
Introduction
The need for innovative approaches to energy and water management in the food processing sector's pursuit of efficiency and sustainability is greater than ever (Anteneh & Sahu, 2014; Tiwari & Sahu, 2017). The sector must embrace novel technologies as it struggles to supply the growing demand for food around the world while also reducing its environmental impact (Tchonkouang et al., 2024). In the food processing industry, FO technology offers a promising alternative to traditional processing methods. FO applications can be divided into three categories: (1) direct food processing, such as the concentration of fruit and vegetable juices, processing of dairy products like milk concentration for cheese and yogurt production, (2) utility system, such as desalinating water for food ingredient preparation in waterscarce regions, and (3) waste management, such as innovative recovery of valuable compounds from food processing waste streams, turning waste into value-added products. Most importantly, all technologies applied in food processing should have a measurable and minimal impact on nutrient content in food, which can be characterized by the polyphenol content and antioxidant activity (Ponnappan, Bahir, et al., 2017; Ponnappan, Thangavel, et al., 2017). Lowpressure membrane technologies such as Membrane Distillation (MD) and Forward Osmosis (FO) have drawn much attention, particularly for the concentration process in food industries (Menchik & Moraru, 2019a; Terefe et al., 2019). These membrane technologies are poised to redefine traditional practices by offering a synergy of low-energy consumption and high efficiency. The technology readiness level (TRL) of FO and MD towards industrial-scale processes has been assessed, as shown in Figure 1 a. Considering factors such as process validation, scale, membrane module
Copyright ©2025 Published by IRCS - ITB J. Eng. Technol. Sci. Vol. 57, No. 2, 2025, 214-242 ISSN: 2337-5779 DOI: 10.5614/j.eng.technol.sci.2025.57.2.6
type, feed source, and operating time, the analysis indicated that most research studies on FO and MD processes fall within the TRL 4 to 7 range. FO has been extensively explored with various feed solutions and membrane modules, with a significant portion of studies falling at TRL 5, while fewer are at TRL 6, and 11% have reached TRL 7. In comparison, MD has been researched for far longer than FO in food processing, however, the majority of MD studies have been conducted on a lab scale, with no research reaching TRL 7 (Gulied et al., 2023a).
The concept of FO leverages the natural osmotic pressure difference to move water from a less concentrated solution to a more concentrated one through a semi-permeable membrane (Mohammadifakhr et al., 2020; Y. Xu et al., 2022). This method represents a shift away from high-energy techniques like reverse osmosis and thermal evaporation, offering significant energy savings and preserving the nutritional and sensory qualities of food products. Its versatility is evident in various applications, such as concentrating fruit juices while maintaining their flavor and color or gently concentrating dairy products without compromising the nutritional value. FO is advantageous for food processing as it operates at ambient conditions, minimizing heat damage and retaining the delicate characteristics of foods (Suwaileh et al., 2020). The method also requires lower energy input compared to traditional approaches, leading to cost savings and reduced environmental impact (Yalamanchili et al., 2024). FO can achieve higher concentration levels than reverse osmosis (Ibrahim et al., 2018), despite facing challenges such as draw solute recovery costs, lower water flux, and longer processing times. The integration of FO into food processing faces obstacles like membrane fouling, which reduces concentration performance by clogging the pores with solutes and particles. Finding effective yet easy to regenerate draw solutions adds complexity to FO implementation (Singh et al., 2021). Economic feasibility hinges on factors like membrane maintenance costs and integration into existing processing lines, demanding a comprehensive evaluation.
Data on research papers from 2004 to 2024 show that FO in food processing is becoming increasingly popular among academics, with a peak of publications in 2021 (Figure 1 b). This apex represents FO prominence as a critical technology in environmentally friendly food processing. The little decline in publications after 2021 suggests an average decline following focused research efforts and may suggest a shift from basic research to industry assimilation and practical application. The consistent number of publications between 2016 and 2023 highlights the technology ongoing importance. These studies are focused on improving current practices and exploring novel uses in food processing to maintain effectiveness and environmental benefits. The interdisciplinary reach of FO is demonstrated by the distribution of publications on the technology across a range of research topics, primarily in chemical engineering and environmental science (Figure 1 c). This underscores the relevance of FO in process innovation and sustainability. Its impact on agricultural and biological sciences and materials science suggests an emphasis on agricultural efficiency and membrane technology, while chemistry and engineering represent its fundamental scientific and practical uses. Few articles in energy, medicine, and physics suggest specialized applications, while a few mentions in the social sciences and economics point to FO indirect influence on the social and economic elements of food technology. Figure 1 d presents a network of keywords highlighting key research areas in FO for food processing. Central to the research is 'forward osmosis,' 'concentration process,' and 'food additives,' with strong links to food liquid concentration aimed at enhancing flavor, preserving nutrients, and improving efficiency. A related sub-cluster includes 'fruit juices' and 'liquid food,' indicating significant applications of FO in beverage concentration. Innovations in 'desalination' and 'membrane technology' show cross-disciplinary impacts on FO, suggesting that advancements in these areas are leveraged to increase food processing efficiency and sustainability. 'Wastewater' and 'water recycling' keywords denote a focus on sustainable practices, with FO contributing to water conservation. The network also emphasizes 'draw solution' and 'draw solute', reaffirming the importance of osmotic gradients, while links to 'osmosis membranes' and 'pollutant removal' point to research on membrane improvements for safety and cost-effectiveness in food concentration.
Several insightful reviews have been published on FO technology, each detailing different aspects of its development and application. For instance, a review mentioned extensively examines the use of FO and MD for concentrating liquid food (Pei et al., 2021). It highlights their reduced tendency for fouling and the substantial driving force they offer as major advantages compared to conventional methods. Similarly, a comprehensive overview of potential FO applications in food and beverages, waste treatment, and brine management is provided in (Blandin et al., 2020). It discusses the specific requirements for concentration processes, module design, and draw solution selection, illustrating FO flexibility and efficiency in handling complex or highly concentrated streams. Additionally, the sensory and nutritional advantages of FO in the food industry are explored by (Sant'Anna et al., 2012a), particularly its ability to maintain the quality of liquid foods during processing by operating at lower temperatures and pressures compared to thermal and conventional membrane processes. A review by (Ang et al., 2020) further expands on the potential of integrating FO with other technologies, highlighting how such combinations can enhance process efficiency and reduce costs. This review emphasizes the benefits of hybridizing FO processes to mitigate issues like fouling and to improve overall system performance.
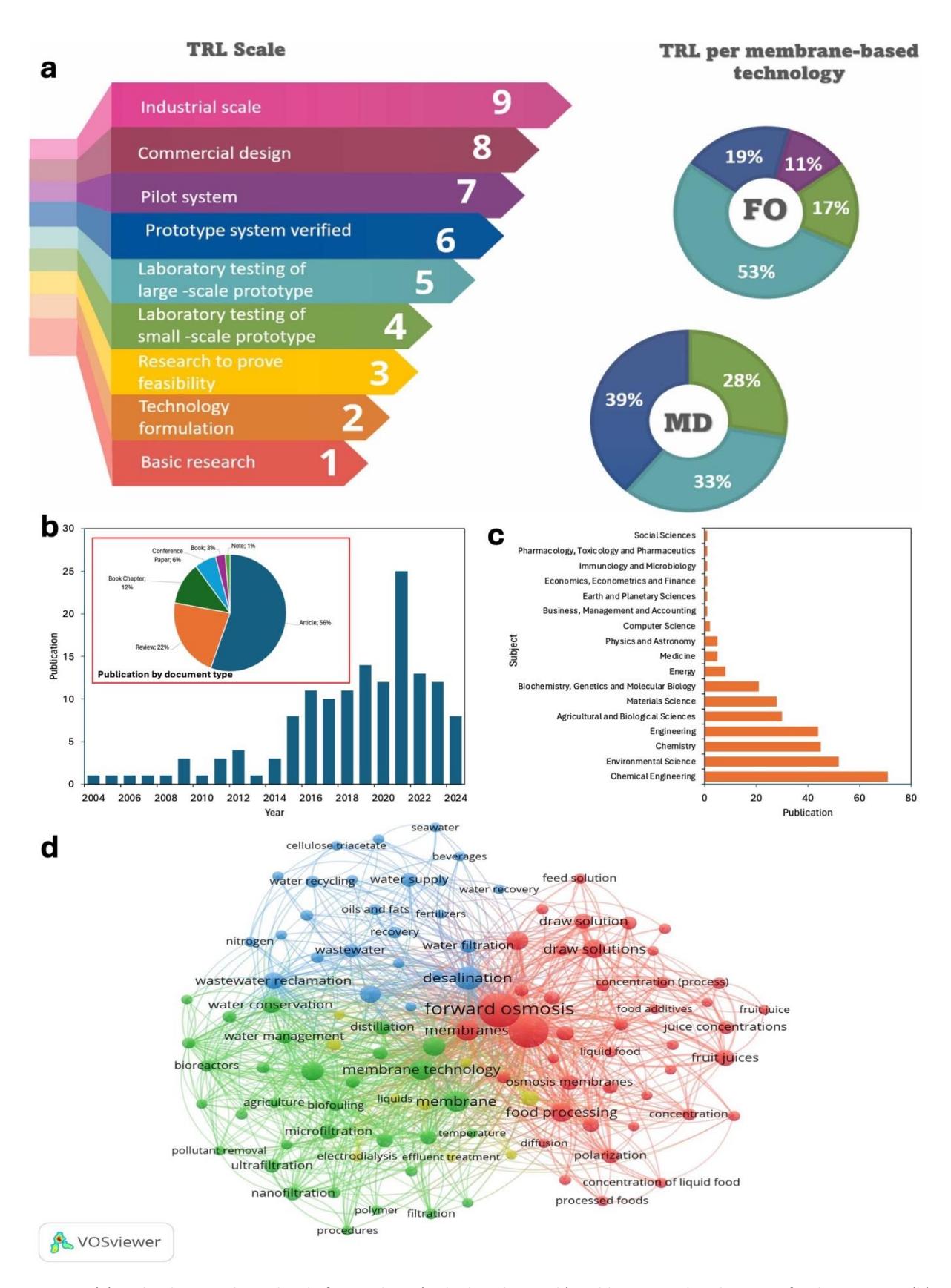
(a) Technology readiness level of FO and MD (Gulied et al., 2023b), Publications related to FO in food processing. (b) publication by year. (c) publication by subject. (d) keywords networks generated by VOSViewer. Publication data obtained from SCOPUS database, April 26th, 2024. Queries: TITL-ABS-KEY.
This review aims to provide a comprehensive exploration of FO technology, covering its theoretical basis, technological advances, and practical applications within the food processing industry. Moving beyond the scope of previous studies, this paper integrates a wide array of FO research topics, including environmental impacts and operational challenges. By synthesizing recent innovations in membrane fabrication techniques, draw solutions and strategies for combating fouling, we highlight FO transformative potential for sustainable food processing. This review underscores the importance of continued research and collaboration between academia and industry advocating for a unified approach to fully exploit FO technology for the future of sustainable food processing.
Concentration Techniques in Food Processing
The concentration of liquid foods or juices is a critical process in the food industry, primarily aimed at reducing volume, enhancing flavor, extending shelf life, and decreasing transportation costs. Various methods are employed for concentrating liquids, each with unique principles, advantages, and disadvantages. The primary techniques include thermal processes and membrane processes (Table 1) with the illustration of each process provided in Figure 2.
Table 1 Concentration techniques in food processing
| Process | Principle | Advantages | Disadvantages | Ref. |
|---|---|---|---|---|
| Thermal | Heating the liquid to evaporate | Highly efficient for large-scale | High temperatures | (Macedo y Ramírez & |
| Evaporation | water, increasing solute | operations. Cost-effective. | can degrade heat | Vélez Ruiz, 2021; |
| concentration. Systems can be | Straightforward process. | sensitive compounds, | Saroglu & Karadag, | |
| single-effect or multi-effect, using | affecting nutritional | 2024; Trishitman et | ||
| vapor from one effect to heat the | value and | al., 2023a) | ||
| next. | organoleptic | |||
| qualities. Significant | ||||
| energy requirements. | ||||
| Vacuum | Lowering the pressure inside a | Effective for concentrating heat | Requires specialized, | (Cokgezme et al., |
| Evaporation | chamber reduces the boiling point | sensitive products. Lower | costly equipment. | 2017; Icier et al., |
| of the liquid, thus minimizing | energy consumption compared | Complex operation | 2017; Sabanci & Icier, | |
| thermal degradation and energy | to atmospheric evaporation. | and maintenance. | 2020; Zhu et al., 2019) | |
| consumption. | Maintains product quality. | |||
| Freeze | Cooling the liquid until ice crystals | Preserve sensory and nutritional | Complex and costly. | (Z. Ding et al., 2019; |
| Concentration | form. These crystals are then | qualities. Operates at low | Requires | M. U. Khan et al., |
| separated from the remaining | temperatures, avoiding thermal | sophisticated | 2024; Miyawaki & | |
| liquid, concentrating the solutes. | degradation. Can achieve very | equipment and high | Inakuma, 2021; Qin et | |
| high concentration levels. | energy for | al., 2021) | ||
| refrigeration. | ||||
| Reverse | Applying high pressure forces the | Produces high-purity | Energy-intensive due | (Fikri et al., 2023; Guo |
| Osmosis (RO) | liquid through a membrane with | concentrates. Versatile for | to high-pressure | et al., 2023; Z. Ma, |
| very small pores, allowing water | various applications, including | requirements. | Noor, et al., 2024; | |
| molecules to pass while retaining | desalination, juice | Membrane fouling | Ravichandran & | |
| larger solutes like salts, sugars, and | concentration, and dairy | can occur, requiring | Ekambaram, 2018) | |
| proteins. | processing. | maintenance. | ||
| Nanofiltration | Similar to RO but with slightly larger | Useful for partial desalination | Membrane fouling | (Alonso-Vázquez et |
| (NF) | pores, suitable for separating | and removal of specific | can occur. Requires | al., 2024; Castro |
| smaller solutes and retaining larger | contaminants. Suitable for | periodic maintenance | Muñoz, 2024; Lai et | |
| molecules. Allows passage of | certain beverage and dairy | and cleaning. | al., 2023) | |
| monovalent ions while rejecting | processing applications. | |||
| divalent ions and larger molecules. | ||||
| Ultrafiltration | Using membranes with larger pores | Effective for concentrating large | Membrane fouling | (Berthelot et al., 2024; |
| (UF) | to concentrate larger molecules | molecules. Suitable for dairy | can occur. High initial | Chiampo, 2023; Doan |
| such as proteins and enzymes. | and biotechnology applications. | investment for | et al., 2023; Rida et | |
| Commonly used in the dairy | membrane systems. | al., 2024) | ||
| industry for whey protein | ||||
| concentration and in biotechnology | ||||
| for enzyme purification. | ||||
| Forward | Using a semi-permeable membrane | Operates at lower pressures | Requires careful | (Z. Ma, Noor, et al., |
| Osmosis (FO) | and a draw solution with higher | than RO. Energy-efficient, | selection and | 2024; Pei et al., 2020; |
| osmotic pressure than the feed | particularly when the draw | management of draw | Trishitman et al., | |
| solution. Water diffuses through the | solution is regenerated using | solutions. Membrane | 2023a) | |
| membrane to the draw solution, | low-energy methods. Gentle on | fouling can still be an | ||
| leaving behind a concentrated feed | heat-sensitive products. | issue. | ||
| solution. | ||||
| Membrane | Using a hydrophobic membrane to | High-quality preservation and | Challenges of | (Anari et al., 2019; Jia |
| Distillation | separate water vapor from liquid | energy efficiency. | membrane fouling | et al., 2024; Z. Ma, et |
| (MD) | phase. | and high initial costs. | al., 2024a) |
Thermal processes encompass methods that rely on temperature manipulation to concentrate liquids, including thermal evaporation, vacuum evaporation, and freeze concentration (Prestes et al., 2022). Evaporation is the most traditional and widely used method for concentrating liquids. This process involves heating the liquid to evaporate water, thereby increasing the concentration of solutes (Figure 2 a). The principle relies on the differential boiling points of water and the solutes, where water, having a lower boiling point, evaporates first. The evaporated water is then condensed and removed from the system, leaving behind a more concentrated liquid. Thermal evaporation systems can be single-effect or multi-effect. In single-effect evaporators, the liquid passes through a heated vessel where evaporation occurs. Multieffect evaporators, on the other hand, use the vapor from one effect to heat the next, thus improving energy efficiency by reusing the latent heat (Galván-Ángeles et al., 2015). Thermal evaporation is highly efficient and cost-effective for large-scale operations, particularly when processing bulk liquids such as milk, juices, and sugar syrups (Goli Buta et al., 2016). The process is straightforward, relying on basic principles of heat transfer and phase change. However, one significant drawback is the impact of high temperatures on the product. Many food products contain heat-sensitive compounds, such as vitamins, antioxidants, and delicate flavor compounds, which can degrade during thermal processing. This can lead to a loss of nutritional value and organoleptic qualities, such as taste and aroma (Dantas et al., 2022).
Vacuum evaporation reduces the boiling point of the liquid by operating under reduced pressure (Chintha et al., 2022). This technique minimizes thermal degradation and energy consumption compared to atmospheric evaporation. In a vacuum evaporator, the pressure inside the chamber is lowered, causing the liquid to boil at a temperature lower than its normal boiling point. As the liquid boils, water vapor is removed, and the remaining liquid becomes more concentrated. The vapor is then condensed and removed from the system. Vacuum evaporation is particularly effective for concentrating heat-sensitive products such as fruit juices, dairy products, and pharmaceuticals (Ambros et al., 2019). By operating at lower temperatures, it preserves the quality of the product, maintaining its flavor, color, and nutritional content. Additionally, the reduced energy consumption compared to atmospheric evaporation makes it a more sustainable option (Tobar‐Bolaños et al., 2021). Vacuum evaporators can be designed as batch or continuous systems, with the choice depending on the specific application and scale of production. The main challenge with vacuum evaporation is the need for specialized equipment capable of maintaining a vacuum, which can be costly and complex to operate and maintain (Heinonen et al., 2016). The initial capital investment is higher than for simple thermal evaporators, and the system requires careful control to prevent operational issues. Despite these challenges, the benefits of lower energy consumption and better preservation of product quality make vacuum evaporation a valuable technique in the food processing industry.
Freeze concentration leverages the principle of fractional crystallization of water (Prestes et al., 2022). This process involves cooling the liquid until ice crystals form (Figure 2 b). These ice crystals, which are pure water, are then separated from the remaining liquid, thus concentrating the solutes. The separation can be achieved through various methods, such as filtration, centrifugation, or wash columns (Prestes et al., 2022). The resultant concentrate retains the original quality of the liquid since the process occurs at low temperatures, preserving heat-sensitive components like flavors, aromas, and nutrients. Freeze concentration offers several significant advantages, particularly in preserving the sensory and nutritional qualities of the product (Zorić et al., 2016). Since the process operates at low temperatures, it avoids the thermal degradation that occurs with thermal evaporation. This makes freeze concentration ideal for high-value products like fruit juices, coffee extracts, and some dairy products, where maintaining flavor, color, and nutritional content is crucial. Additionally, the process can achieve very high concentration levels, which is beneficial for certain applications. However, the complexity and cost of freeze concentration can be prohibitive (Gu et al., 2006). The equipment required is more sophisticated, needing precise temperature control and efficient ice separation mechanisms. The energy consumption for refrigeration is also high, which can offset some of the advantages gained from preserving product quality (Demircan et al., 2024). Innovations in freeze concentration are focusing on improving energy efficiency and reducing operational costs, such as using advanced refrigeration technologies and optimizing ice crystal formation and separation processes.
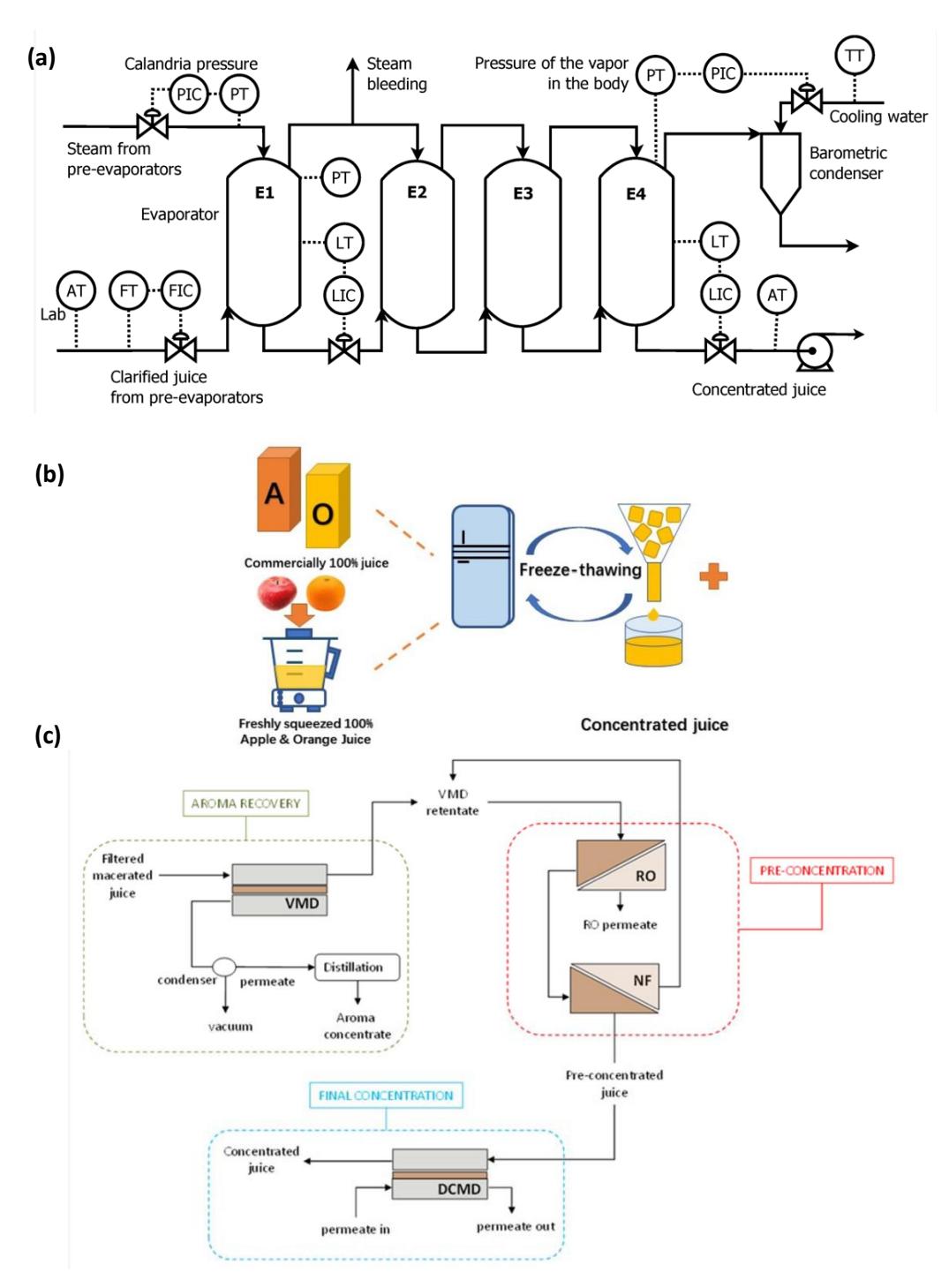
Illustration of (a) thermal evaporation (Soares et al., 2019), (b) freeze concentration (Wu et al., 2022), (c) membranebased process (Conidi et al., 2020).
Membrane processes involve passing the liquid through semi-permeable membranes that selectively allow water to pass while retaining solutes (Figure 2 c). The primary membrane processes used for concentration include reverse osmosis (RO), nanofiltration (NF), ultrafiltration (UF), FO, and membrane distillation (MD) (Ravichandran & Ekambaram, 2018). RO operates by applying high pressure to force the liquid through a membrane with very small pores, allowing water molecules to pass while retaining larger solutes like salts, sugars, and proteins. This process is widely used for desalination, juice concentration, and dairy applications due to its ability to produce a high-purity concentrate (Ravichandran & Ekambaram, 2018). The high pressure required for RO can be energy-intensive, but it is highly effective for removing nearly all dissolved solutes, making it a versatile technique. NF functions similarly to RO but with slightly larger pore sizes, making it suitable for separating smaller solutes and retaining larger molecules. NF membranes typically allow the passage of monovalent ions while rejecting divalent ions and larger molecules. This characteristic makes NF useful in applications requiring partial desalination or the removal of specific contaminants, such as certain
beverage production and dairy processing (Simonič & Pintarič, 2021). UF employs membranes with even larger pores, primarily used for concentrating larger molecules such as proteins and enzymes (Solanki & Gupta, 2014). UF is commonly utilized in the dairy industry for whey protein concentration and in the biotechnology industry for enzyme purification. The pore sizes in UF membranes typically range from 1 to 100 nm, allowing selective separation based on molecular size and weight.
FO uses a semi-permeable membrane and a draw solution with a higher osmotic pressure than the feed solution (Bardhan et al., 2023a). Water naturally diffuses through the membrane from the feed solution to the draw solution, leaving behind a concentrated feed solution. FO operates at lower pressures compared to RO and can be more energyefficient, particularly when the draw solution is regenerated using low-energy methods. FO is especially useful for concentrating heat-sensitive products and those requiring gentle processing conditions (Julian et al., 2022; Pei et al., 2020; Wenten et al., 2021).
MD is a thermally-driven separation process where a hydrophobic membrane separates a heated feed solution from a cooler permeate side. The temperature difference creates a vapor pressure gradient, causing water vapor to pass through the membrane while retaining non-volatile solutes (Purwasasmita et al., 2015). This process can achieve high levels of concentration and is effective for separating volatile from non-volatile components. MD operates at relatively low temperatures compared to traditional thermal evaporation, which significantly reduces the risk of thermal degradation (Castro-Muñoz, 2019). This makes MD an attractive option for concentrating heat-sensitive products. Moreover, MD can utilize waste heat or solar energy, which significantly lowers energy costs and enhances sustainability. The hydrophobic nature of the membrane prevents liquid penetration, ensuring only vapor passes through, thus maintaining high separation efficiency. However, MD faces challenges such as membrane fouling, where solutes accumulate on the membrane surface, reducing efficiency and requiring regular cleaning (Jia et al., 2024). The initial cost of specialized membranes and equipment can also be high, and the process can be affected by scaling, particularly when concentrating solutions with high mineral content. Despite these challenges, MD potential for highquality preservation and energy efficiency makes it a promising technology for sustainable food processing, particularly for products like fruit juices and dairy where quality retention is paramount (Z. Ma, et al., 2024a).
Each concentration method offers unique benefits and challenges, making the choice of technique highly dependent on the specific requirements of the product and the desired outcomes. Thermal processes like thermal evaporation, vacuum evaporation, and freeze concentration are efficient for bulk processing but can degrade product quality due to high temperatures (except for freeze concentration, which avoids this issue but is costly and complex). Membrane processes balance energy efficiency and quality preservation, though they suffer from fouling issues (Z. Ma, Noor, et al., 2024). MD, within membrane processes, provides an innovative approach with high-quality preservation and energy efficiency, though it comes with challenges of fouling and initial costs (Anari et al., 2019). The choice of concentration technique depends on the specific requirements of the product, economic considerations, and the desired quality attributes. Understanding the scientific principles and operational nuances of each method is crucial for optimizing food processing operations. By selecting the appropriate technique and leveraging technological advancements, food processors can achieve efficient, high-quality concentration of liquid foods
Technical Development of FO
Fundamental Theory of FO
FO works by utilizing the osmotic process where water moves through a semi-permeable membrane from a less concentrated solution to a more concentrated one (Chekli et al., 2016). This movement is powered by the osmotic pressure difference until a balance in solute concentrations is reached on both sides of the membrane. The strength of the pressure gradient is determined by the variance in solute concentrations across the membrane and is the key factor driving the flow of water in osmosis (Johnson et al., 2018). Therefore, by manipulating the solute concentration of the draw solution (DS), FO technology leverages the osmotic pressure gradient as an energy-efficient means to transport water across the membrane. This principle is ingeniously applied in the food processing industry, where FO is used for the concentration and drying of food products. By drawing water out of food materials without the need for excessive heat or pressure, FO offers a gentler alternative to traditional processing methods, thereby preserving the nutritional and sensory qualities of the food. Moreover, the energy efficiency of FO stems from its reliance on the osmotic pressure gradient as the driving force, contrasting with the high energy demands of conventional thermal and pressure-driven separation processes (Suwaileh et al., 2018).
In FO, the semi-permeable membrane allows water molecules to pass through while blocking most solutes, enabling separation. The effectiveness of this process depends on the membrane ability to let water through and retain solutes selectively. Water permeability controls how quickly water moves across the membrane, while solute selectivity ensures that unwanted substances remain in the feed solution, improving the purity of the permeated water. FO typically uses thin film composite membranes made of a dense selective layer and a porous support layer. In food processing applications, FO systems often have the feed solution in contact with the dense layer. One important measure of FO performance is the water flux, which indicates the amount of water transferred from the feed solution to the draw solution per unit time and area of the membrane. This flux is directly linked to the osmotic pressure difference across the membrane, as shown in Eq. (1) (Yip et al., 2010).
\[J_{w} = A \left( \Delta P + \Delta \pi \right) \tag{1}\] where Jw represents the water flux, A is the water permeability coefficient of the membrane, ∆ is the applied pressure difference, and ∆ is the osmotic pressure difference. The osmotic pressure difference, naturally generated by the disparity in solute concentration between the draw solution (DS) and the feed solution (FS), serves as the primary driving force in FO. Although FO is distinguished by its reliance on osmotic rather than hydraulic pressure, slight adjustments in hydraulic pressure can be strategically employed to mitigate the effects of concentration polarization—a phenomenon where solute concentration differences at the membrane surfaces and the bulk solution reduce the effective osmotic pressure difference and water flux. The typical experimental set-up of FO consists of a thin-film composite membrane. The FS and DS are continuously pumped and in contact with each side of the membrane (Figure 3). For long-term experiments, the DS is periodically regenerated to maintain its osmotic pressure by applying heat to the DS.
Schematic operation of FO process (Z. Li et al., 2021a)
FO Key Parameters
The performance of forward osmosis systems is influenced by a variety of parameters, each playing a crucial role in determining the efficiency and practicality of the process. Selected studies on FO in food industries are presented in Table 2. The type and properties of the membrane used in FO are among the most significant factors influencing its performance. Membrane permeability, selectivity, and structural properties such as porosity and thickness directly impact water flux and solute rejection. Membranes with high water permeability and low structural parameter (S parameter) are generally favored for higher efficiency. In their study, Kim et al. demonstrated the viability of using FO for concentrating grapefruit juice with a commercial thin-film composite FO membrane, achieving stable performance, and highlighting the potential for further efficiency improvements by optimizing the membrane S value (D. I. Kim et al., 2019).
The concentration and composition of the DS are critical for generating the osmotic pressure required for water transport. High concentration draw solutions increase the osmotic pressure difference across the membrane, enhancing water flux. However, the DS recovery and regeneration costs must also be considered. Whey concentration using FO has been conducted using NaCl as the DS. Flux of 5 – 10 LMH can be achieved when using DS concentration in the range of 1.2 – 3.6 M (Figure 4 a and b). High DS concentration led to higher driving force and water flux. DS replacement cannot restore the flux, which indicated that the flux decline was driven by mass transfer resistance by fouling rather than osmotic pressure reduction of DS (Nijmeijer et al., 2022). Similar to the DS, the composition and concentration of the feed solution affect osmotic pressure as well. Higher salinity or solute concentration in the feed can reduce the effective osmotic pressure difference, thereby diminishing the driving force for water flux. In the study for concentrating alpha-ketoglutaric acid (AKG) in fermentation broth, water flux at 80% recovery was heavily influenced by feed solution composition, evidenced by the post-fermentation broth concentration. The initial pH of the feed solution also significantly impacts AKG rejection, with values of 94.4% (pH 3), and 99.0% (pH 4), and peaking at 99.7% at pH 5. FO enabled an impressive 80% water recovery and doubled AKG concentration even with real fermentation broth as the feed (Szczygiełda et al., 2021).
Table 2 Selected studies on the application of FO in food industries
| Feed | Membrane | DS | Operation condition | CF | Results | Ref |
|---|---|---|---|---|---|---|
| Pineapple | CTA-FO | Sucrose/NaCl | Initial conc. = 12°Bx; | 5 | Final conc. = 60°Bx; | (Babu et al., 2006) |
| Pomegranate juice | CTA-FO | NaCl 6 M | Initial conc. = 15.2°Bx; Anthocyanin con. = 414.4 mg/kg; Flux = 8.81 kg/m²h; | 4 | Final conc. = 61.3°Bx; Anthocyanin conc. = 1731.9 mg/kg; Flux = 0.55 kg/m²h; | (Trishitman et al., 2023b) |
| Whey | TFC-FO | NaCl 0.5 M | Temperature = 22.5 °C; Initial conc. = 6%; | 3.6 | Final conc. = 22%; | (YN. Wang et al., 2017) |
| SGM | TFC-FO | 1-4 mol/L NaCl (1.0 L) | Initial TSS = 9.07%; | 2 | Final TSS = 18.78%; | (Cao et al., 2024) |
| Whole and Skim Milk | CTA-FO | C₃H₅KO₃ | Initial conc. = 10.3°Bx (skim milk, 11.37°Bx (whole milk); | 1.91 – 2.68 (both) | Maximum conc. level = 40.15% TS (skim milk); 40.94% (whole milk). | (Beldie & Moraru, 2021) |
| Dairy streams (include whey, lactose, sweet whet, and skim milk) | CTA-FO | MgCl₂ 1.6 M | Temperature = 10 °C, 20 °C, and 50 °C; Initial feed = 0.5 to 2 L; | > 4 | TSS dairy streams up to 40% (higher than nanofiltration and RO = 15-20%); | (Chen et al., 2020) |
| Cheese Whey | CTA-FO | Various inorganic salt (MgCl2; CaCl2) | Initial TSS = 6.5%; initial pressure = 74 bar. | 2.7 | Final TSS = 18%; Max. permeate flux = 7.2 L/m2h; | (Agrawal & Sarode, 2022) |
| Bioethanol | CTA-FO | NaCl (6.1 M) | Ethanol conc. = 15% & 82.5%; | 1.9 & 1.09 | Ethanol cont. = 27.8% & 90.1% | (X. Zhang et al., 2013) |
While FO is best known as an isothermal separation process, temperature changes play significant role in FO performance. Generally, an increase in temperature is associated with a rise in water flux, with the potential of accelerated membrane fouling. The operational temperature should be determined carefully, particularly in applications requiring gentle handling of sensitive materials, such as in the food processing industry (Garcia-Castello et al., 2009). In a study concentrating apple juice, feed temperature was varied in the range of \(4-35^{\circ}\)C. Flux enhancement was observed with increasing feed temperature due to the reduction of feed viscosity and increased membrane permeability that resulted in higher diffusion coefficient (Jalab et al., 2022; Y. Zhao et al., 2024). Flow rates, both in the feed side and DS side, are important operating conditions that affect FO performance. Appropriate flow rates minimize the thickness of stagnant layer and concentration polarization effects, which can increased effective osmotic pressure (Y. Zhao et al., 2024)
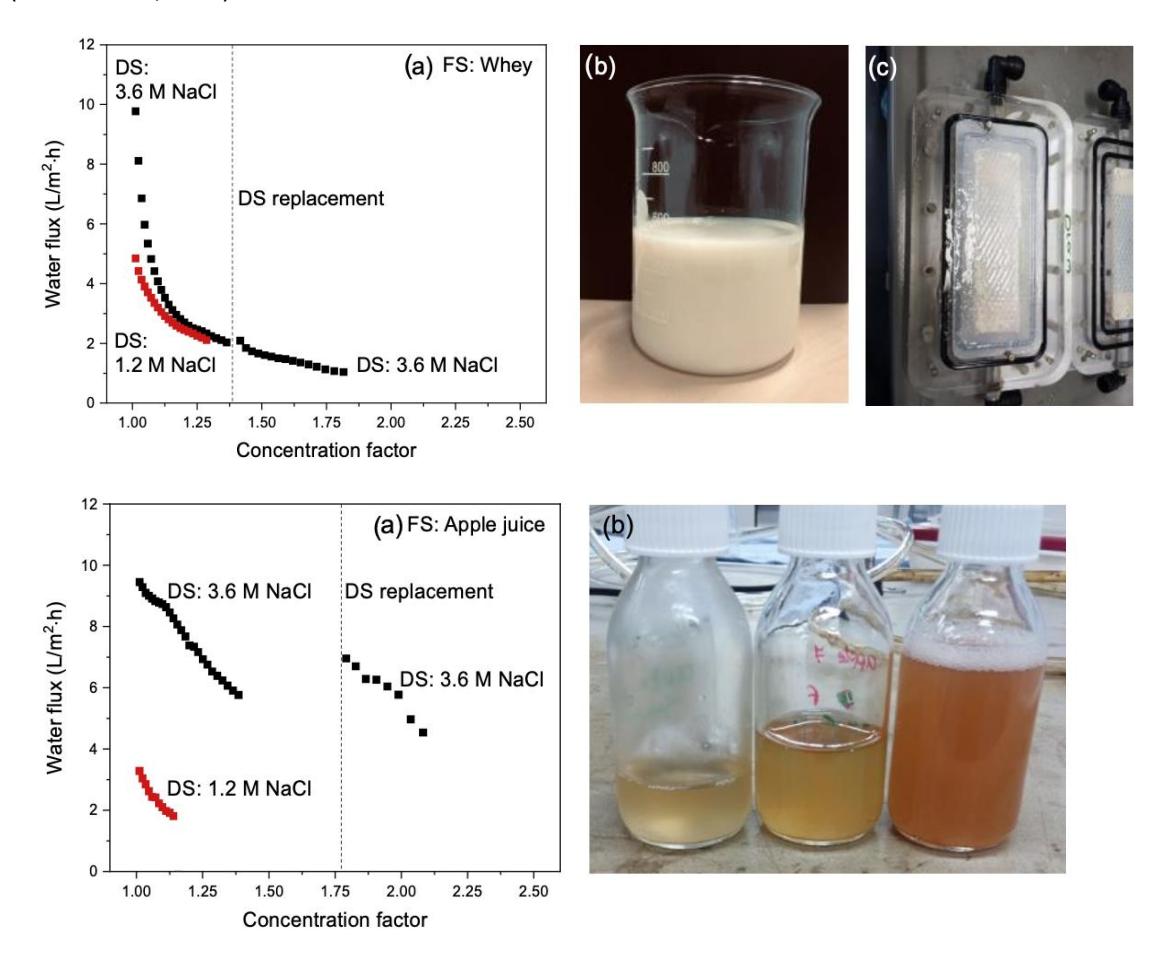
Water flux and visual representation of (a) whey, and (b) apple juice concentrated using FO (Panel a-b are reprinted from (Nijmeijer et al., 2022)).
Challenges in FO
Internal concentration polarization (ICP) poses a specific challenge in FO, especially when using anisotropic polymeric membranes. In the study to concentrate sucrose, it was highlighted that the FO permeate did not proportionally increase with the increase of theoretical osmotic pressure difference (Garcia-Castello et al., 2009). The dilutive ICP, which refers to the lower DS concentration on the membrane surface than that in the bulk DS solution, occurs due to the difficulties of the ions from DS to diffuse back to the bulk DS solution through the porous support layer. The lack of fluid hydrodynamic on the porous support layer exaggerates the dilutive ICP and leads to the disparities of the effective transmembrane osmotic pressure. This process creates a complex interplay of convective water flow and diffusion, where higher draw solution concentrations generate greater driving forces, resulting in increased water flux and intensified internal draw solution dilution. Consequently, a sharp flux decline is observed at tests using high DS concentrations due to the amplified ICP effect.
Another specific challenge of FO is reverse solute flux (RSF), which accounts for the undesired transport of solutes from the DS side to the FS side across the membrane. This phenomenon can occur when a concentration gradient is established between the feed solution and draw solution, leading to solutes diffusing back into the feed solution. RSF may result in decreased water flux as the effective osmotic driving force for water transport across the membrane is lower. In addition, RSF also leads to contamination of the feed solution, reducing the purity of the desired product. Besides the osmotic pressure difference (Figure 5 a) (Nijmeijer et al., 2022), the type of DS used also affected the RSF during the operation. Among draw solutions, salts with smaller hydrated radii and higher diffusion coefficients are more prone to RSF. For example, sodium chloride (NaCl) is often more susceptible to RSF compared to larger salts like magnesium sulfate (MgSO4).
In addition, membrane fouling is caused by the deposition of suspended or dissolved substances on or within the membrane. Not only significantly reduce water flux and affect the membrane's selectivity, fouling is considered a pervasive issue that compromises membrane efficiency and increases maintenance and operational costs. In FO for food concentration, several types of fouling, such as organic fouling, inorganic fouling, and biofouling may occur. Organic fouling is a predominant issue, stemming from the presence of proteins, fats, polysaccharides, and other bio-organic compounds, which are common in dairy, meat processing, and beverage industries. These substances have a high propensity to adhere to the membrane surface or become lodged within its pores, leading to a decrease in permeate flux and an increase in operational pressures. Inorganic scaling is another critical concern, characterized by the deposition of mineral salts such as calcium carbonate, calcium sulfate, barium sulfate, and silica, which are abundant in dairy industries. These salts tend to precipitate and form scale on the membrane surface when concentrations exceed solubility limits, a situation often aggravated by operational parameters like temperature, pH, and the presence of divalent cations. Scaling not only reduces membrane efficiency but can also cause irreversible damage, necessitating costly cleaning or replacement. Biofouling results from the growth and accumulation of microorganisms, including bacteria, algae, and fungi, on the membrane surface. These organisms can form dense, slimy biofilms that drastically reduce water flow and membrane efficiency. Furthermore, biofilms can chemically degrade the membrane material over time, presenting a dual challenge of reduced performance and membrane longevity. Biofouling is particularly challenging to manage due to its persistent nature and resistance to conventional cleaning methods.
FO has been widely used in fruit juice concentrations, such as raspberry, jabotica, grape, orange, pineapple, grapefruit, tomato, and beetroot (D. I. Kim et al., 2019; Sant'Anna et al., 2012b, 2016). The application of FO led to a significant 4 fold increase in both the concentration of pomegranate juice, from 15.2 to 61.3°Brix, and the anthocyanin content, from 414.4 mg/kg to 1731.9 mg/kg. However, this increase was accompanied by a decrease in the transmembrane flux from 8.81 kg/m2h to 0.55 kg/m2h, while the RSF rose to 1.03 g/m2h. Similarly, in another study concentrating apple juice, concentration factor of 4 can be obtained (Figure 5 b), despite the gradual flux reduction due to the simultaneous effect of the increased feed concentration, fouling deposition, and concentration polarization (Nijmeijer et al., 2022). In another study concentrating grapefruit juice, membrane fouling by suspended particles larger than 0.45 μm, such as pectin, was identified. Effective fouling mitigation was achieved by pre-separation of these particles and increasing the crossflow rate to 32.1 cm/s after each 20-hour cycle, which significantly recovered water flux. SEM analysis confirmed the maintenance of membrane integrity, with no significant fouling deposits observed after five cycles (D. I. Kim et al., 2019).
When FO is utilized to concentrate apple juice, it was found that fouling occurs severely, especially in trials using apple juice containing pectin as the feed. The presence of pectin significantly influences the fouling structure deposited on the membrane surface. A thick, gel-like fouling layer was observed, which resulted in extreme flux decline. Compared to the test using depectinized apple juice as the feed, elevated hydraulic resistance and intensified concentration polarization were highlighted in test using apple juice containing pectin (H. Wang et al., 2022). Another study concentrating orange juice using FO also mentioned the presence of polysaccharides and protein substances in the fouling layer (Figure 5 c) (Z. Li et al., 2021b). Interestingly, in a separate study, pectin was deliberately used as the feed solution and concentrated by FO using 3M NaCl as DS. At 80% water recovery, 50% flux decline occurred, and severe fouling with gel-layer type was observed. However, the pectin gel layer was easily removed by hydro cleaning. This finding emphasized the possibility of treating the pectin fouling layer as the source of co-product sources, instead of unfavorable phenomenon.
To enhance the efficiency and viability of FO in the food processing industry, addressing the multifaceted technical challenges and operational hurdles is imperative. Significant advancements in membrane and draw solution development have been critical in enhancing efficiency, reducing energy consumption, and ensuring economic viability within the food processing industry. Innovations in membrane materials, including thin-film composites and nanocomposite membranes, have led to improvements in water flux, selectivity, and resistance to fouling, while novel draw solutions, such as ionic liquids and magnetic nanoparticles, offer high osmotic pressures with low toxicity and are easily recoverable. Additionally, the advent of hybrid FO systems and smart membranes, which integrate FO with other separation processes or incorporate sensors for autonomous operation, exemplifies the progress towards more efficient, sustainable, and scalable FO applications. These advancements not only underscore the potential of FO in addressing the challenges in food industry but also highlight the critical need for ongoing research in materials science, system integration, and environmental sustainability to fully realize the capabilities of FO in food processing applications.
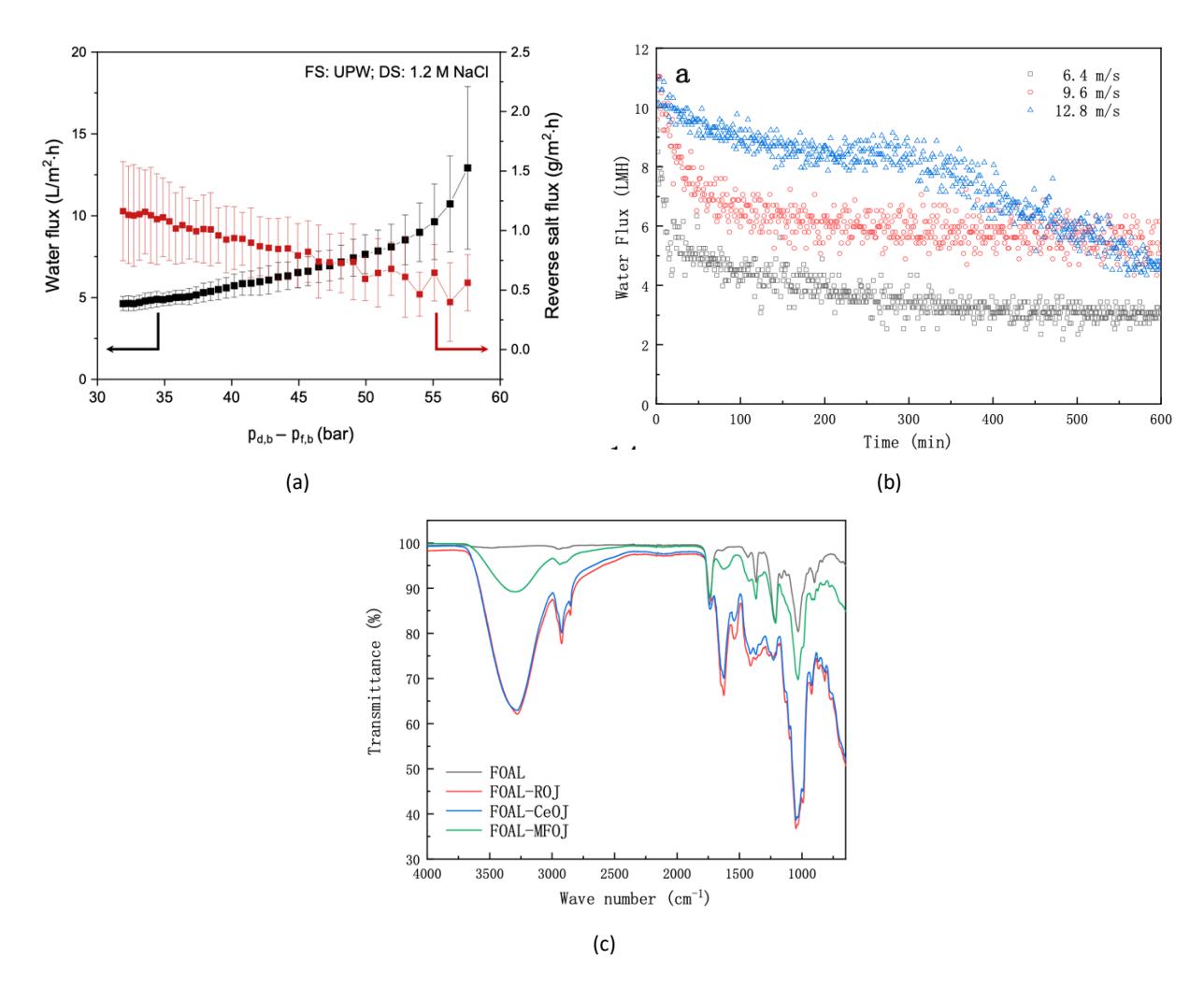
(a) pure water flux and RSF as a function of osmotic pressure difference (Nijmeijer et al., 2022), (b) The profile of rapid flux decline of raw orange juice, and (c) the FTIR spectra indicating polysaccharides and proteins on fouling layer (Panels b-c are reprinted from (Z. Li et al., 2021b)).
Advances in Membrane Modification and Fabrication
In recent years, there have been various approaches employed to improve the performance of FO membranes (Akhtar et al., 2021; Bidaki et al., 2023; Ibraheem et al., 2023a). These strategies include both physical and chemical surface modifications, as well as modifications to the support layer (Ibraheem et al., 2023a). New materials like zwitterions, metal-organic frameworks (MOFs), biopolymer nanoparticles, carbon nanotubes, graphene oxide (GO), and covalent organic frameworks (COFs), among others, have been utilized to alter the membrane surface using coating or blending techniques. These materials are engineered to increase water flux and selectivity while simultaneously exhibiting superior anti-fouling properties, crucial for maintaining system performance and reducing cleaning frequencies. However, the majority of these studies have focused on desalination and wastewater treatment applications, as reviewed in (Farahbakhsh et al., 2024; Ibraheem et al., 2023b). There is currently a lack of research on modifying FO membranes for food processing purposes.
FO membranes are commonly made of cellulose acetate (CA) due to their high hydrophilicity, but CA membranes lack mechanical stability. To address this, CA was blended with other polymers, such as polycaprolactone (PCL). CA-PCL blend was solidified by phase inversion method and acted as the porous support layer. The fabricated layer was then coated with a polyamide using interfacial polymerization, forming TFC with enhanced hydrophilicity. Further improvement for fouling mitigation can be conducted by incorporating GO and copper oxide (CuO) nanoparticles (NPs) into the TFC matrix. Characterization with FTIR, WAXD, and contact angle showed favorable results. The GO-CuO TFC coating boosted membrane hydrophilicity and antifouling performance, increasing water flux by 5 LMH and decreasing RSF to 4 GMH. Application of this membrane in concentrating in situ dairy waste demonstrated a 23% concentration increase within 60 minutes, indicating its potential (Chandran et al., 2022).
In another study, cellulose acetate butyrate (CAB)-based membrane was used to concentrate bitter orange juice. The CAB-based membrane was modified by adding OH-functionalized multi-walled carbon nanotubes (FMWCNTs) at varied concentrations. The membranes underwent comprehensive characterization and the results indicated that increasing the loading of FMWCNTs in the casting solution up to 0.3 wt% led to enhanced membrane porosity, hydrophilicity, elastic modulus, and pure water flux. Using 4.2 M NaCl as DS, highest flux of 29.93 LMH was achieved, and the concentrated juice exhibited maximum viscosity of 4.64 cP, which highlighted the potential of the developed membrane for fruit juice concentration (Bidaki et al., 2023).
Reverse salt flux (RSF) poses a significant challenge in FO applications, leading to extensive research efforts aimed at addressing this issue. One proposed solution involves incorporating aquaporin protein into the porous membrane, as aquaporins naturally facilitate water transport through membrane pores while restricting other solutes. Several studies have explored this approach (Kumar et al., 2007; X. Li et al., 2015; Ren & McCutcheon, 2018). When UF-pretreated sugarcane juice was used as the feed solution, it was found that the aquaporin module could concentrate the juice efficiently, achieving up to 60% of the initial concentration in just 12 minutes of batch FO operation at an initial DS concentration of 100 g/L. Minimal reverse salt levels, below 1 g/L, were attained, demonstrating the potential of FO for sugarcane concentration with reduced energy consumption. While fouling was observed, it could be effectively managed through simple water rinsing. However, when untreated juice was used, more severe fouling occurred, leading to decreased water permeability after 60 minutes of operation. In this case, conventional water rinsing and osmotic backwash were ineffective in restoring the membrane, requiring a rinse with 0.1 M NaOH for regeneration (Akhtar et al., 2021).
Development of Novel Draw Solutions
To simultaneously increase the water flux and reduce the RSF, a sandwich structure FO membrane with polyamide (PA) and tannic acid-Fe3+ intermediate layer was proposed. The intermediate layer played a crucial role as it created a distinctive worm-like structure while blocking the transport of certain minerals (Xiao et al., 2022). The application of the novel membrane on coconut water concentration indicated 70% RSF reduction with comparable flux to that of PA pristine membrane (Gao et al., 2025). However, despite these significant advancements, ongoing research is essential to address the remaining challenges, such as further reducing the cost of membrane production. The continued innovation in membrane technology represents a crucial step towards fully realizing the potential of FO in food processing.
Inorganic salts, while offering higher permeate flux in FO, are limited in their potential application due to the high RSF associated with greater diffusivity. Efforts have been made to reduce the RSF of inorganic salt by combining several inorganic salts as DS in the study producing concentrated tea extract. The introduction of MgCl2 to the draw solution composed of sodium and potassium-based salts led to a substantial 42-45% reduction in RSF and specific salt flux. The RSF was found to be lower in the mixed draw solution compared to individual salts (NaCl and KCl) due to the larger hydrated ion radius of magnesium, hindering the rapid diffusion of sodium and chloride ions through the membrane pores. The minimal concentration of magnesium in the pores does not impede water diffusion in the opposite direction of RSF, unlike when higher concentrations of certain ions are present in the draw solution. The slower diffusion rate of magnesium salt results in increased external concentration polarization (ECP) on the draw solution side of the membrane, leading to decreased permeate flux. Conversely, the higher diffusion coefficient of KCl appears to alleviate the ECP effect on the draw solution side, potentially contributing to improved performance (Bardhan et al., 2023b).
The exploration and development of innovative draw solutions are essential in propelling FO technology into a more effective and environmentally sustainable direction. The osmotic pressure of the DS must significantly surpass that of the feed solution to ensure a continuous and effective osmotic flow. Additionally, the viscosity of the draw solution should be low to facilitate its easy flow through the system, thereby minimizing the energy consumption associated with pumping and circulation. High-viscosity solutions can lead to increased operational costs and reduced process efficiency due to the greater energy required for their movement and handling. Chemical stability and low toxicity are also crucial characteristics, ensuring the draw solution remains effective over time without degrading or reacting unfavorably with the system components or the product. Many novel DS have been proposed and showed promising performance. These novel DS can be categorized into several categories (Abounahia et al., 2023), such as functional nanoparticles (Hafiz et al., 2022; Hassanein et al., 2023; Ling & Chung, 2011; Shoorangiz et al., 2022; Tayel et al., 2020), thermolytic fluids (Hancock & Cath, 2009), switchable polarity solvents (Orme & Wilson, 2015; Stone et al., 2013), thermo-responsive solvent (Hartanto et al., 2015; Ju et al., 2019), and sol-gel (D. Li et al., 2011; Razmjou et al., 2013).
However, in the context of food processing, this is particularly important to ensure the safety and quality of the food product. With the risk of RSF, the choice of novel DS should be made considering their safety issue.
Delactosed permeate (DLP) is the product obtained from milk or whey after removing proteins through ultrafiltration. This permeate is then concentrated to achieve a dry matter concentration of 65–70% through evaporation, with 70% of the lactose subsequently removed via crystallization. The remaining liquid, referred to as DLP or mother liquor, is not clearly defined and typically contains 25–34% dry matter. In its composition, around 47–68% is lactose, 9–20% is minerals, and the rest is comprised of organic acids and non-protein nitrogen compounds. High osmotic pressure DLP has been effectively used as a draw solution in FO to concentrate skim milk from 9% to 18% dry matter, with a feed solution to draw solution mass ratio of 9 to 1. Operating at 30°C for 20 minutes improved the filtration performance, increasing the average flux to about 4.8 LMH compared to 3.6 LMH at 10°C. Using DLP in FO reduced energy consumption by approximately 60% compared to RO for pilotscale skim milk concentration. DLP's high osmotic pressure, cost-effectiveness, and minimal need for post-FO recovery make it a promising draw solution for concentrating dairy products without the risk of cross-contamination. Further optimization via temperature adjustments could enhance process efficiency beyond dairy applications (Blais et al., 2023). Glycerol, which is the waste from biodiesel production, can also be utilized as DS due to its high osmotic pressure. Using an aquaporin membrane, the applicability of glycerol as DS was examined at varied operation conditions. Water flux as high as 25 LMH can be achieved when operated using 60% glycerol solution (Figure 6 a). However, further increase of glycerol concentration to 80% resulted in reduced water flux due to the severe external concentration polarization as the viscosity of glycerol significantly increased. When using a mixture of water/40% glycerol/3%-salt/5%-ethanol as DS, high reverse flux of glycerol was observed in the permeate stream (Figure 6 b) (Bernacka et al., 2022).
In the FO process, the adoption of food additives was driven by the need for custom draw solutes in food concentration (Chu et al., 2022; Z. Li et al., 2022). These draw solutes must have high osmotic pressure, low reverse solute flux to avoid contamination and low toxicity for human consumption. The study focused on monosodium glutamate (MSG), sodium saccharine (SAS), and trisodium citrate (TSC) as food additives due to their common use in the industry. When used in the FO process, these additives showed varying osmotic pressures, with TSC generating the highest pressure. Despite this, water flux with additives was lower compared to NaCl. This was attributed to internal concentration polarization within the support layer caused by slower diffusivity of food additives. However, the low reverse solute flux of additives is advantageous for minimizing draw loss and preventing contamination in food concentration through FO. Specifically, with MSG as the draw solute, whey solution was concentrated from 6% to 15% in the FO process (S. Yang et al., 2021). In a separate study aiming to concentrate grape juice, four different food preservatives (sodium diacetate (SDA), sodium metabisulfite (SMB), sodium benzoate (SB), and sodium sulfite (SSF)) were thoroughly examined for their effectiveness as draw solutes in the FO system. A 4 M SDA was ultimately selected as the draw solute after considering factors like flux and RSF tendency and tested continuously for 72 hours. By using SDA, the researchers were able to concentrate the grape juice by 5.14 times without losing its titratable acidity and vitamin C content. The concentrated product only contained a small amount of SDA (2.0 ± 0.1 g/kg). When the concentrated juice was diluted back to its original state, the preservative concentration in the juice was measured at 0.39 g/kg, which is below the safety threshold for SDA (0.5 g/kg according to the FAO) (K. Zhang et al., 2021).
Further research investigated the use of food additives as draw solutes in FO by utilizing an innovative NF-like TFC FO membrane and five additives rich in high-valence negative ions (potassium citrate, citric acid, magnesium sulfate, potassium sulfate, and potassium dihydrogen phosphate). The study revealed that the membrane's water transport capabilities were improved by its unique characteristics and highlighted the importance of selecting the most suitable additives for efficient juice concentration. Among the additives tested, potassium citrate was identified as the most effective draw solution for pre-concentrating apple juice, while magnesium sulfate showed potential for further juice concentration. However, citric acid was deemed unsuitable due to H+ leakage leading to membrane fouling. By optimizing the draw solution concentration and utilizing a diluted feed solution, an average water flux was achieved, resulting in a final total soluble solids (TSS) range and concentration ratio approaching the maximum limit.
The proposed dual-stage and dual-cycle FO process aims to seamlessly integrate juice production and fertigation. In this system, the first cycle of the FO process involves transferring excess water from low-concentration juice to mediumconcentration solutions containing high-valence negative ions (MS). Potassium citrate (C6H5K3O7) with superior membrane compatibility acts as the MS to concentrate fresh juice, followed by further concentration using magnesium sulfate (MgSO4) in the second FO stage of the first cycle. The concentrated juice undergoes sterilization and storage, increasing its shelf life by reducing water content. In the second cycle, diluted MgSO4 and C6H5K3O7 solutions transfer water to a high-concentration fertilizer solution (HS). The HS enters the first stage of the second cycle, utilizing an ultrahigh concentration fertilizer to draw water from the MgSO4 MS for regeneration. The diluted fertilizer solution with higher osmotic pressure than C6H5K3O7 allows further dilution and regeneration. Notably, the presence of MgSO4 and C6H5K3O7 benefits plant growth and their minimal escape during the process enhances rather than hinders plant growth.
This systematic approach maximizes juice concentration and fosters efficient integration of juice production and fertigation practices. These findings demonstrate the potential of combining advanced membrane technology and selective additive usage to enhance fruit juice concentration efficiency, with implications for both food and agricultural applications (Z. Ma, et al., 2024b).
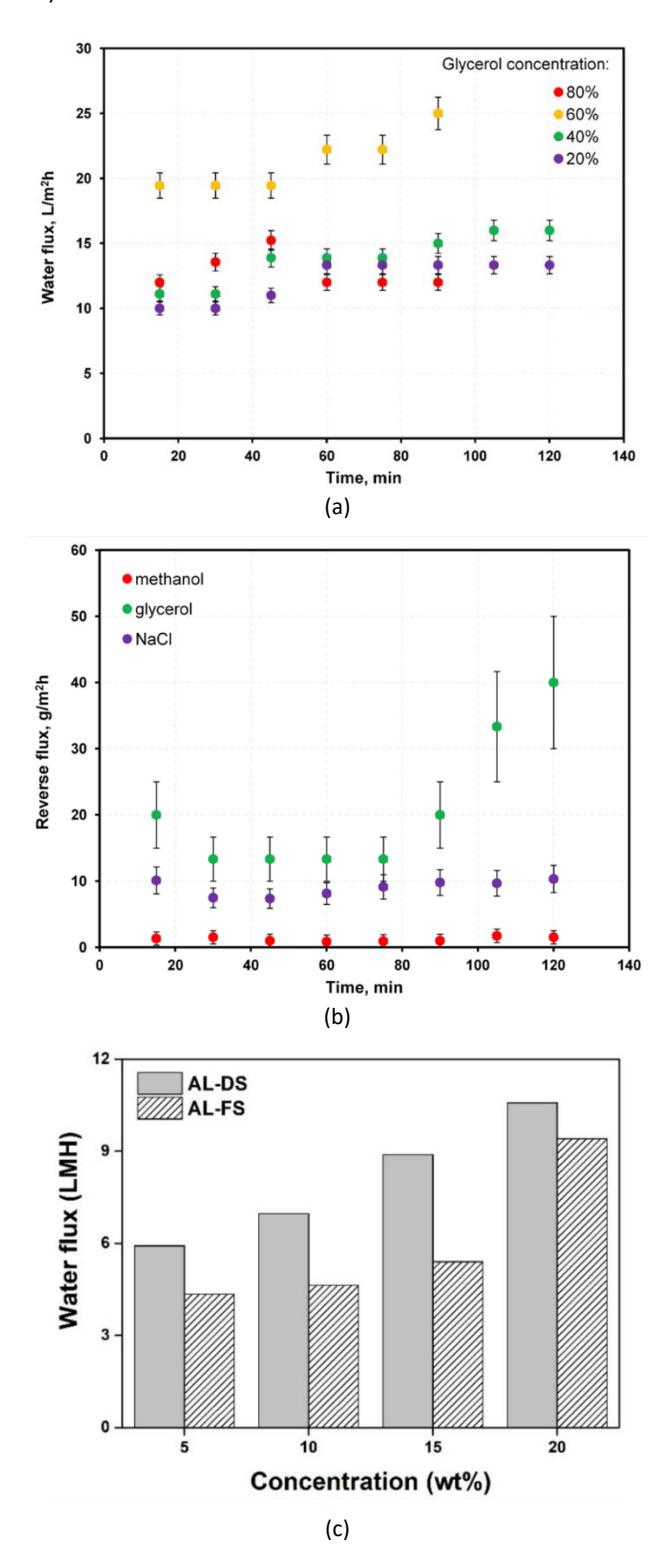
(a) Water flux of FO when using glycerol as the DS, (b) reverse flux of glycerol solutions during test using water/40% glycerol/3%-salt/5%-ethanol as DS (Panel a-b are reprinted from (Bernacka et al., 2022)), (c) water flux of [(P4444)2][MBS] at varied concentration in AL-DS and AL-FS mode (D. E. Yang & Kang, 2022).
The use of organic compounds, specifically sodium acetate (NaAce) and glucose as an additive to calcium chloride (CaCl2) DS, to enhance the performance of FO, was studied. The impact of different concentrations and combinations of draw solutes in draw solutions (DS) with constant osmotic pressure on FO performance was comprehensively examined. Remarkably, the 5% mixture of divalent CaCl2 and monovalent sodium acetate led to a significant 41% drop in RSF and only a slight decrease in permeate flux. Comparatively, it was discovered that sodium acetate had a greater impact on FO performance than glucose with CaCl2. Additionally, it was noted that while the specific reverse solute flux (SRSF) values of 0.39 g/L produced by the 3% sodium acetate DS and the 10% glucose DS were almost comparable, the 10% glucose DS needed more time to produce the same result. Ultimately, an average permeate flux of 2.13 LMH, an RSF of 3.6 g/m2h, and an SRSF of 0.39 g/L were obtained at the optimal concentration of 5% sodium acetate DS (Farman et al., 2022).
Using different alkyl group chain lengths in the anion, a recent study investigated the possible practicality of thermoresponsive ionic liquids (ILs) as draw solutes in the FO system (Moon & Kang, 2023). Because of their exceptional chemical stability, broad range of liquidus temperatures, and adjustable osmotic pressures, IL has become a highly flexible class of draw solutes. In particular, ILs based on the tributyl-4-vinylbenzylphosphonium cation ([TVBP]+ ) in combination with alkanesulfonate anions, such as 1-butanesulfonate ([C4S]− ), 1-pentanesulfonate ([C5S]− ), and 1 hexanesulfonate ([C6S]− ), were examined in the study. It was discovered that the [TVBP][C5S] and [TVBP][C6S] ILs had lower critical solution temperatures (LCSTs) throughout a range of concentrations, which made their recovery efficient. By testing these ILs with various aqueous solutions as feed solutions in the FO system, it was observed that the 8 wt% [TVBP][C5S] solution demonstrated water flux values of approximately 11.26 LMH, 8.01 LMH, and 6.76 LMH when using distilled water, 2000 ppm NaCl, and 20 wt% orange juice aqueous solutions, respectively, which indicate the feasibility of using LCST-type ILs as draw solutes in FO applications (Moon & Kang, 2024). In another study, the influence of operational mode on the water flux was investigated. Using octane-1,8-diylbis(tributylphosphonium) 2,4 dimethylbenzenesulfonate ([(P4444)2][MBS]) as the DS, it was indicated that flux at the range of 4 – 10 LMS can be obtained. Operation in AL-DS mode resulted in higher flux than AL-FS mode (Figure 6 c) (D. E. Yang & Kang, 2022).
While many prospective DS have been studied in depth for their performance, very limited investigation on the recoverability of the draw solution was conducted. Recovery of the DS should be conducted through energy-efficient processes, enabling its reuse within the system and reducing the need for constant replenishment. In recent processes, hydrogels were applied as draw solution that eliminates the need for thermal treatment for recovery (Bendoy et al., 2022; Z. Xu et al., 2022; K. Zhang et al., 2020). The porous structure of hydrogels allows water recovery by compression. The incorporation of GO into sodium alginate (SA) has increased the osmotic pressure up to 1.3 x 1010 kPa and is successfully applied for high-concentration feed (Tang et al., 2024). It is worth noting that the FO flux using hydrogel as DS was lower than that using conventional liquid DS. As the osmotic pressure of the hydrogels is a key parameter for their performance, the mechanism of osmotic pressure regulation is of importance and can be modeled by a molecular dynamics simulation.
Alternatively, NF membrane has been applied in the recovery of draw solution, such as KCl, NaCl, MgCl2, Na2SO4, etc. The hybrid FO-NF process offers advantages over RO process in concentration application (Tan2010, n.d.; S. Zhao et al., 2012), and is more economically feasible, despite its limited concentration factor and fouling problem faced by the NF. Recently, DS recovery by precipitation was studied, at which specific chemicals were added to the diluted DS. For example, MgSO4 DS was reacted with Ba(OH)2 to precipitate BaSO4 and Mg(OH)2, which then filtered out of the solution. The collected Mg(OH)2 was then regenerated by adding H2SO4 to form MgSO4 (Alnaizy et al., 2013b). This recovery method has been tested on other DS, such as ZnSO4 (B. E. Khan et al., 2024), FeSO4 (Qasim et al., 2017), and CuSO4 (Alnaizy et al., 2013a). Further quantification of specific energy consumption (SEC) and water production cost highlighted the low energy requirement and water cost of FO process applying precipitation as DS recovery method, despite the need for additional chemicals (B. E. Khan et al., 2024).
Integrated Systems and Smart Technologies
The strategic integration of FO technology into the existing infrastructure of food processing plants signifies a crucial shift towards optimizing operational efficiencies, However, the recovery and recycling of draw solutions—a critical component of FO operations—poses another significant challenge. Although FO inherently reduces energy consumption compared to traditional thermal processes, the energy required for draw solution recovery can offset these gains if not optimized. Innovations in low-energy recovery processes and the development of novel draw solutions that require less energy for regeneration are essential for maximizing the net energy benefits of FO technology. The integration of FO with other membrane processes marks a transformative development in enhancing sustainability and efficiency. By synergizing FO with complementary technologies like RO, electrodialysis (ED), and MD, these hybrid systems not only
leverage the strengths of each process to overcome their limitations but also achieve unprecedented levels of separation efficiency, energy savings, and operational effectiveness.
MD is a potential alternative for DS recovery as MD requires lower thermal energy compared to conventional thermal evaporation. The typical FO-MD configuration is shown in Figure 5a. In the study focused on concentrating apple juice and assessing the sustainability of an integrated forward osmosis-membrane distillation (FO-MD) system, commercial 100% apple juice was used as the feed, while a 2 M potassium sorbate solution served as the draw solution. Both solutions were maintained at 25 °C to preserve juice quality. The FO process operated at a water flux of around 5 LMH, and the MD process's distillate side was adjusted to 20 ± 1 °C to match the water flux between 4 and 6 LMH. The system demonstrated stable water flux over 240 hours, indicating stable performance of the hybrid FO-MD. While the FO process experienced a decline in water flux due to draw solution dilution, the potassium sorbate draw solution showed constant concentration and conductivity below 30 μS/cm in the MD permeation solution. These findings highlight the system's ability to maintain high recovery and rejection rates of potassium sorbate during MD operation, showcasing its potential for efficient apple juice concentration (An et al., 2019). Integration of FO and MD was also studied in the study on CIP wastewater management using NF and FO (Figure 7). When combined with direct contact membrane distillation (DCMD) to recover the DS, it was noted that the draw solution concentration can be maintained constant. Further evaluation highlighted the low replenishment cost of DCMD compared to RO (W.-J. Kim et al., 2024).
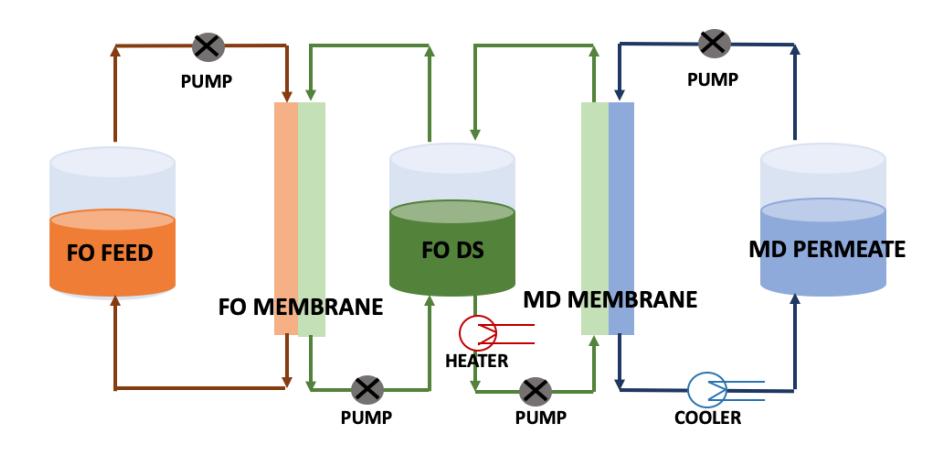
FO-MD schematic set-up with MD serves as DS concentration method.
Previous studies have emphasized the advantages of FO over RO, it is important to recognize the ongoing interest in optimizing both methods. One approach to reducing operational costs involves using RO as a preliminary concentration step followed by FO to achieve the desired final concentration. This combined RO and FO strategy can be applied to concentrate challenging liquid streams like acid whey from Greek yogurt. By pairing a high-flux, low-solids operation like RO with a high-concentration, high-solids process like FO, the RO + FO combination allows for achieving concentration levels comparable to or greater than thermal evaporation techniques. Greek acid whey with initial concentration of 6.6°Brix was concentrated to 19.6°Brix by RO, then further concentrated to 40.2°Brix by FO. The specific energy consumption of RO and FO was 0.29 kWh/kg water and 0.65 kWh/kg water, respectively (Menchik & Moraru, 2019b). Understanding the energy requirements, permeate flux, and concentration characteristics can guide decisions on transitioning from RO to FO based on the specific feed characteristics and process conditions.
In the advanced stage, the performance of FO can be predicted by robust modeling using machine learning. Artificial Neural Networks (ANNs) are popular black box models known for their accuracy and efficiency in predicting outcomes. Recent studies have shown that ANNs outperform transport-based models in terms of accuracy and computational time. In one study focused on FO, an ANN model was developed to predict permeate flux using various input variables such as membrane type, solution properties, and operating conditions with high generalization capability and efficiency (Jawad et al., 2020). Another study highlighted the ability of ANNs to accurately predict water flux in modified membranes, showcasing the model's effectiveness in capturing structural modifications. Compared to traditional models like the solution diffusion model, ANNs proved to be a simpler yet powerful tool for predicting water flux in FO processes (S. Ma et al., 2024). Additionally, in a study on whey concentration, both Multiple Linear Regression (MLR) and ANN models were used successfully to model permeate flux, demonstrating the potential of ANNs in handling complex processes and parameters like flow rate and temperature in FO (Gosmann et al., 2022).
Comparative analysis of FO performance over other concentration methods
The comparative analysis should critically examine how FO stands in contrast to traditional concentration and drying methodologies like thermal evaporation, freeze-drying, and osmotic membrane distillation, particularly focusing on aspects such as energy efficiency, environmental impact, and product quality. The integration of FO technology in the concentration of juices and beverages represents a paradigm shift within the food processing sector, particularly by addressing the inherent limitations of conventional thermal concentration methods. Traditional approaches often rely on high-temperature evaporation, which, despite their effectiveness in reducing water content, can detrimentally affect the sensory attributes and nutritional components of the final product. These methods can lead to the degradation of heat-sensitive vitamins, antioxidants, and flavor compounds, ultimately compromising product quality. In contrast, FO operates under significantly milder conditions compared to thermal evaporation. This not only ensures the preservation of essential nutrients and volatile flavor compounds but also substantially reduces the energy footprint of the concentration process.
In dairy product processing, the integration of FO has been studied in the concentration of milk, which are critical processes in the production of cheese, yogurt, and other dairy products, particularly in the milk concentration and whey processing. The precise control over concentration levels can lead to improvements in the texture and firmness of cheese and yogurt, attributes that are critical to the sensory profile of these products. Traditional methods of concentration, primarily thermal evaporation, often result in the degradation of nutritional and organoleptic qualities due to the high temperatures involved. FO, on the other hand, is particularly beneficial for concentrating milk and whey of superior quality, as it ensures that the delicate balance of taste and nutritional value is maintained, meeting consumer demands for wholesome and minimally processed foods. The feasibility of using FO as a nonthermal technique to concentrate skimmed goat milk (SGM) was studied and compared with thermal evaporation. The effects of operational factors such as membrane orientation, crossflow rate, draw solution concentration, and feed solution temperature were studied. Results showed that a single-stage FO process could increase the total solids content of raw SGM from 9.07% to 18.78%, achieving a concentration factor of 2.0. Membrane fouling was reduced by increasing the crossflow rate, with osmotic backwash employing 2 mol/L NaCl on the feed side proving effective in restoring membrane performance. The FO process outperformed traditional thermal evaporation in preserving the natural characteristics of milk. In addition, economic and energy evaluations suggested that the FO process could be a cost-effective and energy-efficient method for milk concentration, showing promise in enhancing milk quality (Cao et al., 2024).
In another research, FO with CTA membranes was applied to concentrate various dairy streams. It was found that this method was successful in achieving higher total solids concentrations (up to 40%) compared to traditional methods like NF and RO (15–20%). The membranes effectively maintained the nutritional value of the dairy products and were fully rejected proteins and lactose. The lack of protein and calcium phosphate resulted in minimal fouling on the membrane surface. It was also noted that enzyme cleaning at a neutral pH was an efficient cleaning-in-place (CIP) step to clean CTA membranes, showcasing the effective application of FO in concentrating dairy streams (Chen et al., 2020). FO has also been applied for the concentration of commercial skim and whole milk samples at different temperatures (4, 15, and 25°C). The performance was evaluated based on the permeate flux, product concentration, and color changes in the milk concentrates. A sensory panel compared the FO-concentrated milk with traditionally heat-concentrated milk. The results indicated that higher temperatures resulted in faster concentration and higher concentration factors for both types of milk. The concentration factors achieved after 5.75 hours of FO processing ranged from 1.91 to 2.68 for whole milk and skim milk. The study concluded that FO could effectively concentrate milk while maintaining sensory quality, suggesting its potential as a non-thermal milk concentration method (Beldie & Moraru, 2021).
A comparative analysis between FO and thermal evaporator methods was conducted in the context of grape juice concentration. Within the FO process, optimal performance was achieved, including the highest water flux of 19.1 LMH, volumetric concentration factor (VCF) of 3.78, and lowest RSF of 3.19 g/m2h. These results were attained under flow velocity of 27.8 cm/s and DS concentration of 323 g/L. Despite the notable achievements, challenges such as concentration polarization, fouling impacting viscosity, and varied transport properties of solutions, restricted the attainment of the desired final concentration level. To overcome these challenges, a hybrid approach combining FO with thermal evaporation was implemented, resulting in the grape juice reaching the required concentration level of 65.7°Brix. Comparative analysis with evaporation highlighted the superior preservation of quality attributes and bioactive compounds in the combined process, as evidenced by the significant degradation of phenolic compounds occurring in the evaporation method. The study underscored the potential of FO technology for grape juice concentration, however, it was indicated that FO may suitably serve as a preconcentration step for evaporation processes in terms of quality retention and reduced energy consumption, given the avoidance of heating systems and industrial utilities typically required in evaporation methods. Energy cost analyses indicated a notable 23% reduction in energy consumption for the combined FO-evaporation process, compared to standalone evaporation techniques (Tavares et al., 2022). Another study on raspberry concentration indicated comparable sensory properties of juice concentrated by FO and evaporation (Sant'Anna et al., 2016)
In beetroot juice concentration, a comparison was made between FO and thermal evaporation methods in terms of bioactive compound preservation. The findings revealed that the FO-concentrated juice exhibited notably lower degradation of betalains in comparison to the thermal method. This difference in degradation levels was attributed to the impact of heat exposure during processing, which influenced the stability and eventual degradation of betalains. Notably, the pH stability range of the FO-concentrated juice (4–6) surpassed that of the thermally evaporated concentrate. Furthermore, when the concentrated juices were mixed with yogurt, the first-order degradation rate of betalains was observed. Significantly, the stability of betalains in FO-concentrated juice added to yogurt was found to be 3.1 times higher than that of the thermally evaporated concentrate. These results underscored the superior preservation of bioactive compounds, particularly betalains, through the implementation of the FO process. The study highlighted the advantages of FO over thermal evaporation in the context of beetroot juice concentration, suggesting that FO technology is promising as an emerging method for the beetroot juice industry (Trishitman et al., 2021).
A similar conclusion was drawn from the research focusing on extracting and concentrating the natural pigment anthocyanin from rose petals for potential use in food applications. FO was compared to freeze-drying and thermal evaporation methods. The freeze-dried method produced dry anthocyanin powder, which was then reconstituted with distilled water. The FO and thermal evaporation processes led to a 12-fold increase in anthocyanin concentration. When concentrating the enriched rose extract anthocyanin, the FO resulted in the least amount of degradation of anthocyanin (10.1%), in comparison to thermal evaporation (37.2%) and freeze-drying (13.8%) methods (Chanukya & Rastogi, 2016).
FO is often compared to osmotic membrane distillation (OMD), both of which are low-pressure osmotic-based membrane technology (Julian et al., 2022). In a study to concentrate anthocyanin using FO (Osmotek, Inc., Corvallis, OR, USA) and OMD (Acurel, Germany), OMD and FO process was able to concentrate anthocyanin from 49.63 mg/l to 2.69 g/l and 72 mg/l, respectively. FO exhibited a higher transmembrane flux but was accompanied by a sodium chloride migration rate of 0.21 moles/m2 s. In contrast, no RSF was observed in the tests conducted using OMD. It can be inferred that while FO resulted in a higher product concentration within a given time compared to OMD, it also led to the migration of the osmotic agent in the feed side. On the other hand, osmotic membrane distillation results in lower transmembrane flux, but no osmotic agent transfer occurs. Therefore, the selection between these two techniques should be based on the permissible limit of the osmotic agent, as well as the characteristics of the final product (Nayak & Rastogi, 2010).
Environmental Impact and Life Cycle Assessment of FO
Studying the environmental impact and conducting life cycle assessments of FO technology is of utmost importance because it helps in understanding the overall environmental implications of using this technology. By analyzing the environmental impact and life cycle of FO, researchers and stakeholders can assess its sustainability, potential risks, and benefits compared to other available technologies. This knowledge is critical for making informed decisions on the widespread adoption and implementation of FO in the food industries. Life Cycle Assessment (LCA) serves as a structured methodology designed to evaluate the potential environmental consequences associated with a specific product, providing essential insights to guide decision-making processes in the realms of production and consumption. LCA has gained significant traction within the agricultural sector, particularly in the context of fruit cultivation and its related industries (T. Ding & Achten, 2022; Rai et al., 2024). The literature documenting LCA investigations associated with FO remains scarce, primarily attributed to the lack of operational full-scale plants utilizing this technology. Studies by (Valladares Linares et al., 2016) and (Hancock et al., 2012) have highlighted the potential for substantial cost savings and positive environmental impacts by introducing hybrid FO systems, particularly in the context of seawater desalination. Additionally, case studies have delved into the environmental assessment of fertilizers-based FO systems and the integration of hybrid FO systems within traditional wastewater treatment processes (J. E. Kim et al., 2017; Vinardell et al., 2020). However, existing research has predominantly adopted a comparative approach and has yet to present a dedicated analysis of the environmental sustainability aspects of FO applications within the food industry.
In a recent investigation, LCA was utilized to scrutinize the environmental repercussions of producing concentrated apple juice. The study revealed that the apple cultivation stage emerged as the predominant contributor to environmental impacts, responsible for as much as 86.68% of the total impact, whereas the juice production phase
accounted for merely 13.32%. Notably, the incorporation of bio-pellets in combustion during the juice production stage was identified as a major contributing factor, constituting over 74.73% of the environmental impact. Transitioning from traditional thermal concentration methods to FO membrane technology showed promising outcomes, showcasing a notable reduction in bio-pellet consumption by 33.31% and corresponding decreases in global warming-related impacts by 29.59% (Cheng et al., 2022).
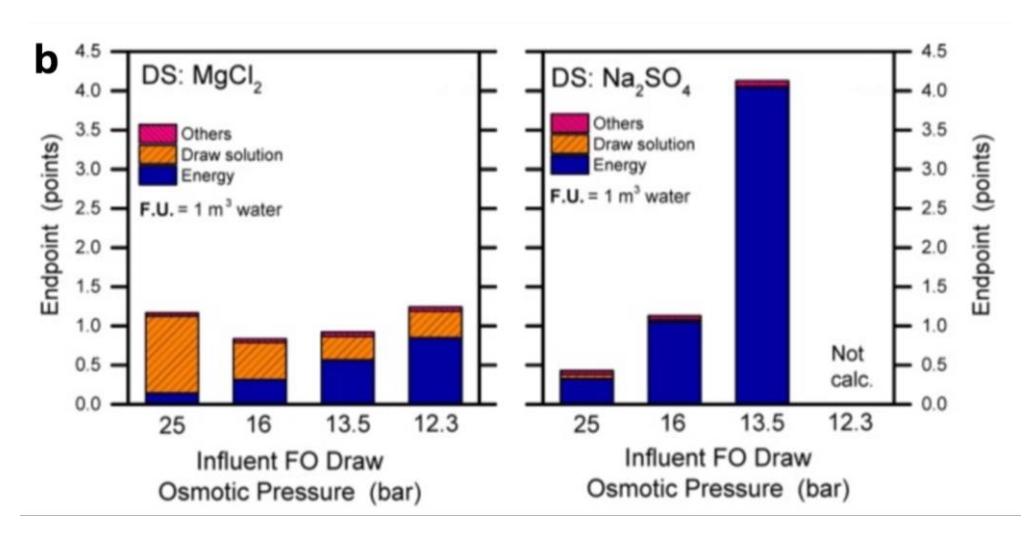
Assessment of the environmental impact of various FO-NF system configurations calculated based on 1m3 of water produced (Giagnorio et al., 2021).
In analyzing the environmental sustainability of FO systems, the assessment of both the energy requirements and the environmental impacts of the DS plays a crucial role. Thermolytic, organic, and fertilizer-based DS are known to have large environmental impacts. A recent study applied LCA methodologies to evaluate the environmental implications of FO DS, primarily focusing on water reclamation from wastewater but with broader implications for the food industry. The study compared the environmental impacts of various draw solutes, highlighting that complex solutes like thermolytic, organic, and fertilizer-based solutions resulted in considerably higher environmental impacts compared to simpler inorganic options. Specifically, the choice of inorganic draw solutes in full FO systems was found to heavily influence the design of real-scale filtration processes, particularly in terms of the DS osmotic pressure. The study emphasized that the environmental impacts of large-scale FO plants aimed at freshwater production were primarily associated with energy supply and DS management through pressure-driven membrane processes, with plant installation and disposal being negligible in the system's lifetime assessment. Moreover, while sodium-based draw solutes were identified to have lower inherent environmental impacts, their implementation in FO-pressure driven membrane systems led to increased energy requirements for draw solution recovery (Figure 8). Conversely, DS with higher intrinsic environmental impacts, like MgCl2, presented a trade-off scenario where attempts to minimize losses through more selective membranes resulted in elevated energy needs due to reduced RO membrane productivity (Giagnorio et al., 2021). Ongoing research endeavors strive to push the boundaries of DS recovery technology, focusing on innovations that boost efficiency, reduce reliance on non-renewable energy sources, and minimize the environmental impact of FO operations.
Conclusion and Future Outlook
FO presents a promising solution to several pressing challenges faced by the industry. This paper has highlighted the significant advantages of FO, including its ability to reduce energy consumption, minimize the thermal impact on sensitive food products, and enhance water reuse and recycling efforts. Despite these benefits, the adoption of FO technology is not without its challenges. Technical hurdles such as membrane fouling, the efficiency of draw solution recovery, and reverse salt flux remain significant barriers. The advancements in membrane technologies and draw solution formulations have drawn much attention and are promising steps toward overcoming these obstacles, enhancing the economic viability and scalability of FO applications.
To alleviate the fouling and reduce membrane cleaning, membrane modification has been proposed as the solution. Not only to tackle fouling problem, the development of membranes offers enhanced flux and reduced RSF. Research into new materials, surface treatments, and membrane structures offers the potential to overcome current limitations. However, studies on membrane modification for food application are limited compared to the desalination and water treatment, hence, more rigorous study is required. Simultaneously, there is a burgeoning interest in the development of smart membranes for FO applications. These advanced membranes are engineered to dynamically respond to changes in their operating environment, such as variations in feedwater quality or the onset of fouling. By incorporating materials that can change their permeability or surface characteristics, smart membranes aim to maintain optimal performance levels autonomously, potentially integrating self-cleaning capabilities to mitigate fouling—a persistent challenge in FO operations. This focus on adaptive and responsive membrane technologies represents a significant leap toward reducing operational costs and enhancing the longevity and reliability of FO systems. However, the ideas of the smart membranes' innovative approaches are mostly described conceptually, with very limited application.
Furthermore, research into novel draw solutions is gaining momentum, with a focus on identifying substances that are non-toxic, environmentally benign, and have low RSF. Several food additives have been identified as suitable novel DS. Further study on the recoverability and reusability of the DS with minimal energy input should be conducted. Concerning that, the possibility of hybrid systems that synergistically combine FO with other processes, like MD to recover the DS is of importance. The rationale behind these hybrid configurations is to exploit the unique strengths of each technology, thereby optimizing overall process efficiency. Furthermore, the process developments involving the integration of renewable energy sources into the hybrid system are of interest. This approach seeks to leverage solar, wind, and possibly geothermal energy to power the hybrid system operations, drastically reducing the reliance on fossil fuels and the cost of energy. Machine learning has also taken an important role in FO future projection as it can simplify the FO study and requires more efficient resources.
Though promising results on food concentration using FO have been attained, many studies were conducted at lab scale at limited operation time. To enhance the scalability of FO, one of the foremost challenges is ensuring the long-term operational stability of FO systems. This involves not only rigorous studies into the resilience of membranes under various operational stresses but also an in-depth examination of how draw solutions maintain their effectiveness over time, especially considering the recovery and recycling processes. The impact of routine and extraordinary maintenance protocols on system efficiency and membrane lifespan is another critical area requiring detailed investigation.
Acknowledgement
The authors gratefully acknowledge the research support from Institut Teknologi Bandung.
Compliance with ethics guidelines
The authors declare they have no conflict of interest or financial conflicts to disclose.
This article contains no studies with human or animal subjects performed by authors.