple regression fitting on the test data, the regression model for the impact of each test factor on productivity \(Y_1\) is obtained as:
\[Y_{1} = 0.4367 + 0.05x_{1} - 0.025x_{2} + 0.0292x_{3} + 0.0208x_{4} + 0.025x_{1}x_{3} + 0.0125x_{3}x_{4} - 0.0167x_{1}^{2} - 0.0537x_{2}^{2} - 0.0225x_{3}^{2} - 0.085x_{4}^{2}\] (4)
From the productivity variance analysis results, it can be seen that the values of tool velocity, Lentinus edodes stem length, blade number, quadratic term of Lentinus edodes stem length, and quadratic term of conveying velocity are less than 0.0001, indicating that these indicators significantly impact productivity. The values of conveying velocity, an interaction term between tool velocity and blade number, a quadratic term of tool velocity, and a quadratic term of blade number are less than 0.05, indicating that these items have a significant impact on productivity. The signal-to-noise ratio of the model is 22.8156, which is greater than 4, manifesting that the model has good accuracy and rationality and can fully reflect the relationship between various test factors and productivity.
2. Pass rate regression model establishment and significance test
By performing the multiple regression fitting on test data, the regression model for the impact of each test factor on the pass rate \(Y_2\) is obtained:
\[Y_{2} = 88.36 + 3.2x_{1} - 2.58x_{2} + 1.42x_{3}\] \[+ 0.0833x_{4} - x_{1}x_{2} + 0.25x_{1}x_{3} - 0.5x_{1}x_{4}\] \[- 0.25x_{2}x_{3} - 0.25x_{3}x_{4} - 0.5568x_{1}^{2}\] \[- 3.86x_{2}^{2} - 1.86x_{3}^{2} - 0.8554x_{4}^{2}\] (5)
It can be concluded from the variance analysis results of pass rate that the values of tool velocity, Lentinus edodes stem length, and quadratic term of Lentinus edodes stem length are less than 0.0001, indicating that these two items have a very significant impact on productivity. The values of blade number and quadratic term of blade number are less than 0.05, meaning that the number of blades has a significant impact on productivity. The signal-to-noise ratio of the model is 11.151, which is greater than 4, manifesting that the model possesses good accuracy and rationality and can fully reflect the relationship between each test factor and pass rate.
3. Damage rate regression model establishment and significance test
By performing multiple regression fitting on the test data, the regression model for the impact of each test factor on the damage rate \(Y_3\) is calculated:
\[Y_{3} = 5.97 - 0.96x_{1} + 1.17x_{2} - 0.5833x_{3}\] \[+ 0.1667x_{4} - 0.5x_{1}x_{3} + 0.25x_{1}x_{4}\] \[+ 0.25x_{2}x_{3} - 0.25x_{2}x_{4} + 0.1801x_{1}^{2}\] \[+ 1.31x_{2}^{2} + 0.9312x_{3}^{2} + 0.5562x_{4}^{2}\] (6)
It can be drawn from the variance analysis results of damage rate that the values of tool velocity, Lentinus edodes stem length, and the quadratic term of Lentinus edodes stem length are less than 0.0001, indicating that these two items have a very significant impact on the damage rate. The values of blade number, interaction term of tool velocity and blade number, quadratic term of blade number, and quadratic term of conveying velocity are less than 0.05, indicating that these items have a significant impact on productivity. The signal-to-noise ratio of the model is 14.2639, which is greater than 4, indicating that the model has good accuracy and rationality and can fully reflect the relationship between various test factors and damage rate.
Impact of factor interaction on experimental indicators
The effects of tool velocity, Lentinus edodes stem length, blade number, and conveying velocity on productivity, pass rate, and damage rate can be obtained by processing the data. The response surfaces are demonstrated in Figures 11 to 13.
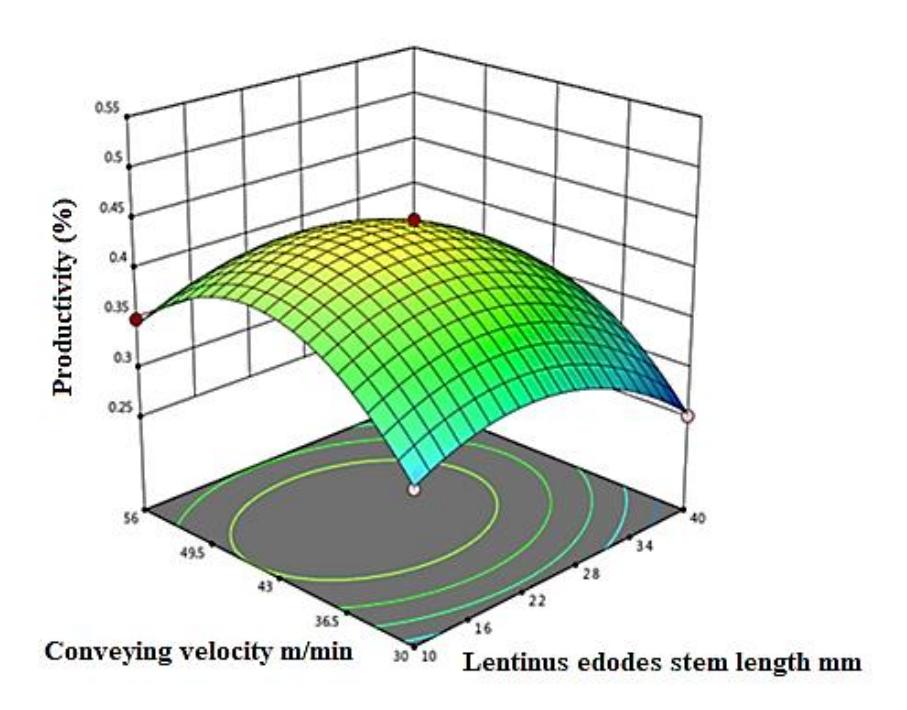
Effects of interaction of factors on production rate.
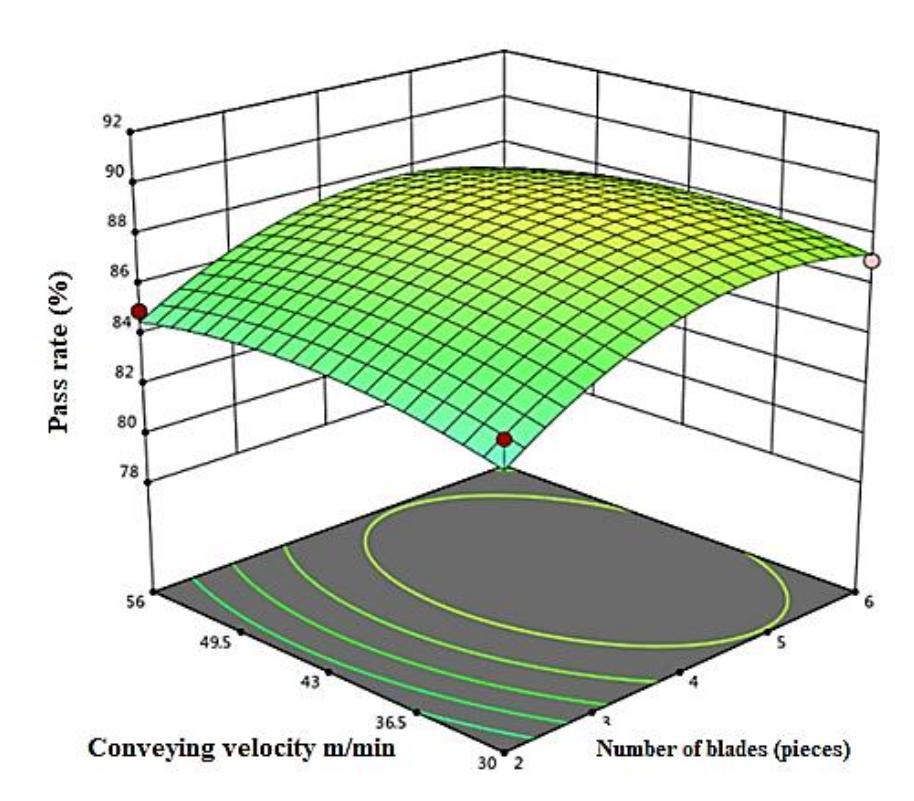
Effects of interaction of factors on pass rate.
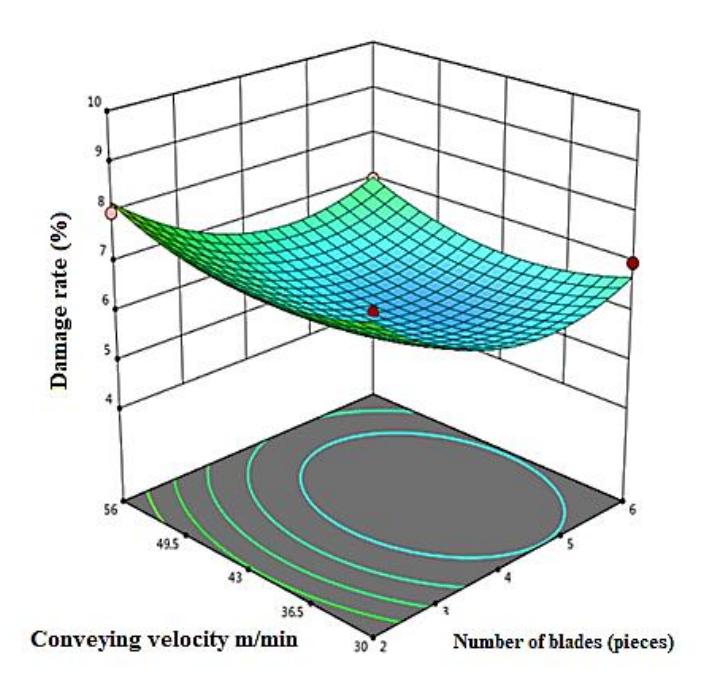
Effects of interaction of factors on damage rate.
The experimental assessment of the shearing process for Lentinus edodes stems is conducted with precision, emphasizing three pivotal performance metrics: Productivity, Pass Rate, and Damage Rate. These metrics are essential for evaluating the efficiency and effectiveness of the shearing operation. The investigation explores the intricate relationships among several critical operational variables, such as conveying velocity, stem length, blade quantity, and tool speed. Utilizing response surface methodology, as illustrated in Figs. 11 to 13, the research offers both visual and quantitative insights into these relationships. In each scenario, two factors are maintained at intermediate levels to effectively isolate and analyze the influence of the remaining variables on each performance metric.
Productivity is defined as the volume of Lentinus edodes stems processed within a specified timeframe, primarily influenced by the interaction between conveying velocity and stem length. The findings suggest that both stem length and conveying velocity positively affect productivity up to a certain limit. Initially, increases in both stem length and conveying velocity correspond with enhanced productivity, indicating a more effective shearing process. However, the research indicates that surpassing an optimal conveying velocity can destabilize the system, leading to missed cuts and a subsequent reduction in productivity. This observation highlights the importance of determining a balanced and optimal combination of stem length and conveying velocity to maximize productivity. The study emphasizes the critical balance necessary to sustain high productivity levels while ensuring the stability of the shearing process.
The evaluation of the Pass Rate involves a detailed examination of the relationship between conveying velocity and the number of blades utilized. The primary objective is to enhance the pass rate by optimizing the blade count to elevate shear frequency while ensuring that the conveying velocity remains constant, thereby preventing any decline in the pass rate. The analysis indicates that an increase in the number of blades typically leads to an improvement in the pass rate; however, an excessive conveying velocity may result in a slight reduction, highlighting the necessity of achieving a balance between these variables for optimal operational efficiency. The assessment of the Damage Rate focuses on the interplay between the number of blades and conveying velocity, with other variables controlled. The goal is to reduce the damage rate by strategically balancing the interaction between blade contact and conveying speed. The results reveal that while an increase in both the number of blades and conveying velocity initially leads to a decrease in the damage rate, there comes a point where the damage rate begins to rise due to increased blade contact, which causes more damage. This analysis offers a thorough understanding of how the experimental variables interact to affect the critical performance metrics of the shearing device, thereby informing the optimization of the machinery's settings to enhance productivity, achieve higher pass rates, and minimize damage rates.
In summary, the research elucidates the complex interrelationships among conveying velocity, stem length, the number of blades, and their combined effects on the shearing process, providing essential insights for the optimization of machinery performance in the processing of Lentinus edodes stems.
Optimization and verification of optimal parameter combination
Taking the maximum pass rate, productivity, and minimum damage rate as the optimization goals and taking the conveying velocity, the number of blades, Lentinus edodes stem length, and tool velocity as the optimization objects for analysis, the regression equation is solved and the response surface is analyzed for regression model optimization (Xiangyou et al., 2023). The objective and constraint equations are,
\[\begin{cases} \max Y_{1}(x_{1}, x_{2}, x_{3}, x_{4}) \\ \max Y_{2}(x_{1}, x_{2}, x_{3}, x_{4}) \\ \min Y_{3}(x_{1}, x_{2}, x_{3}, x_{4}) \\ \begin{cases} 2000 \ r/\min \leq x_{1} \leq 6000 \ r/\min \\ 1cm \leq x_{2} \leq 4cm \\ 2 \uparrow \leq x_{3} \leq 6 \uparrow \\ 30 \ m/\min \leq x_{4} \leq 56 \ m/\min \end{cases} \end{cases}\](7)
The optimization of the stem shear machine was conducted utilizing the Non-dominated Sorting Genetic Algorithm II (NSGA-II) algorithm in conjunction with a regression model. Following the prioritization principle of shearing machine performance, an optimal parameter combination was determined. This combination consists of a conveying velocity of 52.78 m/min, four blades, a Lentinus edodes stem length of 28 mm, and a tool velocity of 5800 r/min. Under these optimized parameters, the pass rate reaches 91.18%, productivity stands at 0.49 Kg/h, and the damage rate is minimized to 5.73%. To validate the accuracy of the optimization results, a bench verification examination was carried out using the identified optimal parameters. This examination, repeated thrice and averaged, yielded a pass rate of 90.23%, a productivity of 0.46 Kg/h, and a damage rate of 6.65%. The minimal variance observed between the experimental verification and model prediction values highlights the reliability of the optimal parameter combination in enhancing the performance of the shearing machine.
Tables 3 and 4 present the optimal parameter combination and performance metrics and performance metrics comparison, respectively.
Table 3 Optimal Parameter Combination and Performance Metrics
| Parameter | Value |
|---|---|
| Tool velocity (𝑥1 ) | 5800 r/min |
| Lentinus edodes stem length (𝑥2 ) | 28 mm |
| Number of blades (𝑥3 ) | 4 |
| Conveying velocity (𝑥4 ) | 52.78 m/min |
Table 4: Performance Metrics Comparison
| Performance Metrics | Model Prediction | Experimental Verification |
|---|---|---|
| Productivity (𝑌1 ) | 0.49 Kg /h | 0.46 Kg /h |
| Pass rate (𝑌2 ) | 91.18% | 90.23% |
|---|---|---|
| Damage rate (𝑌3 ) | 5.73% | 6.65% |
Discussion
The findings of this study reveal substantial advancements in the design and optimization of a secondary shearing device for Lentinus edodes stems and demonstrate improvements over previous research in the field. Utilizing a four-factor, three-level response surface methodology, the study identified an optimal set of operational parameters, including a tool velocity of 5800 r/min, stem length of 28 mm, four blades, and a conveying velocity of 52.78 m/min. These conditions resulted in a productivity of 0.49 Kg/h, a pass rate of 91.18%, and a damage rate of 5.73%. This optimization surpasses the earlier work of Li Feng et al. (F. Li et al., 2018), who emphasized the significance of tool velocity and blade count in analyzing the mechanical properties of Lentinus edodes stems. While their study provided foundational insights, the comprehensive optimization framework presented here offers a more efficient and effective approach to the shearing process.
The innovative design of the secondary shearing device introduced in this research marks a significant departure from prior efforts. Unlike the single-shearing devices examined in earlier studies, such as those by Wu Suzhen et al. (Wu Suzhen et al., 2023), which lacked experimental validation, the device developed in this study integrates both cutting and separation processes into a compact, automated system. This design enhances the efficiency of the stem-cutting process and provides a practical solution for large-scale mushroom cultivation operations. Moreover, while Wu Suzhen's work highlighted the trade-offs between shear frequency and product damage, this study offers a more detailed analysis of these factors, resulting in a device that effectively and reliably balances these variables.
When comparing the performance metrics of the newly developed shearing device with those from previous studies, the superiority of the present work becomes evident. For example, while Liu et al. (Liu et al., 2016) and Wang et al. (Z. Wang et al., 2024) focused on improving efficiency and reducing damage in mushroom processing, their efforts did not achieve the high pass rates and low damage rates observed in this study. Specifically, the device developed in this research achieved a 91.18% pass rate with only a 5.73% damage rate. This highlights the advanced design and optimized operational parameters, which have been rigorously validated through experimental testing.
These findings not only corroborate existing literature but also extend the understanding of the interactions between critical operational parameters in agricultural machinery. The application of response surface methodology (RSM) in this study parallels with the approaches in similar research fields, such as the optimization of other agricultural processing equipment. However, by applying these techniques to the specific context of Lentinus edodes stem shearing, the current work provides new insights and practical guidelines for enhancing both efficiency and product quality in mushroom cultivation.
In summary, the secondary shearing device developed in this study represents a significant advancement over previous designs and offers improved productivity, higher pass rates, and reduced damage rates. This research not only validates the optimization of operational parameters but also provides a practical and reliable solution for the mushroom cultivation industry, reducing manual labor and enhancing overall efficiency. These contributions underscore the potential for widespread adoption of the device, making it a valuable asset in the field of agricultural engineering.
This paper highlights several practical implications that can greatly benefit the mushroom cultivation industry. By automating the traditionally labor-intensive process of stem cutting, the device effectively lowers labor costs and reduces the physical strain on workers. The optimization of key parameters, such as tool speed and conveyor velocity, improves efficiency, achieving a high pass rate of 91.18% and a low damage rate of 5.73%. These features make the device wellsuited for large-scale operations where consistent output and product quality are essential. The device's compact design also allows for scalability, enabling it to process large quantities of mushrooms while maintaining high standards of quality. Furthermore, the potential integration of robotic systems in the future could further automate mushroom cultivation, further reducing labor costs and enhancing overall efficiency. The study's in-depth analysis of operational parameters offers valuable guidance for the development of more advanced agricultural machinery, opening the door to future innovations in the field. In summary, this device represents a significant leap forward in agricultural engineering, with the potential to increase efficiency, lower costs, and improve product quality in mushroom cultivation.
Conclusion
Aiming to address the high labor intensity and low efficiency of manual stem cutting of Lentinus edodes, this study designed a secondary shearing device capable of automating the shearing and separation of mushroom roots and stems. The device's performance was optimized using a four-factor, three-level response surface test, with parameters including tool velocity, stem length, number of blades, and conveying velocity. Optimal settings were determined to be a tool velocity of 5800 r/min, stem length of 28mm, four blades, and a conveying velocity of 52.78 m/min. Under these conditions, the device achieved a productivity of 0.49 Kg/h, a pass rate of 91.18%, and a damage rate of 5.73%. Validation tests confirmed the reliability of these parameters, demonstrating the device's potential to significantly improve the efficiency of Lentinus edodes stem cutting, reduce manual labor, and lower costs. Based on the mechanical characteristics of the Lentinus edodes stem, the secondary shearing device was designed, with optimization of the core working component, the stem shearing tool. Through theoretical analysis, key parameters such as tool structure, number of blades, tool velocity, and conveying velocity were determined. A prototype was developed and tested using the response surface box-Behnken design method to establish a mathematical model for productivity, pass rate, and damage rate. With the help of the NSGA-II algorithm, the optimal parameter combination was identified, and the test results were consistent with the optimization outcomes. The designed device achieved two stem cuttings of Lentinus edodes, reducing manual labor intensity, improving efficiency, and lowering costs. The study recognizes several limitations of the secondary shearing device for Lentinus edodes, including variability in stem properties, the need for manual feeding, and the controlled nature of the experimental conditions, which may not fully represent real-world scenarios. To address these challenges, future research should focus on integrating robotic systems to automate the feeding process, exploring a broader range of parameters, and improving the materials and designs of cutting tools. Additionally, extensive field testing and the development of multi-functional devices are crucial steps to enhance the efficiency and effectiveness of the shearing device, ultimately benefiting the mushroom cultivation industry.
Fund
Zhumadian Comprehensive Experimental Station of Edible Fungi Industrial Technology System in Henan Province (HARS-22-08-Z5); Key specialized research and development of Zhumadian City.
Compliance with ethics guidelines
The authors declare they have no conflict of interest or financial conflicts to disclose.
This article contains no studies with human or animal subjects performed by authors.