
Introduction
With the continuous improvement of health awareness and aesthetic concepts, the safety and aesthetics of packaging materials have increasingly become the focus of attention. Among these, tinned iron has been widely used as an important metal packaging material. However, the strategic importance of tin resources and their high cost limit the further development of tinned iron. Therefore, laminated steel with excellent physical and chemical properties, such as smoothness, wear resistance, rust, and corrosion resistance, is considered a future alternative to tinned iron (Li, 2014; Yang, 2006; Song et al., 2015). Laminated steel not only provides better safety and personalized customization, but also adopts more environmentally friendly production processes and has a relatively low-cost advantage. This is known as the green revolution in the field of metal packaging materials, demonstrating extremely broad development potential. As early as the 1990s, Japan was the first country to successfully develop laminated steel products. Subsequently, countries such as China, Germany, Britain, France, and the United States successfully developed laminated steel products.
The film covering process is achieved by preheating the strip above the melting point of the film, while the film is melted, fully contacted and spread with the strip under the pressure of the roll, and finally cooled and solidified to form a layered composite strip of metal and non-metal (Fu, 2013; Palkowski et al., 2007). During the rolling process, a three-layer structure is formed at the contact interface between the film and the strip (Qiao, 2000; Zumelzu et al., 2013). Accurate control of the melting temperature and stable distribution of the rolling force are the key factors determining the product quality. Therefore, the stability of process parameters such as rolling pressure, rolling speed, and strip temperature should be strictly ensured during the production process.
Copyright by authors ©2026 Published by IRCS - ITB J. Eng. Technol. Sci. Vol. 58, No. 1, 2026, 17-30
Currently, research on film covering technology is focused on the bonding mechanism of film and strip (Komai et al., 1997; Tanaka et al., 2009), thermal behavior during the melting process (Hou et al., 2015; Morita et al., 2000), causes of film defects (Boelen et al., 2004; Zhang et al., 2023; Zumelzu et al., 2006; Zumelzu et al., 2004), strip pretreatment techniques (Chen et al., 2020; Volodymyr et al., 2024), surface modification techniques (Barbaro et al., 2015), and rolling equipment in overload modes (Belodedenko et al., 2020; Belodedenko et al., 2024; Hrechanyi, 2024). However, the aforementioned research mainly focused on the film, strip, and their bonding methods, while ignoring the impact of the rolling process on the film covering process. Liu et al. (2021) established an integrated three-dimensional numerical simulation model of the roll-film-strip for complete laminated steel production equipment, and studied the effects of transverse temperature difference and transverse strip profile on the uniformity of the transverse film thickness. However, in addition to the transverse film thickness uniformity, there is also longitudinal film thickness uniformity (Zhang et al. 2019). Many factors such as roll eccentricity, fluctuation of the rolling position, bearing runout, longitudinal thickness fluctuation of the strip, and elastic deformation of the rolling mill can affect the longitudinal film thickness uniformity. Among these, the roll vibration problem (Gao et al., 2017; Gao et al., 2020; Lu et al., 2019) is closely related to the longitudinal film thickness uniformity, which may cause an alternating effect of positive and negative pressures in the film covering area, leading to the aggravation of the bubble phenomenon and affecting the quality of laminated steel. Therefore, research on roll vibration is necessary to further improve the quality of laminated steel by optimizing the process.
Therefore, this study takes strip, PET film, and rolls as the research objects. Based on the unidirectional compression nonlinear stiffness characteristics of the PET film in the roll gap during high-temperature melting and rolling process, a structure and process coupled dynamic model was studied, and the influence of process parameters on the vibration response and filling rate was studied. In addition, the dynamic characteristics of the rolling force, roll displacement, and filling rate under different process conditions were discussed for different external excitation effects. The study of dynamic problems during the melting and rolling process of laminated steel is not only the theoretical basis for suppressing vibration and accelerating the film covering process, but also a prerequisite for ensuring longitudinal film thickness uniformity and improving the product quality.
Materials and Methods
As shown in Figure 1, during the production process of high-temperature melting and rolling of laminated steel, the strip is heated to a temperature above the melting point of the PET film, and then the strip and PET film are rolled to achieve thermal fusion bonding between them.
Production equipment and process of laminated steel.
Considering the symmetry of the upper and lower rolls, a melting and rolling dynamic model is established, as shown in Figure 2.
Figure 2 Melting and rolling dynamic model.
O is the center position of the roll; x is the displacement of the roller; m is the equivalent mass of the roll; k is the equivalent stiffness for the roll elastic deformation; c is the equivalent damping of the roll; \(P_{\rm r}\) is the rolling force; \(P_{\rm e}\) is the external excitation caused by factors such as the strip thickness difference and roll eccentricity during the melting and rolling process.
The vibration differential equation of the roll can be expressed as follows:
\[m\ddot{x}^2 + c\dot{x} + kx = P_r + P_e \tag{1}\]
External excitation \(P_{\rm e}\) is explained in section 4, and the following section will mainly introduce rolling force \(P_{\rm r}\).
Based on the stress—strain curve of the PET film in [9], a rolling force model considering the unidirectional compression nonlinear stiffness of the PET film in the roll gap can be established, as shown in Eq. (2).
\[\begin{cases} P_{\rm r} = \begin{cases} -k_1 x_{\rm c} + k_2 (x + x_{\rm c}), x \le -x_{\rm c} \\ k_1 x_{\rm c} + k_2 (x - x_{\rm c}), x \ge x_{\rm c} \\ k_1 x, \text{ else} \end{cases} \\ k_1 = 100 e^{h_{\rm p}} H; k_2 = 50 e^{1.5h_{\rm p}}; x_{\rm c} = 0.3 \ \mu \text{ m} \end{cases}\] (2)
\(h_{\rm p}\) is the percentage of unmelting layer.
As shown in Figure 1, the PET film is mainly divided into two parts: a melting layer and an unmelting layer. The relationship between the percentage of unmelting layer \(h_{\rm p}\), melting layer thickness \(h_{\rm m}\), and the PET film thickness H is as follows:
\[h_{\rm p} = 1 - \frac{h_{\rm m}}{H} \tag{3}\]
From Eqs. (2) and (3), \(P_{\rm r}\) is related to the melting layer thickness \(h_{\rm m}\) and PET film thickness H. Therefore, the variation in the rolling force with the PET film thickness, film deformation, and percentage of unmelting layer can be obtained, as shown in Figure 3.
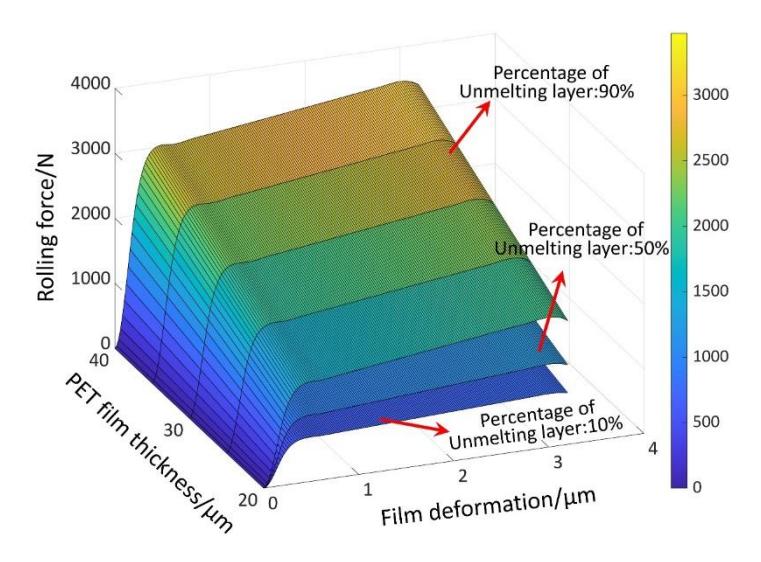
Mechanical characterization of unidirectional compression nonlinear stiffness of PET film.
In addition, changes in process parameters during the melting and rolling process can cause variations in the melting layer thickness ℎm, resulting in changes in rolling force r and subsequently affecting the roll vibration response. Based on the experimental equipment shown in Figure 1, the experiments are conducted under the working conditions listed in Table 1, and the thickness of the molten layer is measured. Based on the experimental results presented in Table. 1, the relationship between the melting layer thickness ℎm and the process parameters is fitted, as shown in Eqs. (4) and (5).
| Strip temperature (℃) | Melting layer thickness (μm) | Rolling speed (m/min) | Melting layer thickness (μm) |
|---|---|---|---|
| 244 | 1.66 | 30 | 25 |
| 245 | 3.11 | 40 | 19.27 |
| 246 | 4.59 | 50 | 12.79 |
| 248 | 7.23 | 60 | 9.61 |
| 250 | 9.61 | 70 | 6.71 |
| 252 | 12.76 | 80 | 5.08 |
| 254 | 15.45 | 90 | 4.47 |
| 255 | 17.08 | 100 | 3.55 |
| 256 | 20.03 | 110 | 2.87 |
| 258 | 23.85 | 120 | 2.37 |
Table 1 Experimental working conditions.
\[h_{\rm m} = 0.0358T^2 - 16.4T + 1880.6 \tag{4}\]
\[h_{\rm m} = -4.2 \times 10^{-5} v^3 + 0.0131 v^2 - 1.5 v + 58.4 \tag{5}\] is the strip temperature; is the rolling speed.
The above analysis process is the calculation flow of the dynamic model with the structure and process coupled, as shown in Figure 4.
Calculation flow of the dynamic model.
In MARLAB software, based on [18], setting = 259.995 kg, = 2.12 × 108 N/m, and = 1 × 104 N ∙ s/m, this section considers only the effect of the rolling force. Based on the vibration equation shown in Eq. (1), the changes in the roll average displacement and the steady value of the rolling force at different percentage of the unmelting layer and the PET film thickness, are shown in Figure 5. When the PET film thickness is the same, as the percentage of unmelting layer decreases, the melting layer thickness increases, and the roll average displacement and the steady value of the rolling force decrease.
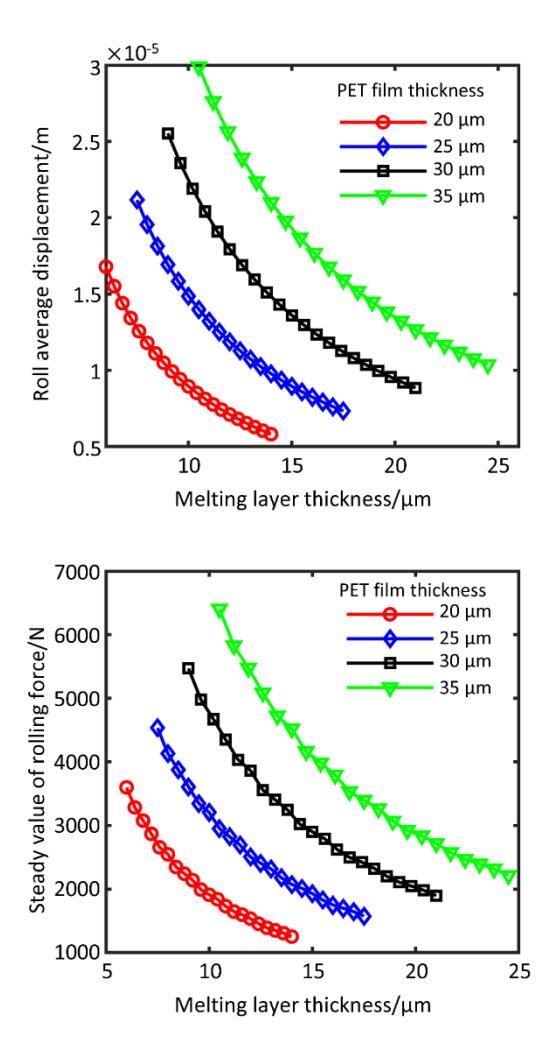
Influence of different melting layer thicknesses on the vibration response.
During the film covering process, the strip surface has an irregular morphology, and the filling rate r reflects the degree of adhesion between the melting layer and the strip, which is an important indicator for measuring the quality of the laminated steel. Based on the experimental results in [18], the relationship between filling rate r and rolling force r is fitted as follows:
\[\begin{cases} P_{\rm r} < 6000N: f_{\rm r} = \left(-1.1 \times 10^{-12} P_{\rm r}^3 - 1.8 \times 10^{-8} P_{\rm r}^2 + 1.2 \times 10^{-4} P_{\rm r} + 0.798\right) \times 100\% \\ P_{\rm r} \ge 6000N: f_{\rm r} = 100\% \end{cases}\] (6)
Taking the PET film thickness of 25 μm as an example, the melting layer thickness and the rolling force are used as intermediate variables. Combined with the calculation process shown in Figure 3, the effects of strip temperature and rolling speed on the roll average displacement and the filling rate can be obtained, as shown in Figures 6 and 7, respectively.
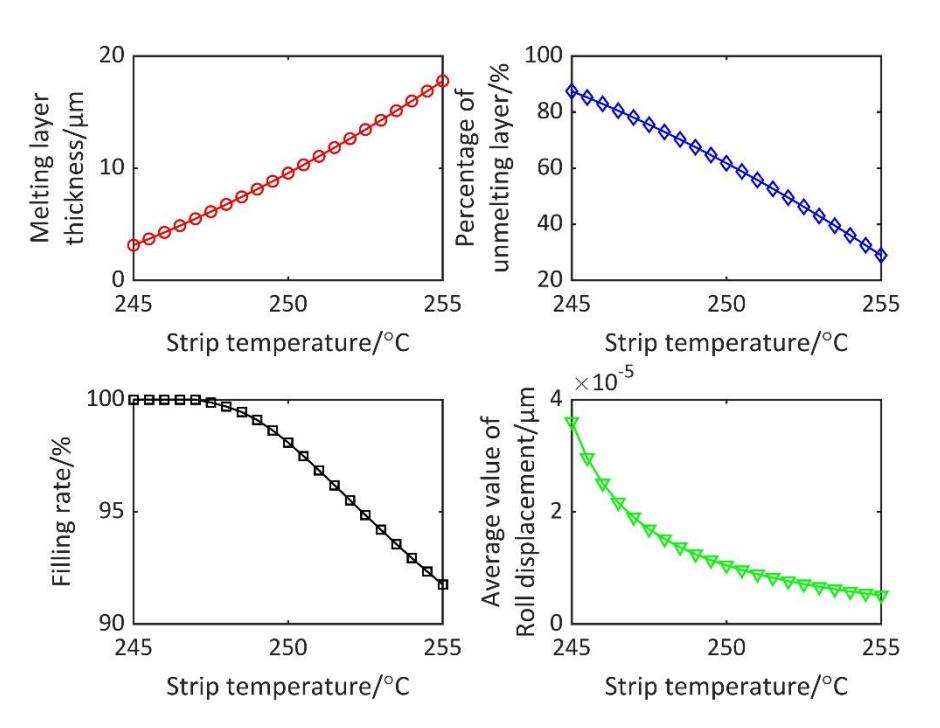
Influence of the strip temperature on roll average displacement and filling rate.
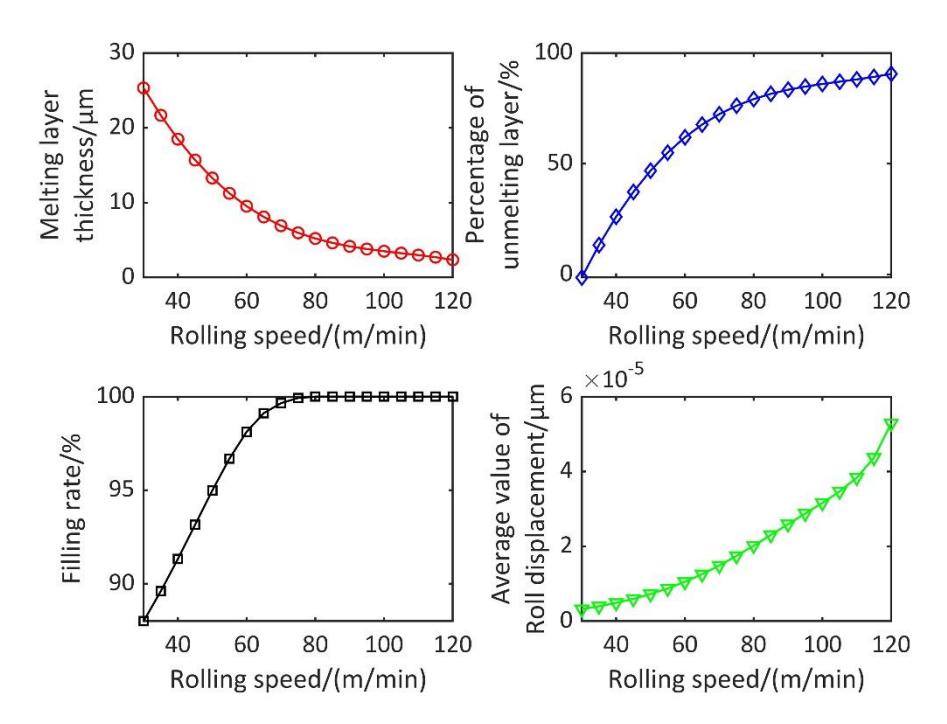
Influence of the rolling speed on roll average displacement and filling rate.
As the strip temperature increases, the percentage of unmelting layer decreases, the melting layer becomes thicker, the roll displacement decreases; however, the rolling force decreases accordingly, resulting in a decrease in the filling rate. Therefore, a higher strip temperature leads to an insufficient filling rate, and a lower strip temperature leads to an excessive roll displacement. Therefore, it is necessary to strictly control the strip temperature within the allowable range.
As the rolling speed increases, the percentage of unmelting layer increases, the melting layer becomes thinner, and the rolling force increases. This change effectively increases the filling rate but induces an increase in roll displacement. A high rolling speed can cause severe vibration problems, whereas a low rolling speed can affect the filling rate. Thus, rolling speed is an important process factor in the production of laminated iron.
Results
External Excitation Effect of Strip Thickness Difference
During the film covering process, the system will be subjected to external excitation caused by the strip thickness difference. According to the cold rolling vibration analysis, the fluctuation frequency of the strip thickness difference may include forced vibration frequencies such as transmission system vibration frequency, electrical control frequency, hydraulic pressing system frequency, as well as the third harmonic chatter frequency caused by self-excited vibration, which covers a wide frequency range. Therefore, the external excitation effect was simulated by sweeping from 1 Hz to 150 Hz, as shown in the following equation.
\[P_{e,1} = k \sum_{n=1}^{150} A_n \cos(\omega_n t + \varphi_n) \tag{7}\]
\(P_{\rm e,1}\) is the external excitation caused by the strip thickness difference; \(\omega_n\) is the fluctuation frequency of the strip thickness difference; \(A_n\) is the vibration amplitude; \(\varphi_n\) is the vibration phase angle.
The effects of strip thickness difference at different strip temperatures and rolling speeds on the rolling force, roll displacement, and filling rate are shown in Figures 8 and 9, respectively, reflecting the film covering stability and the interface bonding quality.
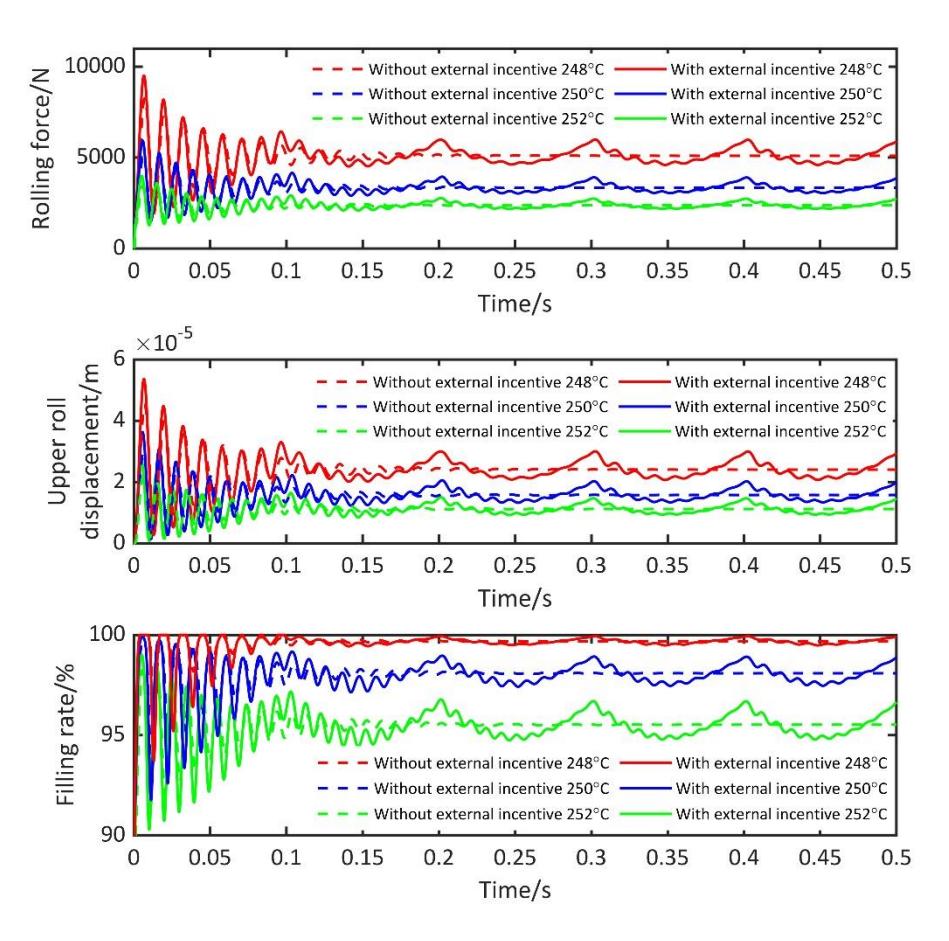
Figure 8 Influence of the strip thickness difference on system dynamic response at different strip temperatures.
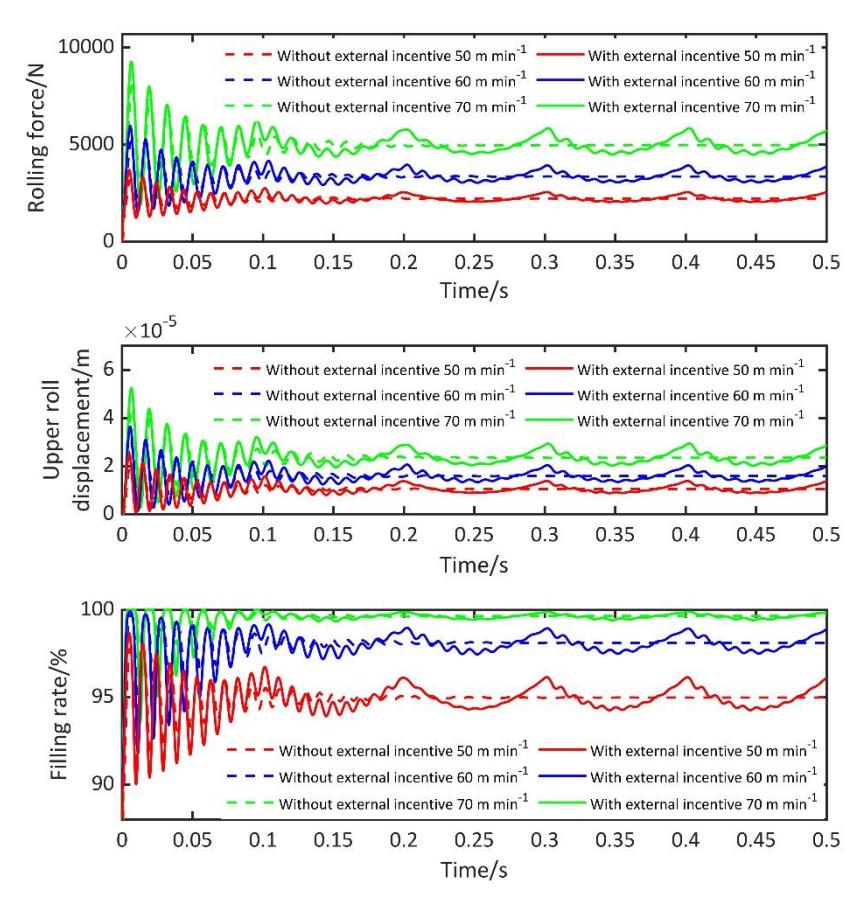
Influence of the strip thickness difference on system dynamic response at different rolling speeds.
If the strip temperature increases during the film covering process, the rolling force, roll displacement, and filling rate will rapidly decrease. The sensitivity of the rolling force and roll displacement to the strip temperature decreases, and the magnitude of the decrease gradually decreases, whereas the sensitivity of the filling rate to the strip temperature increases, and the magnitude of the decrease gradually increases. Under the external excitation of the strip thickness difference, the fluctuation amplitudes of the rolling force and roll displacement decreases with an increase in the strip temperature, whereas that of the filling rate increases. The fluctuation trends of the rolling force, roll displacement, and filling rate are basically the same at various strip temperatures.
If the rolling speed increases during the film covering process, the rolling force, roll displacement, and filling rate will increase, and the sensitivity of the rolling force and roll displacement to the rolling speed remains almost unchanged. However, the sensitivity of the filling rate to the rolling speed decreases, and the magnitude of the increase gradually decreases. Under the external excitation of the strip thickness difference, the fluctuation amplitudes of the rolling force and roll displacement increases with an increase in the rolling speed, whereas that of the filling rate decreases. The fluctuation trends of the rolling force, roll displacement, and filling rate are basically the same at various rolling speeds.
External Excitation Effect of Roll Eccentricity
When the roll has eccentricity, periodic external excitation is generated, and the excitation period varies with the rolling speed, as shown below:
\[P_{\rm e,2} = kB_{\rm s}cos(\omega_{\rm s}t + \varphi_{\rm s}) \tag{8}\]
e,2 is the external excitation caused by roll eccentricity; s is the fluctuation frequency of roll eccentricity; s is the roll eccentricity distance; s is the vibration phase angle.
By determining the excitation frequency of the eccentric excitation based on the rolling speed, the effects of roll eccentricity on the rolling force, roll displacement, and filling rate can be obtained at different strip temperatures and rolling speeds, as shown in Figures 10 and 11.
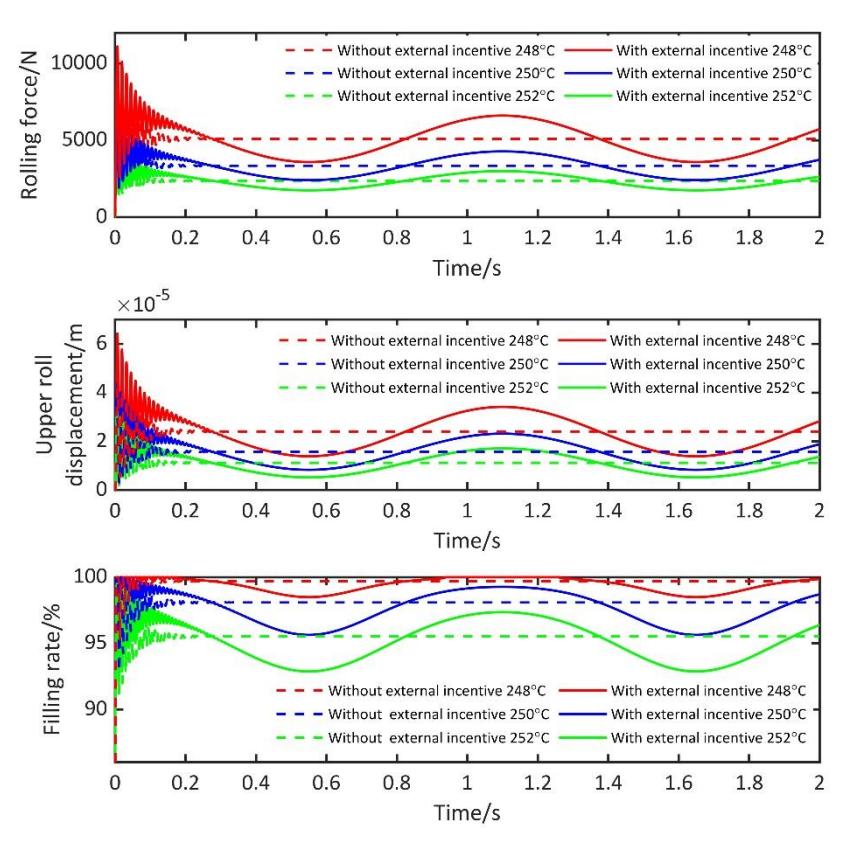
Influence of the roll eccentricity on system dynamic response at different strip temperatures.
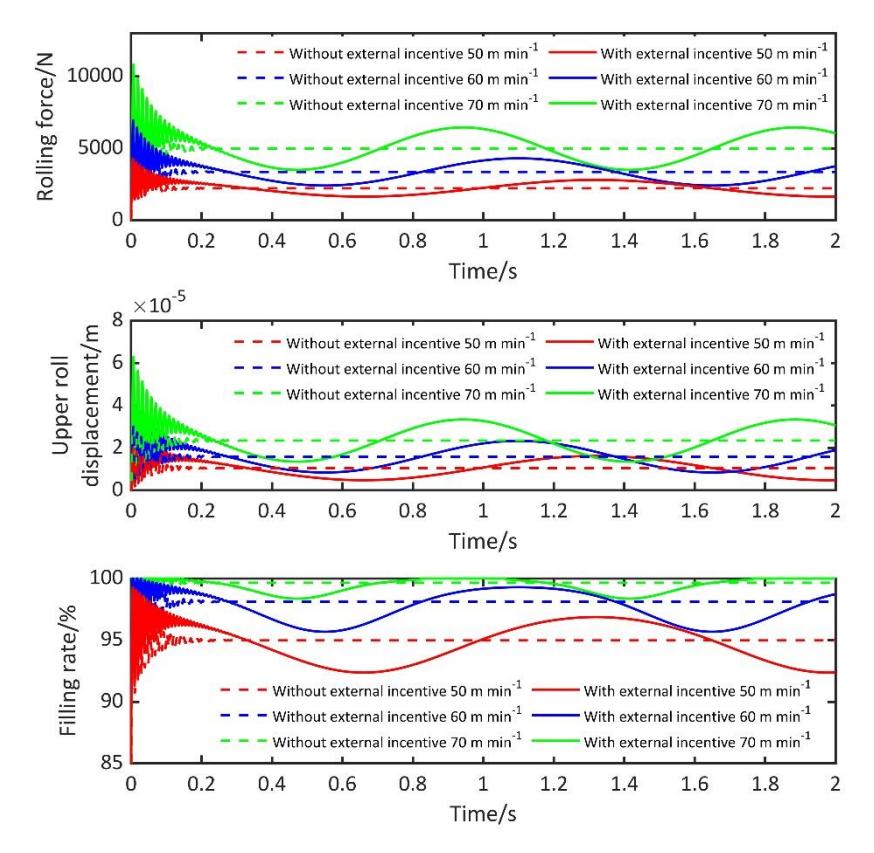
Influence of the roll eccentricity on system dynamic response at different rolling speeds.
If the strip temperature increases, the fluctuation amplitudes of the rolling force and roll displacement decreases, whereas that of the filling rate increases. The periods of the rolling force, roll displacement, and filling rate fluctuation are consistent at each strip temperature.
If the rolling speed increases, the fluctuation amplitudes of the rolling force and roll displacement increases, whereas that of the filling rate decreases. The periods of the rolling force, roll displacement, and filling rate fluctuation become shorter at different rolling speeds.
In addition, the influence of the roll eccentricity distance is shown in Figure 12. The larger the eccentricity distance of the roll, the greater the fluctuation amplitude of the rolling force, roll displacement, and filling rate, and the fluctuation period remains unchanged.
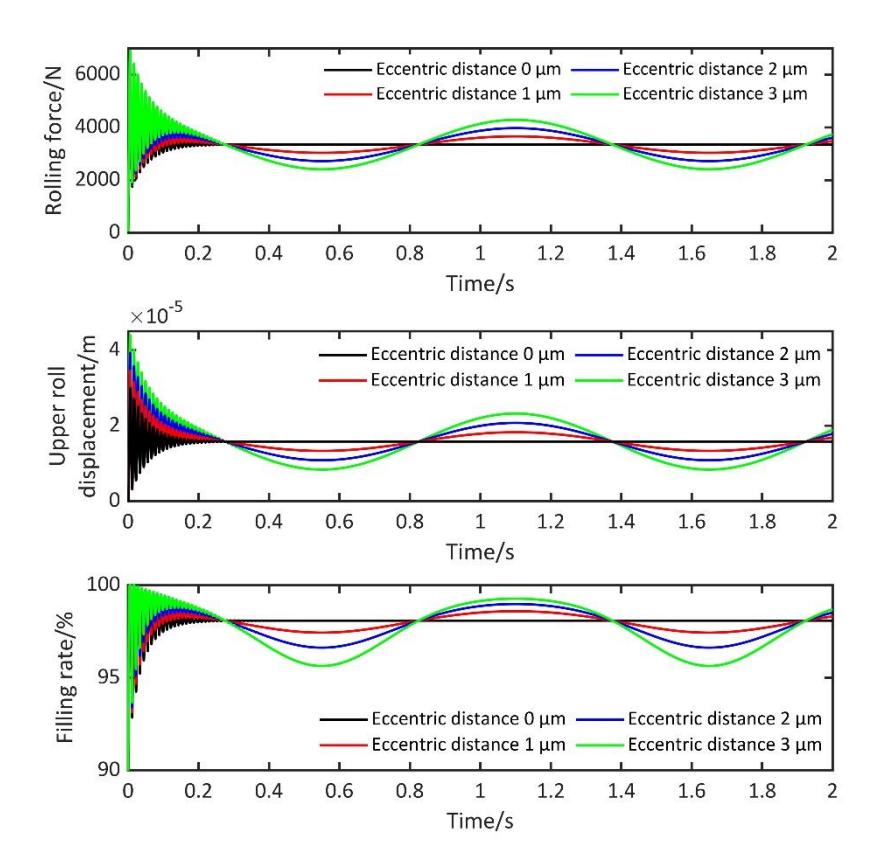
Influence of the roll eccentricity distance on system dynamic response.
Comprehensive External Excitation Effect
Under the combined external excitation of the strip thickness difference and roll eccentricity, fluctuations in the rolling force, roll displacement, and filling rate can be obtained at different strip temperatures and rolling speeds, as shown in Figures 13 and 14.
On the one hand, external excitation causes significant fluctuations in the rolling force, roll displacement, and filling rate. On the other hand, the rolling force, roll displacement, and filling rate are highly sensitive to process parameters such as the strip temperature and rolling speed.
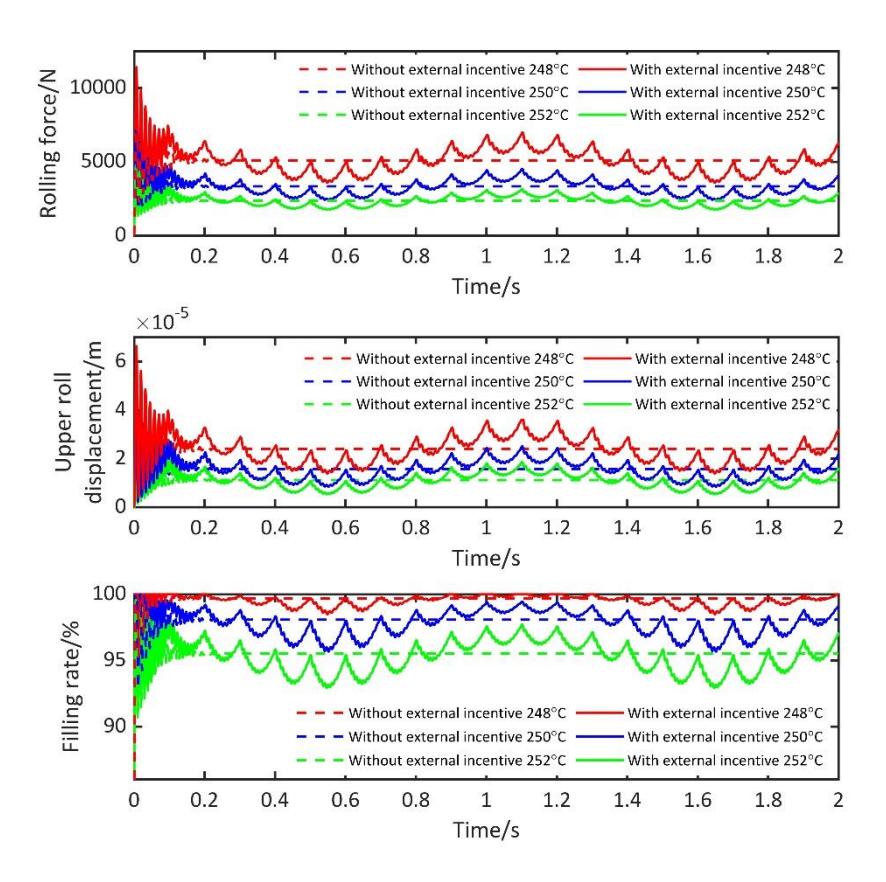
Influence of comprehensive external excitation on system dynamic response at different strip temperatures.
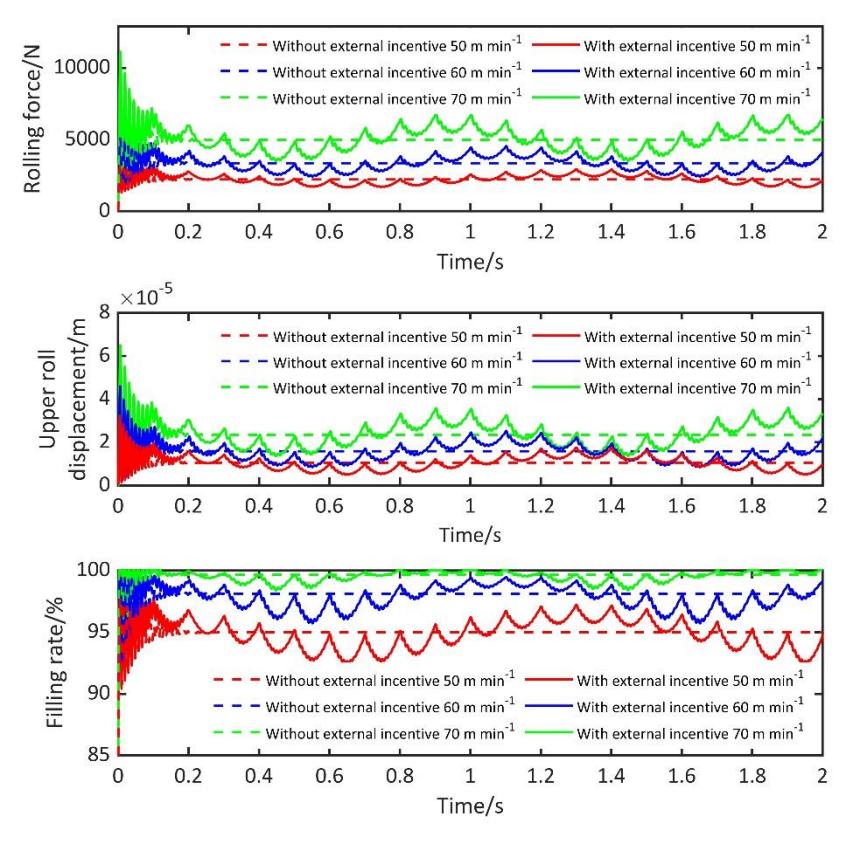
Influence of comprehensive external excitation on system dynamic response at different rolling speeds.
Discussion
Figures 8–14 illustrate the responses of rolling force, roll displacement, and filling rate under different external excitations. Specifically, the strip thickness difference introduces slow and periodic disturbances into the system, directly influencing the stability of rolling force and roll displacement. When process conditions suddenly change or the control system becomes unstable, sharp changes occur in the rolling force and roll displacement, thereby affecting the film covering quality.
As shown in Figures 8 and 10, a negative correlation is observed between strip temperature and rolling parameters (e.g., rolling force and upper roll displacement): as strip temperature increases, these parameters exhibit a decreasing trend. This phenomenon can be attributed to the reduction in material yield strength at elevated temperatures, which decreases the required rolling force under identical rolling conditions and consequently leads to a decrease in roll displacement. Meanwhile, higher temperatures enhance the fluidity of the film covering process, amplifying the dynamic response of the filling rate, explaining why the filling rate shows higher sensitivity to temperature.
Roll eccentricity introduces a speed-dependent periodic excitation, whose frequency is governed by the rolling speed. Higher rolling speeds correspond to increased excitation frequencies and, consequently, shorter fluctuation periods. Furthermore, the positive relationship between eccentricity magnitude and fluctuation amplitude aligns with the fundamental vibration principle that excitation intensity dictates response magnitude, as supported by the results in Figure 12.
Under combined external excitation from both strip thickness difference and roll eccentricity, the fluctuations in rolling force, upper roll displacement, and filling rate exhibit superimposed effects of the individual excitations, with heightened sensitivity to process parameters such as strip temperature and rolling speed. This indicates that in practical production, the coupled effects of multiple disturbances must be comprehensively considered, and precise process control and real-time adjustments are required to maintain the stability of film covering.
These findings also provide theoretical support for optimizing rolling process parameters and formulating control strategies. For instance, when increasing rolling speed to improve production efficiency, attention should be paid to the corresponding increase in rolling force to avoid roll damage caused by excessive force. For strips at different temperatures, control parameters can be adjusted by predicting the fluctuation trends of rolling force and filling rate. Specifically, during the rolling of high-temperature strips, monitoring of large filling rate fluctuations is recommended to ensure film covering quality.
Conclusion
This study conducted an original work on the dynamic problems of the film covering process and obtained the following conclusions.
A rolling force characterization model for the nonlinear stiffness characteristics of the PET film under unidirectional compression was established, and a melting and rolling dynamic model was developed. Using the melting layer thickness and rolling force as intermediate variables, process parameters such as the strip temperature and rolling speed were introduced into the dynamic model to analyze their influence on the filling rate and roll displacement response.
If the strip temperature is too high, the filling rate is insufficient. If the strip temperature is too low, an excessive roll displacement occurs. Therefore, the strip temperature has to be strictly controlled within the 246 ℃ −248 ℃. A high rolling speed can cause sever vibration problems, whereas low rolling speed can affect the filling rate, making rolling speed with in 65 m/min ~70 m/min.
Under different strip temperatures and rolling speeds, the strip thickness difference and roll eccentricity can cause significant slow and periodic dynamic fluctuations in the rolling force, roll displacement, and filling rate, with a fluctuation amplitude of more than 40%. When the process conditions suddenly change or the control is unstable, sharp changes occur in the rolling force and roll displacement, which have a significant impact on film covering efficiency and quality.
Acknowledgement
This work was supported by the National Natural Science Foundation, China (No. 51775038).
Compliance with ethics guidelines
The authors declare they have no conflict of interest or financial conflicts to disclose.
This article contains no studies with human or animal subjects performed by the authors.