
Introduction
With the production of 52.3 million tons in 2021, Indonesia became the biggest producer of crude palm oil (CPO) in the world, according to BPDPKS [1]. CPO-based biofuel has a huge future prospect considering Indonesia's high fuel consumption in the transportation sector. Indonesia's government has enacted a fuel mixing regulation where 30% of the fuel must come from bio-based fuels such as CPO. Fatty acid methyl ester (FAME) is produced by transesterification using alcohol and catalyst. The most common commercial catalysts used are homogeneous base catalysts, i.e., potassium hydroxide (KOH) or sodium hydroxide (NaOH). However, homogeneous base catalysts can cause a saponification reaction with free fatty acids, which will decrease the conversion rate of the main reaction. Besides that, it is also difficult to separate the homogeneous base catalyst from the reaction product mixture. Therefore, alternative catalysts for the transesterification reaction need to be developed to solve these issues. A highly recommended solution is to use a heterogenous catalyst. Heterogenous catalysts do not cause saponification and involve a simpler catalyst separation process than homogeneous catalysts. Also, the separated catalyst can be reused.
A number of studies have been done to find a suitable heterogeneous catalyst. Adepoju et al. [2] utilized CaO to synthesize FAME from a vegetable oil mixture and obtained a FAME yield of up to 98%. However, the catalytic activity decreased after reusing three times. Other researchers used alumina [3, 4], zeolite [5], and other metal oxide [6] based catalysts. The use of alumina ensures that the catalyst is still active even when using high freefatty acid feedstock [3]. The use of a metal oxide such as ZrFeTiO can even achieve a conversion rate of more than 96% at a stochiometric methanol-to-oil ratio of 3:1, which is usually quite hard to obtain [6]. If the catalyst surface is more basic, it may even achieve a conversion rate of more than 98% [7-9]. However, heterogeneous
Copyright ©2024 Published by IRCS - ITB J. Eng. Technol. Sci. Vol. 56, No. 1, 2024, 50-60 ISSN: 2337-5779 DOI: 10.5614/j.eng.technol.sci.2024.56.1.4
catalyst usage comes with several drawbacks, such as a higher amount of alcohol needed, a longer reaction time, and a higher reaction temperature [10]. Therefore, this research focused on the effect of Fe2O3/γ-Al2O3 (hematite/gamma-alumina) catalyst on biodiesel production from RBDPO.
In Indonesia, biodiesel is generally produced through palm oil processing. First, the harvested palm oil is processed into crude palm oil (CPO). There are two main steps to extract the oil content from crude palm oil, namely mechanical processing and chemical processing. In the mechanical step, oil palm seeds are pressed at a temperature of 80 ℃; the implementation of a temperature of 80 ℃ is intended to prevent the growth of bacteria. Then, the process is continued with the chemical step using hexane as a solvent to extract the oil from the palm kernel seeds. After the hexane solvent is separated from the oil, the resulting CPO is cleaned of some contaminants and by refining, bleaching, deodorizing, and degumming, Refined Bleached Deodorized Palm Oil (RBDPO) is produced [11]. To make sure that the saponification reaction does not occur, the free fatty acid content in the palm oil needs to be in the range of 0.5% to 1% and the water content needs to be below 0.06% [12]. Previous research done by Mohammed et al. [10] showed that Fe2O3/γ-Al2O3 catalyst is suitable to accelerate transesterification. With a cottonseed oil feed, the biodiesel yield could reach 100%, and with a waste cottonseed oil feed, the biodiesel yield could reach 94.3%.
The purpose of this research was to develop a heterogeneous catalyst for biodiesel production from palm oil. Specifically the research was conducted to determine the correlation between the hematite content in the catalyst, the catalyst loading amount, and the methanol-to-oil ratio and the FAME yield from RBDPO by using Fe2O3/γ-Al2O3 catalyst to drive the transesterification reaction.
Methodology
Materials
The materials used in the Fe2O3/γ-Al2O3 catalyst synthesis were boehmite, acquired from the Catalysis and Reaction Engineering Laboratory, Institut Teknologi Bandung, and Fe(NO3)3.9H2O 99% from Central Drug House (CDH). The RBD palm olein used as the feedstock for biodiesel production was standard palm-based cooking oil acquired from a convenience store in Bandung.
Catalyst Preparation and Characterization
The catalyst for transesterification was prepared from the boehmite and Fe(NO3)3.9H2O. First, the boehmite was calcined in a furnace at 600 ℃ for 2 hours to obtain γ-Al2O3. Next, the Fe(NO3)3.9H2O was dissolved in aqua dm to obtain a ferric nitrate solution. The ferric nitrate solution was dripped on powder until the mixture had a paste-like consistency. The raw catalyst paste was dried in an oven at 110 ℃ for 12 hours. The dried catalyst paste was then calcined in a furnace fat 450 ℃ for 5 hours to form Fe2O3/γ-Al2O3 catalyst. Lastly, the Fe2O3/γ-Al2O3 catalyst was ground to a powder.
To characterize the prepared catalysts, several analyses were conducted. The crystallinity of the catalyst was measured using a Brucker D8 Advance X-ray Diffractometer. Surface area and pore size analysis were conducted by nitrogen isotherm adsorption analysis using a Micromeritic Tristar II Plus device. The acidity of the catalyst surface was measured by NH3-Temperature Programmed Desorption (NH3-TPD) using a Belcat II Microtrac Catalyst Analyzer.
Transesterification Process and Product Analysis
First, the acidic value of the purchased RBDPO was measured. The transesterification reaction was conducted in a 1,000-mL boiling flask equipped with a reflux condenser and a magnetic stirrer. The RBDPO and the Fe2O3/γ-Al2O3 catalyst were fed into a boiling flask and heated up to 60℃ with stirring. After that, methanol was fed into a boiling flask according to a predetermined methanol-oil molar ratio with stirring at 600 rpm for 3 hours. After that, the catalyst was separated with a glass funnel equipped with filter paper. After partially being separated from the catalyst, the biodiesel was separated from the methanol and glycerol phase by using a separatory
funnel. The bottom phase, which included biodiesel and residual catalyst, was separated further using centrifugation at 600 rpm for 1 hour. The biodiesel that was completely separated from the catalyst was then washed with water five times and dried at 80 ℃ for 1 hour.
The FAME content analysis consisted of three stages, i.e., acidic value analysis, total glycerol content analysis, and saponification value analysis according to SNI No. 7182 Tahun 2015. The FAME content of the sample could then be calculated using these three values. The free glycerol content of one of the samples was also measured to ensure the effectiveness of the washing process.
Acidic Value Analysis
First, 50 mL chloroform PA grade and 50 mL ethanol 96% were mixed with phenolphtalein indicator. The solvent mixture was then neutralized using KOH 0.1 N until a slightly pink color was formed. After that, 19 to 21 gram of biodiesel sample was fed into a 250-mL Erlenmeyer flask and mixed with the solvent mixture. This was then titrated with KOH 0.1 N until a slightly pink color was formed. The acidic value of the sample was calculated with Eq. (1) below:
\[A_{a} = \frac{56.1 \times V \times N}{m} \tag{1}\]
Total Glycerol Content Analysis
First, 0.9-1.1 gram of biodiesel sample was added into a 300-mL Erlenmeyer flask. 100 mL of alcoholic KOH was added into the flask, and the mixture was boiled for 30 minutes to saponify the ester content. Meanwhile, 91 mL of chloroform PA grade and 25 mL of glacial acetic acid were mixed in a 1,000-mL volumetric flask. After 30 minutes, the saponified sample was added into a volumetric flask. 500 mL of aqua dm was also added into the flask, and the flask was shaken for 30 to 60 seconds. Aqua dm was added up to the upper bound line of the volumetric flask and the flask was closed. The mixture was then turned back and forth until completely mixed.
After two layers were formed within the volumetric flask, 6 mL of periodic acid was added into a 300-mL Erlenmeyer flask. 100 mL of the aquatic layer was added into the Erlenmeyer flask and the flask was shaken. The flask wasthen closed and put away from sunlight for 30 minutes. After 30 minutes, 3 mL of KI solution was added into the flask, and the flask was put away from sunlight for 1 minute. After that, the mixture was titrated with natrium thiosulfate 0.01 N until the iodine brown color disappeared. 2 mL of starch solution was added into the mixture and the titration was continued until the dark blue color disappeared. Blank titration was also done using 50 mL of aqua dm as a replacement of the biodiesel sample. The total glycerol content was calculated with Eqs. (2) and (3) below:
\[\%m_{\text{glycerol,total}} = \frac{2.302 \times (B-C) \times N}{W}\] (2)
\[W = \frac{m \times V}{900} \tag{3}\] where C is the sample titration volume of natrium thiosulfate (mL), B is the blank titration volume of natrium thiosulfate (mL), N is the exact normality of the natrium thiosulfate solution, m is the weight of the biodiesel sample (g), and V is the volume of aquatic layer used for titration (100 mL).
Saponification Value Analysis
First, 4 to 5 gram of biodiesel sample was added into a 250-mL Erlenmeyer flask. 50 mL of alcholic KOH was then added into the flask, and the flask was boiled for 1 hour to saponify the esters. The saponified sample was then mixed with 1 mL phenolphtalein and titrated with HCl 0.5 N until a pink color was formed. Blank titration was done using the same procedure but without adding biodiesel sample. The saponification value of the sample was calculated with Eq. (4) below:
\[A_{s} = \frac{56.1 \times (B - C) \times N}{m}\] (4)
where As is the saponification value of the sample (mg KOH/g biodiesel), B is the blank titration volume of HCl (mL), C is the sample titration volume of HCl (mL), N is the exact normality of the HCl solution, and m is the weight of the biodiesel sample (g).
The FAME content of the sample was then calculated using Eq. (5):
\[\%m_{\text{FAME}} = \frac{100 \, \text{x} \, (A_{\text{S}} - A_{\text{a}} - 18.29 \, \text{x} \, \%m_{\text{glycerol,total}})}{A_{\text{S}}} \tag{5}\] where As is the saponification value of the biodiesel sample (mg KOH/g biodiesel), Aa is the acidic value of the biodiesel sample (mg KOH/g biodiesel), and %mglycerol,total is the total glycerol content within the biodiesel sample (%).
Experimental Design
The variations in this research were designed by using a two-level full factorial design with three factors, i.e., hematite content in catalyst, catalyst loading amount, and methanol-to-oil ratio. The center point variation was replicated three times. The variation of factors in the experiment is shown in Table 1.
Factor Bottom Level Top Level Hematite content in catalyst 8% 16% Catalyst loading amount 2% 6% Methanol to oil ratio 6:1 12:1
Table 1 Variation of factors in the experiment.
After conducting the experiment with all determined variations, a full factorial design analysis was done using the Minitab 2017 software to determine the statistical significance of each factor along with its effects on catalyst performance and a mathematical model representation of catalyst performance. The mathematical model of this experiment is represented by Eq. (6) below:
\[Y = \beta_0 + \beta_1 X_1 + \beta_2 X_2 + \beta_3 X_3 + \beta_{12} X_1 X_2 + \beta_{13} X_1 X_3 + \beta_{23} X_2 X_3 + \beta_{123} X_1 X_2 X_3\] (6)
where X1 is the Fe2O3 composition in the catalyst, X2 is the catalyst loading, X3 is the methanol-to-oil ratio, and β is the regression coefficient for each factor.
Results and Discussion
Synthesis and Characterization of Catalysts
The result of XRD characterization along with its comparison to hematite's XRD pattern and gamma-alumina's XRD pattern is displayed in Figure 1. Figure 1 shows that the synthesized catalysts contained hematite and gamma-alumina. The peaks that indicate hematite are marked by red triangles at 2 values of 33°, 37°, 24°, 49°, and 54°. On the other hand, the peaks that indicate gamma-alumina are marked by black squares at 2 values of 37.5°, 39°, 46°, and 67°.
From Figure 1, as the amount of hematite increases, the intensity of the highest peak decreases gradually, where the value of the highest peak of Fe2O3/γ-Al2O3 catalyst with 8% hematite is 240, the value of highest peak of Fe2O3/γ-Al2O3 catalyst with 12% hematite is 190, and the value of the highest peak of Fe2O3/γ-Al2O3 catalyst with 16% hematite is 180. This phenomenon occurs because of the increasing amount of Fe-O bonds in the catalyst, so that the distance between atoms will be larger than before, as the length of an Fe-O bond is 0.19 Å and the length of an Al-O bond is 0.176 Å [8].
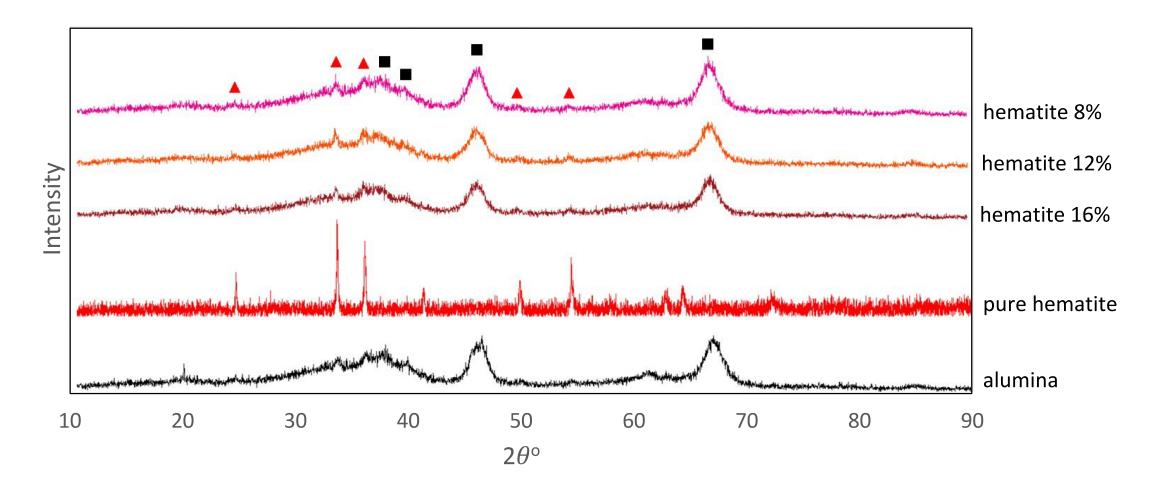
Figure 1 XRD pattern of Fe2O3/γ-Al2O3 catalyst, Fe2O3, and γ-Al2O3.
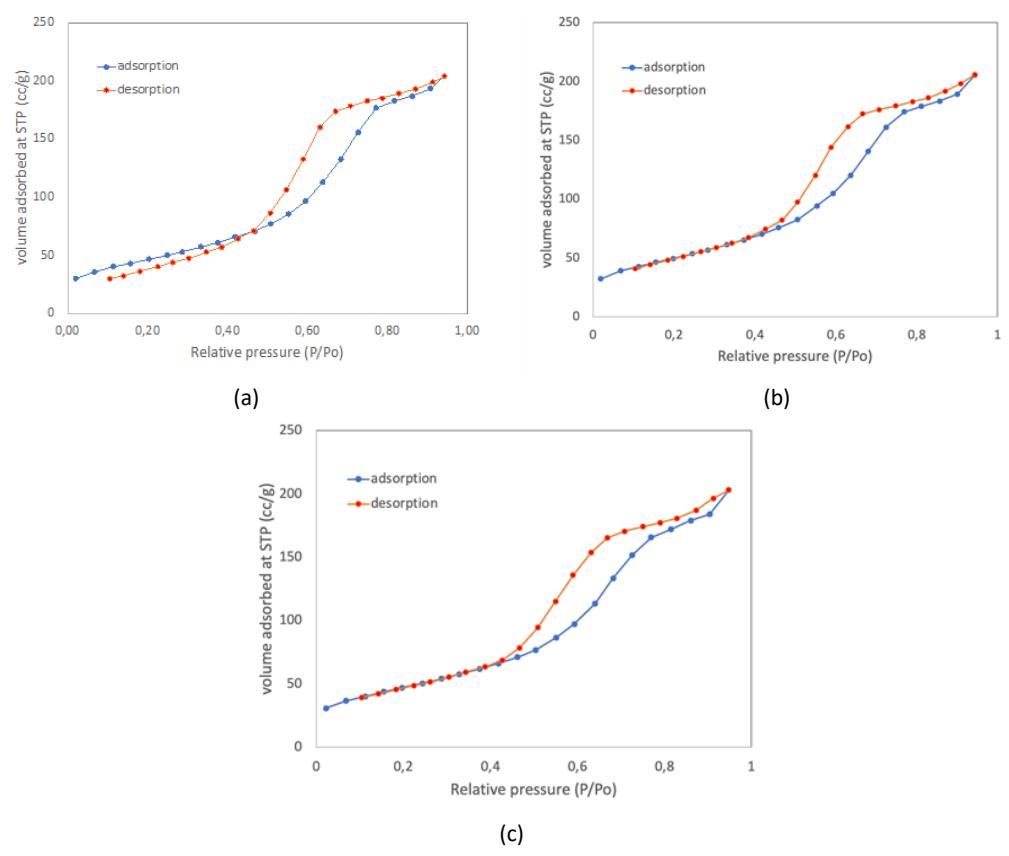
The nitrogen adsorption isotherm characterization results of the Fe2O3/γ-Al2O3 catalyst are shown in Table 2 and Figure 2.
| Hematite content in catalyst | Average pore size (nm) | BJH adsorption | ||
|---|---|---|---|---|
| Surface area | Pore Volume | Pore radius Dv | ||
| (m2/g) | (cc/g) | (nm) | ||
| 8% | 3.7938 | 192.99 | 0.3018 | 2.73727 |
| 12% | 3.5417 | 192.64 | 0.2881 | 3.11353 |
| 16% | 3.7149 | 182.11 | 0.2802 | 3.12436 |
Table 2 Pore size and volume of Fe2O3/γ-Al2O3 catalyst.
Figure 2 Nitrogen adsorption isotherm graphs of Fe2O3/γ-Al2O3 catalyst with (a) 8% hematite, (b) 12% hematite, and (c) 16% hematite.
Table 2 shows that with an increasing amount of hematite in the catalyst, the surface area and pore volume decreased, which indicates that more hematite is dispersed in the catalyst and thus there are more base active sites to accelerate the transesterification reaction. The reduction of the surface area of the catalyst from the catalyst with a 12% hematite content to the catalyst with 16% hematite content is relatively large compared to the decrease in the surface area of the catalyst from the catalyst with 8% hematite content to the catalyst with 12% hematite content. This can happen due to the agglomeration of hematite in the pores of the catalyst. On the other hand, the decrease in the surface area of the catalyst for the catalyst with a hematite content of 16% is still not very significant, which indicates that the hematite content in the γ-Al2O3 support can still be increased.
The TPD characterization results of the Fe2O3/γ-Al2O3 catalyst are shown in Table 3 and Figure 3.
Table 3 Acidity level of Fe2O3/γ-Al2O3 catalyst.
| Hematite Content | Acidity (mmol/g) | ||
|---|---|---|---|
| 8% | 0.419 | ||
| 12% | 0.381 | ||
| 16% | 0.303 | ||
In Table 3 and Figure 3, the catalyst with 8% hematite content has the highest acidity and the acidity level decreases along with an increase of the hematite content in the catalyst. A high level of acidity indicates a low level of basicity, so from the results of characterization of TPD with NH3 gas, it can be concluded that the catalyst with a concentration of 16% hematite has the highest basicity level. This was also shown by the performance of the catalyst with a concentration of 16% hematite, which was better than the catalyst with 8% hematite and 12% hematite.
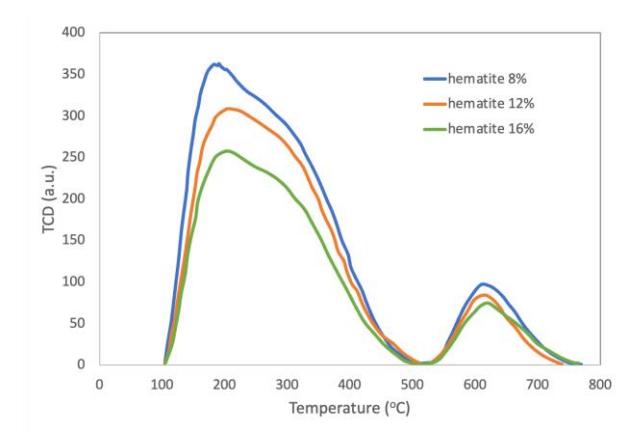
Figure 3 TPD graph of Fe2O3/γ-Al2O3 catalyst with 8% hematite, 12% hematite, and 16% hematite.
Catalyst Performance for Biodiesel Production
The results of the FAME content analysis on each biodiesel sample are presented in Table 4.
| Run | Variation | Aa (mg KOH/g biodiesel) | %mglycerol,total | As (mg KOH/g biodiesel) | %mFAME |
|---|---|---|---|---|---|
| - | RBDPO Feed | 0.2415 | |||
| 1 | 8%; 6%; 12:1 | 0.2151 | 2.03 | 187.23 | 80.05 |
| 2 | 16%; 2%; 12:1 | 0.1522 | 1.74 | 217.14 | 85.25 |
| 3 | 8%; 6%; 6:1 | 0.2154 | 2.72 | 189.05 | 73.55 |
| 4 | 8%; 2%; 6:1 | 0.2333 | 2.31 | 197.26 | 78.43 |
| 5 | 8%; 2%; 12:1 | 0.2160 | 1.78 | 189.03 | 82.67 |
| 6 | 12%; 4%; 9:1 | 0.1348 | 1.99 | 205.41 | 82.18 |
| 7 | 16%; 2%; 6:1 | 0.1277 | 2.09 | 208.14 | 81.56 |
| 8 | 12%; 4%; 9:1 | 0.1342 | 1.99 | 201.59 | 81.84 |
| 9 | 16%; 6%; 12:1 | 0.1530 | 1.54 | 228.88 | 87.60 |
| 10 | 12%; 4%; 9:1 | 0.1315 | 2.07 | 203.04 | 81.27 |
| 11 | 16%; 6%; 6:1 | 0.1606 | 1.99 | 220.14 | 83.40 |
Table 4 FAME content analysis results for each sample.
Free glycerol content of 0.0014% was achieved in Run 10, proving that the washing process conducted to minimize the glycerol content within the biodiesel was efficient. The results above were then analyzed using full factorial design analysis in Minitab 17. The diagnostic curves and the significance curve of the analysis are shown in Figures 4 and 5.
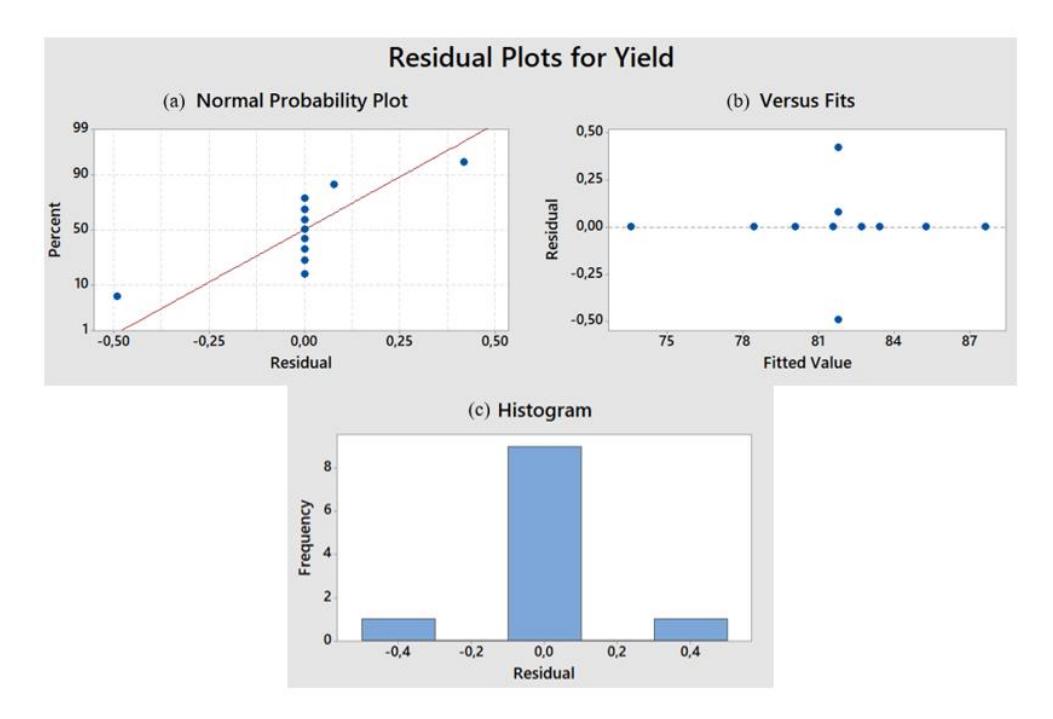
Figure 4 Statistical significance of each factor's effect on biodiesel FAME content.
From Figure 4, a study of the validity of the full factorial design model was carried out using the ANOVA diagnostic curve. From the distribution curve and residual histogram, it can be concluded that the residuals obtained from the ANOVA model were normally distributed (Figures 4(a) and (c)). From the correlation curve between the residuals and the fitted value, it can also be seen that all residuals obtained were within the range of the upper and lower limits, so that the assumption of homoscedasticity in the ANOVA calculation was fulfilled
(Figure 4(b)). Thus, it can be concluded that all assumptions in the ANOVA calculation were met and the model obtained was proven to be valid.
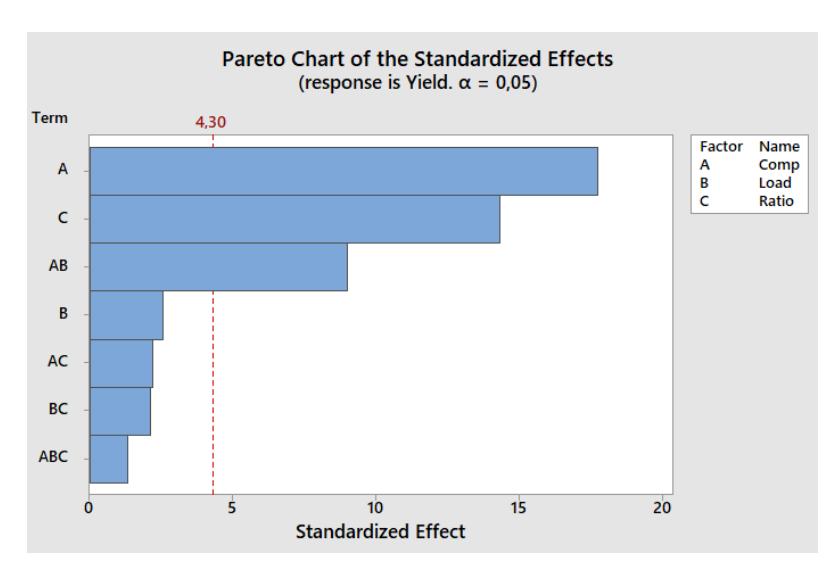
Figure 5 Statistical significance of each factor's effect on biodiesel FAME content.
Based on Figure 5, it can be concluded that the variables that have a significant influence on FAME levels are the composition of hematite on the catalyst, the methanol-to-oil ratio, and the interaction variable between the composition of hematite and the amount of loading of the catalyst (the p-value was smaller than the predetermined significance level, which is 0.05). Because the interaction variable between hematite composition and the amount of catalyst loading has a significant effect (factor AB), the amount of catalyst loading (factor B) can be considered a variable that has a considerable effect on the FAME content in biodiesel. The mathematical model of the experimental design is represented by Eq. (7) below:
\[\mathsf{m}_{\mathsf{FAME}}(\%) = 78.32 - 6.9 \, A - 390.3 \, B + 0.464 \, C + 2647 \, A * B + 0.2 \, CtPt \tag{7}\] where mFAME is the FAME yield (in %), A is the hematite content in the catalyst, B is the catalyst loading, C is the methanol-to-oil ratio, A*B is the interaction between the hematite content in the catalyst and the catalyst loading, and CtPt is the binary variable that represents the center point variation (0 for non-center point variation and 1 for center point variation).
The factorial plot representing the individual and interactional effects of each experimental factor are shown in Figure 6, where Comp is the hematite content within the catalyst, Load is the catalyst loading, and Ratio is the methanol-oil ratio.
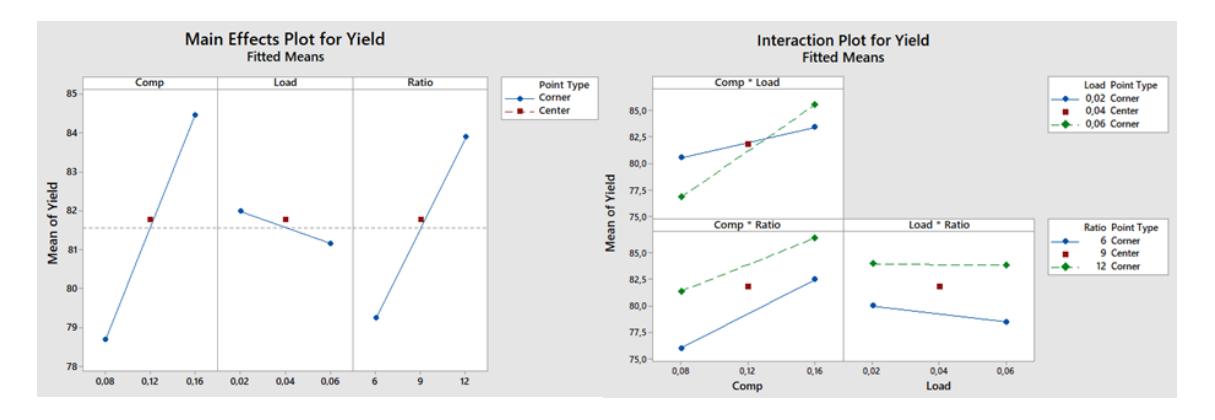
Figure 6 Main effects and interactional plots of the experimental factors.
From Figure 6, the higher the hematite content in the biodiesel, the higher the FAME content in the transesterified biodiesel. The variation of the catalyst with a hematite content of 16% resulted in the highest FAME content, which was 87.6%. This is because hematite has high affinity for fatty acids, including palmitic acid and oleic acid, which are abundant in RBDPO. In other words, hematite can absorb fatty acids to the surface of the catalyst so that it can increase the activity of the catalyst. The larger the surface area of hematite on the catalyst, the higher the affinity for carboxylic acids, so that more fatty acids can be adsorbed onto the catalyst surface [10]. It can also be seen in Table 4 that an increase in the composition of hematite in the catalyst will produce biodiesel with a lower acidic value, so it can also be concluded that the presence of hematite will catalyze the esterification of free fatty acids. In addition, increasing the hematite content in the catalyst will increase the basicity of the catalyst, which will accelerate the rate of the transesterification reaction. Increasing the methanol-to-oil ratio can also result in higher FAME levels in biodiesel. This is because the presence of excess methanol will increase the rate of the transesterification reaction towards the product (FAME), so that the conversion rate of the reaction will be higher. In addition, the three-phase system (methanol, oil, and catalyst) at the beginning of the reaction can inhibit the contact between the reactants and the active site of the catalyst. By adding excess methanol, the reaction will become more homogeneous and the risk can be reduced [10].
The amount of loading of the catalyst indicates a negative correlation for the FAME content in the biodiesel but this has a low level of significance (Figure 6). However, the interaction between the amount of catalyst loading and the hematite composition of the catalyst has a significant positive correlation. This can be seen in Table 4, where on a catalyst with a hematite composition of 8% and a methanol-to-oil ratio of 12:1, an increase in the loading amount from 2% to 6% resulted in a decrease in the FAME content (82.67% to 80.05%). However, the opposite happened to the catalyst with a hematite composition of 16%, where an increase in the loading amount from 2% to 6% increased the FAME content from 85.25% to 87.6%. Thus, it can be concluded that a high loading amount will only result in an increase in FAME content in biodiesel if it is accompanied by an increase in hematite content in the catalyst. This is because the increase in hematite content in the catalyst will decrease the overall surface area of the catalyst, which can be caused by the agglomeration of hematite on the catalyst. From Table 3.1, increasing the hematite content in the catalyst from 12% to 16% decreased the surface area for the adsorption of the catalyst from 192.64 m2 /g to 182.11 m2 /g. This is because the surface area of hematite is smaller than the surface area of alumina, so an increase in hematite content will reduce the overall surface area of the catalyst. This decrease in surface area can be overcome by increasing the amount of catalyst loading. For catalysts with lower hematite content, the increase of the catalyst loading amount does not have a significant impact because the available catalyst surface area is sufficient to produce an optimal reaction conversion. The addition of an excessive amount of catalyst loading can also inhibit the contact between the reactants and the catalyst so that it can potentially reduce the conversion rate of the reaction.
In general, biodiesel with FAME content in the range of 73.6 to 87.6% was obtained using a Fe2O3/γ-Al2O3 catalyst following the specified variations. It did not meet the applicable biodiesel quality standards. According to SNI No. 7182 Tahun 2015, the FAME content of biodiesel must be higher than 96.5%. A low conversion rate can occur because the catalyst preparation method uses wet impregnation, which has several drawbacks. Although practical and easy, the wet impregnation method produces a catalyst with low dispersion because there is no interaction between the active site and the support of the catalyst, which will cause high mobility of the active site of the catalyst during drying. As a result, this method will produce a catalyst that is not well dispersed due to the restructuring of the active site during drying [13]. The occurrence of poor dispersion or agglomeration of hematite on the catalyst can be proven by two indicators, namely a decrease in the surface area of the catalyst along with the addition of hematite content and an increase in hematite peaks in XRD analysis. Based on the literature, gamma-alumina has a surface area of up to 247.9 m2 /g [14]. Furthermore, the mesoporous crystalline obtained by Derakhsani et al. [15] could even achieve a surface area up to 320 m2 /g. However, as can be seen in Table 3.1, the catalyst obtained in this experiment only had a surface area of 192.99 m2 /g (8%), which decreased with the addition of hematite (182.11 m2 /g for the 16% hematite content). In addition, it can also be seen from Figure 3.2 that the hematite peak in the range of 30 to 40 degrees will be higher along with the addition of hematite content to the catalyst. Thus, it can be concluded that the catalyst is not well dispersed, which causes the transesterification reaction to be less than optimal.
Conclusion and Suggestions
From the transesterification process, biodiesel with FAME levels in the range of 73.6 to 87.6% were obtained using an Fe2O3/γ-Al2O3 catalyst determined according to the experimental design. From the factorial design analysis, it can be concluded that the content of hematite in the catalyst, the methanol-to-oil ratio, and the amount of catalyst loading have a significant effect on the FAME content of the biodiesel produced. Hematite has an affinity for fatty acids, so a larger hematite surface area will result in a higher fatty acid absorption capacity on the catalyst. Increasing the hematite content in the catalyst will increase the basicity of the catalyst, so that it can accelerate the rate of the transesterification reaction. The addition of excess methanol can accelerate the reaction kinetics towards the product and reduce the inhibition of contact between the reactants and the active site of the catalyst, to increase the conversion of biodiesel. On the other hand, a higher amount of catalyst loading will only result in an increase in FAME content in biodiesel if it is accompanied by an increase in the hematite content in the catalyst, because an increase in the hematite content will reduce the overall surface area of the catalyst.
Acknowledgments
This research was fully funded by the Institute of Research and Community Service ITB via the PPMI research funding scheme.