
Introduction
Chemical machining is a well-established and enduring technique utilized for the purpose of material removal out of a work piece through controlled dissolution by employing a reactive chemical solution. The solution typically consists of highly reactive alkaline or acidic substances [1]. This specific process encompasses a variety of techniques, including etching, chemical etching, wet etching, chemical milling and chemical blanking. The practice under consideration finds its roots in the ancient civilization of Egypt, where skilled artisans employed copper that had undergone etching with citric acid to fashion remarkable and intricate jewelry pieces. The utilization of this extraordinary technique serves as a testament to the nascent stages of micromachining processes [2]. Chemical machining is primarily employed for the purpose of creating intricate apertures in a wide range of materials, irrespective of their inherent hardness or strength.
The subject area being examined encompasses two prominent methodologies, specifically chemical milling (CH milling) and photochemical machining (PCM), which is also commonly known as spray etching. Since its inception during the 1950s, this particular methodology has garnered substantial momentum within the manufacturing sector, specifically for the fabrication of minuscule components at the micro-scale. Currently, this methodology remains extensively adopted as an unconventional machining approach, conferring unique advantages upon the aerospace, automotive, medical, and optical industries [3]. Researchers in this specific field have focused their efforts on improving methodologies and optimizing process parameters to enhance the efficiency and effectiveness of chemical machining. It is worth noting that within scholarly circles, there is a growing inclination to explore the influence of various process factors on enhancing process efficiency [4]. The extensive application of aluminum is prevalent in the aircraft, aerospace, and automotive sectors due to its exceptional engineering properties. The sectors mentioned above require materials that exhibit outstanding specific strength, low
Copyright ©2024 Published by IRCS - ITB J. Eng. Technol. Sci. Vol. 56, No. 4, 2024, 489-498 ISSN: 2337-5779 DOI: 10.5614/j.eng.technol.sci.2024.56.4.5
specific weight, and exemplary heat and electrical conductivities. As a result, aluminum presents itself as a highly favorable choice to satisfy these particular features. Aluminum alloys demonstrate a wide range of types, each encompassing distinct advantages and unique characteristics. Chemical machining techniques play a crucial role in the manipulation of aluminum and its alloys, resulting in substantial elaboration.
According to Abdulhusein et al. [5], etchant concentration, temperature, and machining time all have an effect on the weight reduction of titanium alloy. They used different temperatures (60-100 ℃), different concentrations of etchant solution (50-80%) and different machining time (30-90 min). Temperature, duration, and etchant concentration all boosted weight loss, where the concentration had the biggest impact. Çakır [6] used FeCl3 to etch a 7075 aluminum sheet. FeCl3 is a suitable etchant for surface finish quality and etch depth due to its controllability and simplicity. Lad et al. [7] aimed to improve productivity and efficiency of certain aluminum and stainless steel using chemical machining technology. Their investigation revealed that the layout was simple and inexpensive. El-Awadi et al. [8] investigated how etchants like FeCl3 and FeCl3+HNO3 impact the MRR of copper, aluminum, and stainless steel. Their results highlighted the significance of temperature and etchant concentration, as well as ideal MRR parameters. These studies give methods for improving material removal efficiency and chemical machining process optimization.
Al-Ethari et al. [9] investigated the effects of machining temperature, time, and prior cold working on the metal removal and surface smoothness of chemically machined stainless steel using 420 samples. The employed an etchant combination to analyze alloy and cold-rolled alloy samples. Chemical machining products were found to be modified by machining temperature, time, and preceding cold working, with temperature having the biggest effect. Surface roughness decreased after cold working but increased with machining temperature and time. Cold working reduced metal removal, while increasing the machining temperature increased it. Çakir [10] studied copper that was chemically etched with ferric chloride and cupric chloride. The study looked into how different machining parameters influenced etch depth and surface roughness. Cupric chloride exhibited the smoothest surface, whereas ferric chloride had the fastest chemical etch rate.
Al-Ethari et al. [11] studied the effects of machining temperature and time on a powder metallurgy-generated NiTi alloy using the experimental Taguchi technique. The signal-to-noise ratio was determined using an orthogonal array in the investigation. The samples tested by X-ray diffraction revealed three phases. The analysis of the results revealed that the machining temperature had the greatest influence on surface roughness and metal removal rate. The investigation looked into ideal circumstances for the maximum metal removal rate and the lowest surface roughness. The research implemented mechanical and physical approaches to evaluate NiTi SMA alloy formation using powder metallurgy. Multiple regressions were utilized to assess mathematical prediction models of machining conditions. The MTB14 and Data Fit Ver9 software packages were used in the evaluation. According to the findings, machining temperature had an effective role on metal removal and surface roughness. The study aids in the selection of machining conditions and the development of empirical models.
Shather and Ibrahim [12] investigated the role of machining time, temperature, and etching solution concentration on the surface finish of stainless steel 304 using a blend of acids. They tested machining at three temperatures (45, 50, and 55 ℃) with three different times (3, 6, and 9 minutes) at each temperature. They found that higher temperature and longer time lead to rougher surfaces. They used the Mtb 16 software to create models to help in choosing the best machining conditions for the desired surface finish. Fahad [13] aimed to remove a thin layer of metal of low carbon steel samples during chemical machining using etchant solution (FeCl3). The factors under study were machining time (1, 3, 5, 7 and 9 min) and etchant concentration (20, 40 and 60%). The metal removal rate was calculated by measuring the weight loss caused by chemical machining. The study examined hardness and surface roughness and used an atomic force microscope before and after the process. The results showed that chemical machining had the best results with an etchant concentration of 60% and 1 minute of treatment time.
Ibrahim and Ghullam [14] investigated the effects of machining time, temperature, and etchant concentration on the weight removal of chemically machined titanium alloy. Two different etchant concentrations, consisting of a mixture of hydrofluoric acid (HF) and nitric acid (HNO3) in specific quantities, were used. Eight specimens of (30 x 10 x 1 mm3 ) size were chemically machined using four levels of machining time (4, 6, 8 and 10 min) and four levels of machining temperature (35, 40, 45 and 50 ℃) for both concentrations. The results showed that weight removal increased with time, temperature, and etchant concentration. Alimirzaloo et al. [15] explored the effects of different parameters on the chemical machining of Ti-6Al-4V alloy using HF and HNO3 solutions. Machining parameters were determined using counter plots to remove the alpha surface layer of a forged airfoil blade. The main results showed that MR depth increases with higher temperature, time, and HF percentage but slightly decreases with higher HNO3 percentage. Optimal temperature and time were found for removing the alpha layer and achieving the desired roughness in the acid.
The contribution of this study lies in the fact that there is a limited range of works on the specific alloy of aluminum 2024, which is important in multiple industrial applications. By focusing on this particular alloy, the aim was to explore the etching process under ferric chloride solution and the influence of both temperature and etching concentration on mass removal. This research contributes to the existing body of knowledge by providing insights and data specific to aluminum alloy 2024, which can be contribute to further advancement in the field.
Materials and Method
This work included experimental testing as well as a calculation part. The experiments were conducted in February 2023, with ambient temperatures ranging between 15 and 22 ℃. The present study used 3 samples for each case, with a total number of 21 samples. The samples were flat rolled aluminum alloy 2024, had a crosssectional area of 70 x 70 mm and a thickness of 1 mm. The selection of this alloy was based on its wide range of uses and its outstanding characteristics of being lightweight and possessing remarkable strength. It was important to first check whether the alloy had a chemical composition that aligns with the officially recognized specifications for aluminum alloy 2024. Therefore, a chemical composition analysis was carried out by Al-Naba Company LTD in Baghdad, Iraq. The examination was conducted using an Oxford Foundry Master Xpert optical spectrometer (shown in Figure 1). The results (shown in Table 1) revealed that the chemical composition of the alloy utilized in this study closely resembled the documented composition of alloy 2024, as specified in the approved references [12, 16].
Table 1 Chemical composition of Al-2024
| Element | Si | Fe | Cu | Mn | Mg | Zn | Ti | Others total | Al |
|---|---|---|---|---|---|---|---|---|---|
| Percentage Range 0.50 0.50 3.8-4.9 0.30-0.9 1.2-1.8 0.25 0.15 | 0.15 | Rem. | |||||||
| Measured | 0.46 0.32 | 4.2 | 0.34 | 1.23 | 0.29 0.16 | 0.13 | Rem. |
Optical emission spectrometer.
The next step was the use of acetone to clean the designated metal, followed by washing with water, then rinsing, where the specimen was dried using an air dryer. After that, the metal piece was measured for weight using a precise METTLER AE200 balance. This marked the first phase of the practical component.
Following this step, oval-shaped adhesive sheets made of plastic film material were affixed, with preset dimensions, as shown in Figure 2. The sheets functioned as necessary barriers to separate the corrosive material from the metal surface that required safeguarding.
Subsequently, a water bath (shown in Figure 3) was prepared at a temperature of 49 °C [17] in order to preheat the etching solution (ferric chloride). Once the temperature of the solution stabilized at the desired value, which was the same as the temperature of the water bath, the sample was immersed in the solution for a duration of 30 minutes. Later, the specimen was extracted and washed in order to eliminate any residual solution.
Figure 2 Oval-shaped adhesive sheet.
Figure 3 Water bath.
After completion of the drying procedure, the sample was weighed using a sensitive balance. The experimental protocol was implemented for all samples throughout a range of temperatures spanning from 35 to 65 °C, with increments of 5 °C. However, it is important to note that the temperature of 50 °C was adjusted to 49 °C in accordance with the advice provided by reference [17]. The aforementioned procedures were used continuously in the preparation of the samples, which were subjected to three distinct concentrations of Baume scale, i.e., 9, 20, and 29 Be (as shown in Figure 4).
Note that the Baume scale (Be) is related to the International System of Units (SI units) through specific gravity. The relationship between specific gravity (s.g.) and the Baume scale can be found in various references. Many
handbooks state that the conversion between specific gravity and degrees of Baume, when the density of the solution is greater than that of water, is given by:
\[s. g. = \frac{145}{145 - \text{degree Baume}} \tag{1}\]
Furthermore, the surface roughness was measured using a surface roughness meter device (TR200). Three readings were taken for each sample and then the average of these readings was considered in the calculation.
Concentration of ferric chloride.
Results and Discussion
Corrosion Rate and Surface Roughness at Different Temperatures
In this part, corrosion of each sample was investigated at different temperatures but with a constant etching concentration (20 Be). Before being exposed to the chemical process, the weight of each sample was measured, as previously indicated, followed by chemical machining for 30 minutes. The weights were then re-measured (see Table 2).
Table 2 Weights of samples before and after etching at 20 Be with different temperatures.
| Measurement | at 65 °C | at 60 °C | at 55 °C | at 49 °C | at 45 °C | at 40 °C | at 35 °C |
|---|---|---|---|---|---|---|---|
| Weight before etching (g) | 17.4253 | 17.4653 | 17.3564 | 17.3255 | 17.3541 | 17.4365 | 17.7813 |
| Weight after etching (g) | 16.2783 | 16.4125 | 16.6021 | 16.9931 | 17.1354 | 17.3152 | 17.679 |
| Weight loss (g) | 1.147 | 1.0528 | 0.7543 | 0.3324 | 0.2187 | 0.1212 | 0.1023 |
The weight loss was then substituted in the following equation to determine the etching rate, which is equivalent to the corrosion rate at various temperatures [18]:
\[ER = \frac{\text{wight loss (g)}}{6*\text{metal density}\left(\frac{g}{\text{cm}^3}\right)*\text{exposed area (cm}^2)*\text{exposed time(h)}}\] (2)
Where, density = 2.78 g/cm3 [19], area = 100.8 cm2 and time = 0.5 h.
The values of ER calculated by the equation were converted to (mm/min) as depicted in Figure 5 for different temperatures.
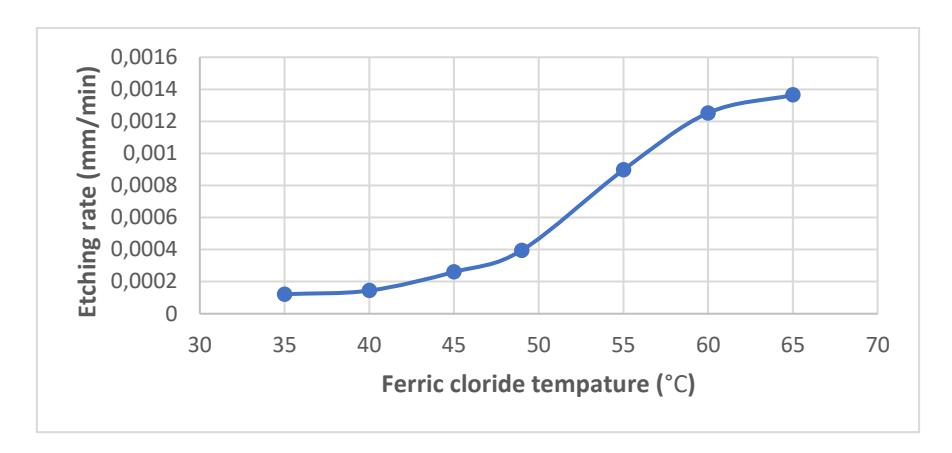
Effect of etching temperature on etching rate at 20 Be.
Observation and analysis revealed that the etching rate exhibited an upward trend as the temperature rose. This can be attributed to the enhanced efficacy of the corrosive solution, which is a consequence of the temperature increase within certain thresholds. However, beyond these limits, the evaporation rate of the corrosive solution becomes substantial, resulting in an unnecessary loss of solution. This statement is supported by the findings of El-Awadi et al. [8]. Furthermore, a rise in temperature enhances the etching process on the aspects of duration required for the process and resultant structure [20].
Moreover, the surface roughness of each sample was assessed prior to commencing the chemical machining process; the obtained measurements are shown in Table 3.
Table 3 Surface roughness of Al-alloy samples before etching at 20 Be with different temperatures.
| Measurement | at 65 °C | at 60 °C | at 55 °C | at 49 °C | at 45 °C | at 40 °C | at 35 °C |
|---|---|---|---|---|---|---|---|
| Surface roughness (μm) | 0.114 | 0.128 | 0.157 | 0.146 | 0.154 | 0.189 | 0.436 |
Chemical machining involves the dissolution of the exposed metal surface by the use of an etchant that is either alkaline or acidic in nature. At the microscopic scale, the occurrence of a chemical attack is seen both at the surfaces of individual grains and at the interfaces between grains, often exhibiting distinct reaction rates. Figure 6 schematically shows the changes of the metal surface due to the etching. In order to get chemically machined products with fine surface finishes and a consistent appearance, it is important to have a very small grain size and a homogenous structure. Metals exhibiting excessively wide and irregular grain structures, such as most castings and 2000-series aluminum, present challenges in achieving satisfactory surface finishes [17].
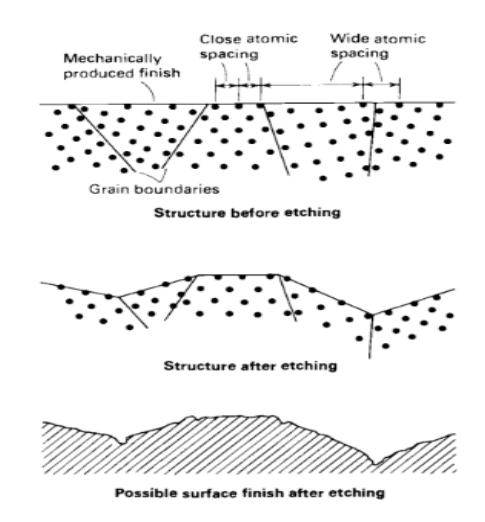
Grain size and homogeneous structure.
The surface roughness was measured after the chemical machining process; the results are shown in Table 4.
Table 4 Surface roughness of Al-alloy samples after etching at 20 Be with different temperatures.
| Measurement | at 65 °C | at 60 °C | at 55 °C | at 49 °C | at 45 °C | at 40 °C | at 35 °C |
|---|---|---|---|---|---|---|---|
| Surface roughness (μm) | 1.208 | 1.523 | 1.925 | 2.251 | 3.895 | 6.253 | 7.431 |
The surface roughness values of the samples were examined at various temperatures of the etchant solution, ranging from 35 to 65 ℃. The comparison between the surface finish before and after etching is graphically represented in Figure 7.
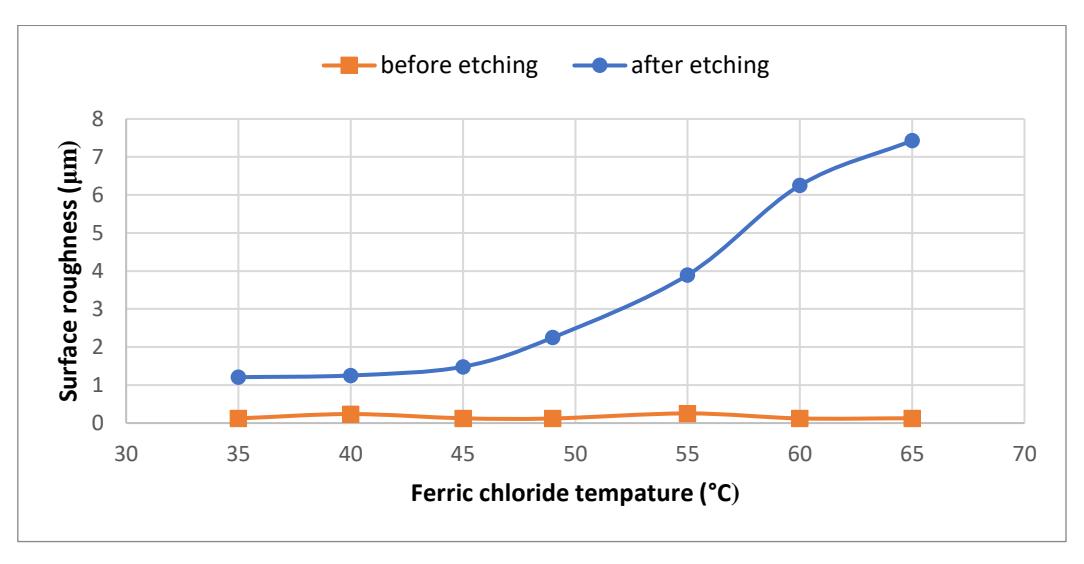
Comparison of the surface roughness before and after the machining procedure at 20 Be.
It can be seen that there was a notable augmentation in surface roughness as the temperature of the corrosive solution increased. This phenomenon elucidates the correlation between increased machining temperatures and an increased corrosion rate, which may be attributed to the presence of potent oxidizing agents and enhanced ion mobility. The influence of temperature on the capacity of an etchant to retain the dissolved metal content within a solution is also noteworthy. The rise in temperature enhances the kinetic energy of ions, providing the required activation energy to facilitate more rapid crossing of the energy barrier and subsequent transmission of interactions [6, 8].
Corrosion Rate and Surface Roughness at Different Etching Solution Concentrations
This section aims to investigate the impact of varying the concentration of the corrosive solution on both the etching rate and the surface roughness. To achieve this, the weight of Al-2024 samples was measured before and after the chemical machining procedure using three different concentrations of the corrosive solution, 9, 20, and 29 Be, where the temperature was maintained at 49 ℃, as shown in Figure 8. The findings are listed in Tables 5.
Table 5 Weight of Al-2024 alloy sample before and after etching at 49 °C with different concentrations.
| Measurement | Weight before etching (g) | Weight after etching (g) | Weight loss (g) |
|---|---|---|---|
| Sample at 9 Be | 17.5360 | 17.2525 | 0.2835 |
| Sample at 20 Be | 17.3255 | 16.9931 | 0.3324 |
| Sample at 29 Be | 17.6308 | 17.1054 | 0.5254 |
Three samples exhibiting varying concentrations of ferric chloride.
The etching rate for the samples at various concentrations of the ferric chloride solution was calculated; the findings are shown in Figure 9.
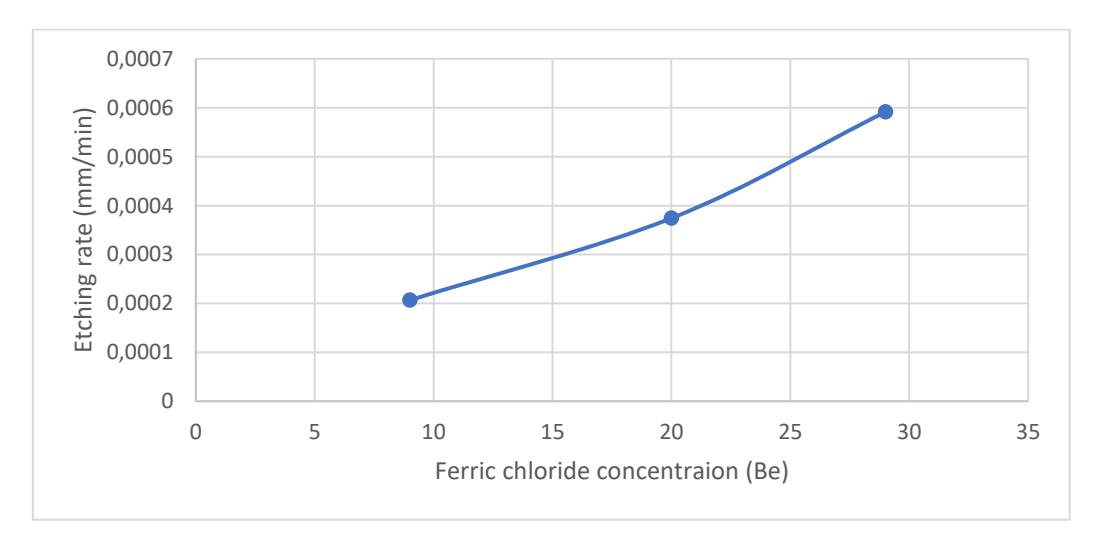
Effect of etchant concentration on the etching rate at 49 ℃.
This phenomenon may be attributed to the rise in concentration of electron acceptors (ions Fe+++), which leads to an augmentation in the pace of surface processes, namely oxidation-reduction reactions. The observed rise in Fe+++ concentration aligns with the established principle that the chemical potential of ions is positively correlated with their concentrations [8]. The oxidation-reduction processes of the aluminum alloy are represented by the formula: 3FeCl3 + Al → 3FeCl2 + AlCl3.
In relation to surface roughness, the measurements encompassed an assessment of the surface roughness of the three samples, both prior to and subsequent to the implementation of the chemical treatment. The results revealed a notable association between the concentration of the corrosive solution and the degree of surface roughness, as visually depicted in Figure 10. The underlying explanation for this phenomenon can be attributed to the presence of increased concentrations of the chemical compound, which can result in amplified etching or corrosion on the aluminum surface. Consequently, this process engenders the development of a more pronounced and rougher texture. The significance of this statement is further underscored by referring to El-Awadi et al. [8].
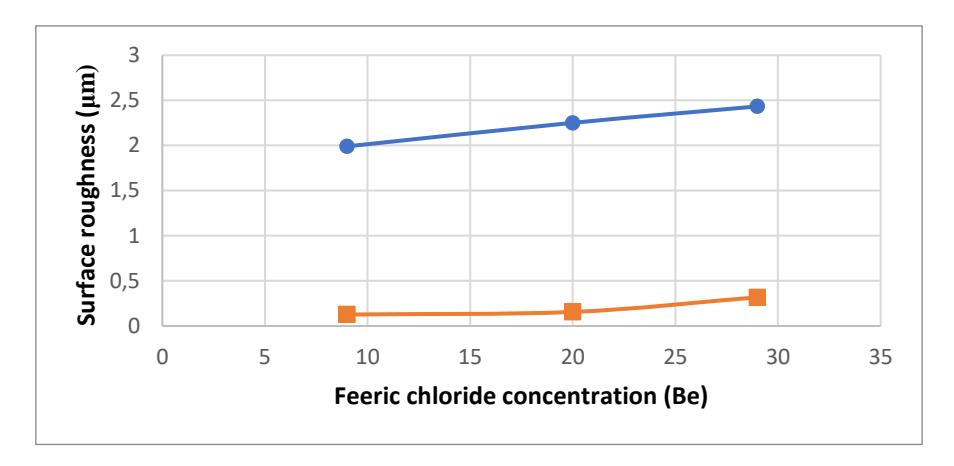
Effect of etchant concentration on the surface roughness at 49 ℃.
Conclusions
Through discussion and analysis of the obtained results, some conclusions can be drawn on several parameters. Regarding the effect of temperature, the findings show a strong link between temperature and etching rate, as well as surface roughness. The etching rate and surface roughness of the treated material both increased when the temperature was increased. On the aspect of etchant solution concentration, the results show that etchant solution concentration has a substantial impact on both corrosion rate and surface roughness. Increasing the concentration of the etchant solution enhanced both the corrosion rate and the surface roughness. Furthermore, while both temperature and etchant concentration affect the etching process, temperature seems to have a more prominent influence. Changes in temperature have a greater impact on etching rate and surface roughness than changes in etchant concentration. In conclusion, the current research emphasizes the critical role of temperature and etchant concentration in the etching process. It elucidates the importance of these factors and their effects on etching rate and surface roughness.
Acknowledgments
The authors would like to thank Mustansiriyah University (www.uomustansiriyah.edu.iq) Baghdad, Iraq for its support in the present work.
Compliance with ethics guidelines
The authors declare that they have no conflict of interest or financial conflicts to disclose.
This article does not contain any studies with human or animal subjects performed by any of the authors.