
1 Introduction
The manufacturing industry, especially automobiles and aircraft factories, etc., make discrete products. Discrete products may be final products or parts and subassemblies that are made into final products elsewhere. Factories obtain parts from elsewhere or make them from raw materials. A production line is the basic
operation unit, covering the transformation process from raw material to final product [1-3]. SSW is a manufacturing process for joining different materials to produce a single component. SSW production lines are human-based and use spot-welding machines, as shown in Figure 1. Joining processes are then used to assemble different parts to yield the desired complex configuration [4].
In all production lines, quality is one of the basic measurement parameters for evaluating the production process other than cost and delivery (QCD approach). Quality is the ability of a product to meet and exceed customer expectations [5]. Awareness about quality issues is important because they occur in a significant proportion of defect products in many companies [6]. Quality issues in production lines are commonly analyzed after they occur based on the best solution for the issue involved. The poka-yoke or error-proofing technique developed by Shigeo Shingo is an important tool to ensure zero-defect production and is used in many companies to prevent defects during the manufacturing process [7]. The pokayoke approach developed in this paper is aimed at satisfying production control parameters in an SSW production line.
Currently, technological development is moving towards integration of information technology and manufacturing. Accordingly, a major trend in the manufacturing industry involves data connectivity, intelligent manufacturing, and big data analysis. New information technology (e.g. industrial internet, IoT, cloud computing, etc.) can increase productivity, reduce costs, and promote smart manufacturing [8]. IoT development in the manufacturing industry is focused on connectivity. It involves data acquisition to collect data measured by sensors directly or through a controller integrated with a communication protocol (e.g. Modbus, Fieldbus, HART, etc.), which transmit data to other networks for storage and/or other functions [9].
This research considered the human-based SSW production process in a local automotive component company. Due to the repetitive and fast cycle-time of the production process, human errors are inevitable. Such errors cause customer claims with the subject company. Based on the data of the customer claims, there were two major quality issues (missing nuts, wrong-size nuts, and asymmetrical spot weld marks). Due to the production line being manual, control of planned production and actual production was poor, leading to delivery issues (delayed delivery). Together these major issues contributed to 34.7% of customer claims on average from May to December 2018. The objective of this study was to solve the issues in the subject company through design and implementing a poka-yoke system utilizing the internet-of-things platform. In order to do that, four (4) production control criteria of the SSW production process had to be satisfied, i.e. spot-welding quantity per part, electrode maintenance, planned production versus actual production, and box capacity.
The poka-yoke design developed in this study comprised an actuator device, a proximity switch (sensor) device, and a PLC controller as the hardware. To use the IoT platform, the additional hardware required comprised a server PC, a client PC, an Arduino IDE, and a TCP/IP network with a LAN cable. We utilized opensource software (C++, VB.NET, and PHP) to create a human machine interface (HMI) application, and MariaDB SQL as the open database connectivity (ODBC) software for storing data from the hardware. Many successful design applications using the IoT platform have been proposed in previous research works (e.g. [9, 10] and the references therein). Also, there are several designs and implementation of the poka-yoke system in manufacturing processes in previous research works (e.g. [11-14]). We propose a poka-yoke design utilizing the IoT platform in this paper as a combined based on previous research works to meet the design criteria.
The organization of the paper is as follows. In Section 2 the preliminary literature review of the paper is discussed. In Section 3 we show the research methodology. The testing and results are shown in Section 4. Finally, concluding remarks are stated in Section 5.
2 Literature Review
2.1 SSW Production
Stationary spot welding, also known as resistance spot welding (RSW), is a process in which contacting metal surface points are joined by heat obtained from resistance to an electric current [15]. The process uses two shaped copper alloy electrodes to concentrate the welding current into a small spot and to simultaneously clamp the sheets together. Forcing a large current through the spot for a very short time period permits welding to occur without excessive heating of the remainder of the sheet, only melting the metal on the spot [16]. SSW production welding times range from 0.01 sec to 0.63 sec, depending on the thickness of the material, which can vary from 0.5 mm to 3 mm [15].
SSW is commonly employed in the manufacture of automobiles, aircraft, steel household furniture, and steel containers. It generally comes at a lower cost, both in terms of equipment and labor. It does not require an operator with advanced skills and is faster than other types of welding techniques [17]. A typical press type SSW machine is shown in Figure 1 [18]. The operation process is simple and can be done by one operator. When the machine is operation-ready, the operator does the setting of the sheets on top of the lower electrode, after which he presses the footswitch and the upper electrode moves down and clamps the sheets together.
Figure 1 Typical press type SSW machine.
2.2 Poka-Yoke System
Poka yoke is a technique developed by the Japanese engineer Dr. Shigeo Shingo to avoid human errors in order to achieve zero defects and eventually eliminate quality control inspection. It is also known as 'fool-proofing', 'mistake-proofing', or 'fail-safing'. Poka yoke is a preventive action that focuses on identifying and eliminating problems due to variations in manufacturing processes [7, 19, 20].
Common devices used in poka-yoke systems are guide pins, sliding rails, blinking lights and alarms, limit switches, proximity switches and sensors to prevent human errors – even when they deliberately try to make an error. These devices are used to stop the production process and send a signal to the operator or supervisor if something goes wrong. Depending on the poka-yoke system's functionality, there are three types that are commonly used: shutdown poka yoke, control poka yoke, and warning poka yoke. In shutdown poka yoke, the devices check for critical process parameters and shut the system down if any parameter is outside the setting zone. In control poka yoke, the devices act as a regulatory agency to prevent defects from being produced. Warning poka yoke makes the operator conscious of a parameter that is about to go outside the setting zone [13, 19].
Many authors have reported on poka-yoke systems to improve manufacturing processes and stated the importance of this system for lean manufacturing. Ref.
[13] implemented poka yoke on an assembly line consisting of mechanical and electrical designs along with a PLC controller to reduce the cycle time and create zero defects in thrust bearing, washer, and steel ball products. Ref. [14] worked on analyzing potential aq-issues before starting mass production to design a pokayoke assembly line in the early stages of product design to avoid later redesigns. Ref. [21] implemented a poka-yoke system using devices such as proximity switches (sensors) to reduce the cost of production and guarantee customer satisfaction.
3 Methodology
The implementation of the poka-yoke system in this research was aimed at establishing product quality with zero defects in an SSW production line. The current SSW production line depended on the human operator to produce products and to do product quality checks, but it could not meet customer demand due to human errors and strict product quality requirements.
The research methodology used in this study followed the poka-yoke system design methodology. This includes a study of the production layout of the subject company, problem identification in the existing system, observation at the workstation, brainstorming and selecting the best design, implementation, and monitoring [19]. A flowchart of implementation is shown in Figure 2.
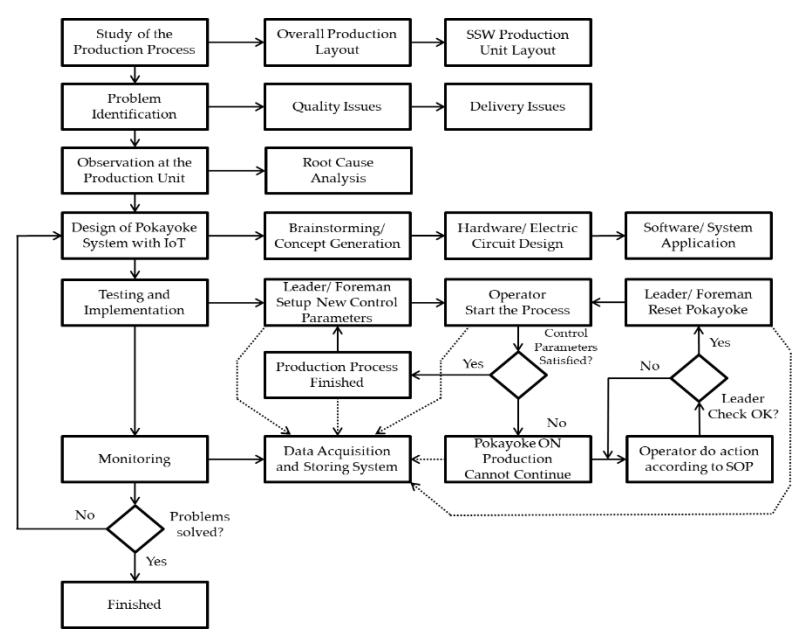
Figure 2 Flowchart of implementation of poka-yoke system with IoT.
3.1 Existing SSW Production Line
The overall production process in the subjected company is shown in Figure 3. It has three main in-house production processes: pressing, welding, and assembling. The welding process itself uses CO2 robot welding and spot welding (humanbased SSW and robot spot welding).
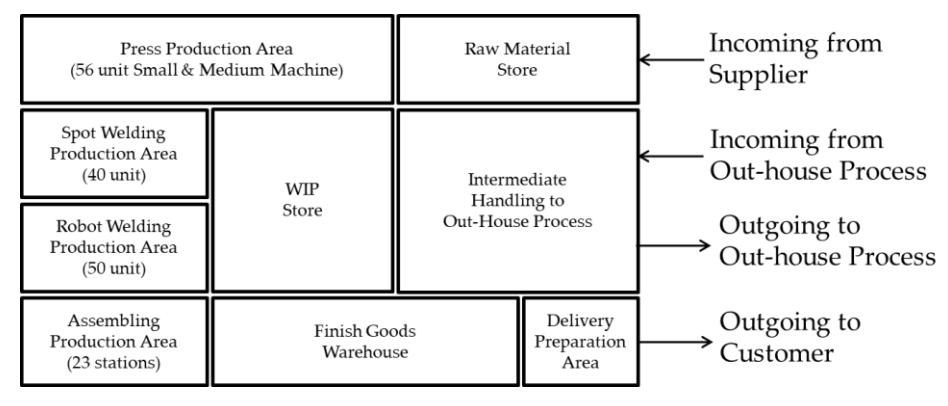
Figure 3 Overall production floor layout of the subject company.
A typical production unit layout for the human-based operation of an SSW production line and the step-by-step process are shown in Figure 4. The production process flows from left to right. Before the process starts the part is placed on the left side of the operator and after the process the part is usually placed on the right side of the operator. The working procedure before utilizing the poka-yoke system was as follows. The operator took part before the start of the process, prepared it for spot welding, and placed it on the electrode (step 1). The operator then pressed the footswitch (actuator) and the spot welding process occurred (step 2). After the process, the operator put the part in a box (step 3).
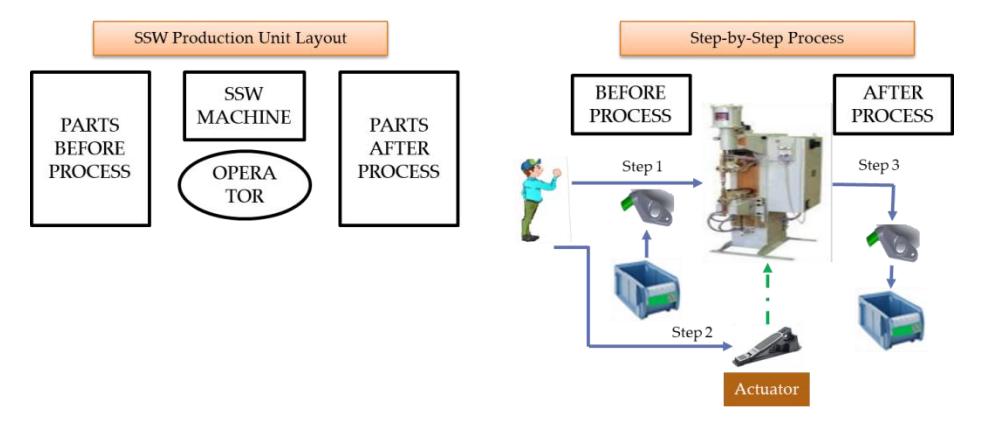
Figure 4 Overall production floor layout of the subject company.
Based on a survey among automotive industries that employ SSW production lines, four (4) control parameters need to be monitored. Any of these going outside of the setting or tolerance zone will create a defect product, too many or too few products, and/or a wrong delivery quantity.
1. Spot welding quantity per part
- a. The spot-welding quantity is different for each part depending on the standard operating procedure of each part. The numbers vary from one spot welding per part up to several spot weldings per part.
- b. If something goes wrong, a defect product is created due to insufficient weldings per part.
2. Production plan or target versus actual production
- a. The production plan differs each day depending on customer demand and actual production must follow what it is planned.
- b. If something goes wrong, there will be too many or too few products.
3. Box capacity or part quantity per box
- a. Each type of box can contain a standard quantity depending on the inventory and delivery requirements.
- b. If something goes wrong, there will be the wrong quantity of inventory and delayed delivery.
4. Electrode maintenance
- a. The upper and lower electrodes need to be maintained or replaced according to the machine vendor's specifications.
- b. If the electrode shape is outside of the vendor's specifications it creates defect products with asymmetrical spot weld marks due to the unbalanced shape of the upper and lower electrodes.
3.2 Problem Identification
As previously stated, using the QCD approach mentioned in [5] we identified quality and delivery problems in the production line related to the SSW production process (Figure 5) based on customer claim data.
As we can see, quality problems such as missing nuts, wrong-sized nuts, asymmetrical spot welding marks, and delivery problems such as delayed delivery were the four biggest problems that occurred. Together these issues contributed to 34.7% of customer claims on average from May to December 2018.
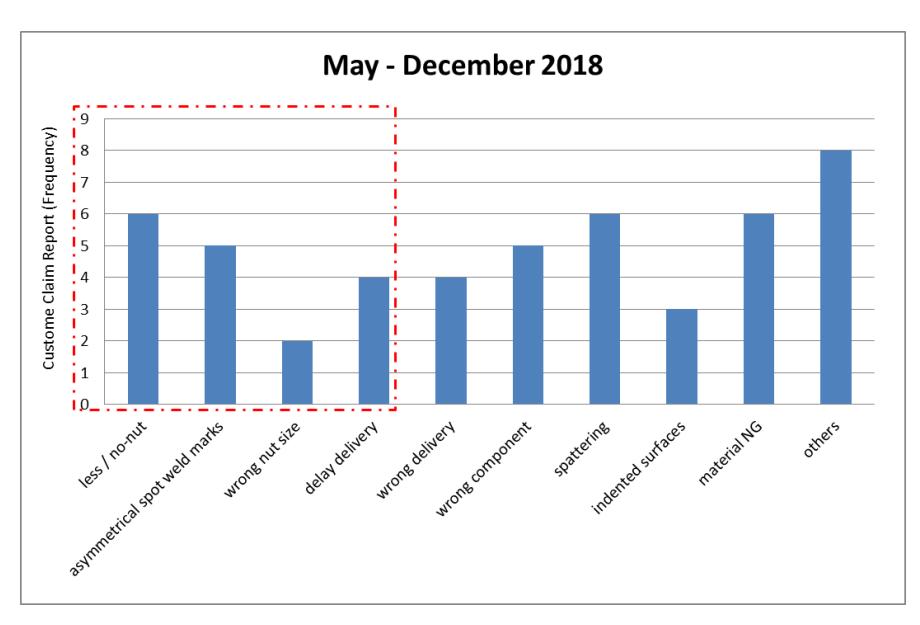
Figure 5 Customer claim data before poka-yoke implementation.
3.3 Observation at the SSW Production Unit/Workstation
Based on observations at the workstation, interviews with the supervisor and the operators, and part defect data, we concluded based on the root cause analysis (Fishbone method and 5-Why method) that problems occurred mainly because of the human errors mentioned below.
- 1. Manual control of the SSW production line control parameters,
- 2. Inconsistency in carrying out the work procedure,
- 3. Absence of warning signs or alarms for each control parameter,
- 4. New/replacement operators that are still unfamiliar with the process,
- 5. Late action of the supervisor due to delayed information from an operator about an ongoing problem.
There was also the request from users and management to extend the poka-yoke design to cope with data acquisition, data analysis, and real-time monitoring systems on the progress of production on the SSW production line.
3.4 Design of the Poka-Yoke System
3.4.1 Concept Generation
The optimal design of the poka-yoke system for the SSW production line consisted of a logic filtering function built into a PLC controller, with electric
circuit design and system application architecture. Figure 6 shows the concept of the system.
The poka-yoke system consisted of three devices: a proximity switch (sensor), a PLC controller with four (4) logic functions to control all of the parameters, and a CPU installed in the supervisor's working area. The function of the proximity switch (sensor) is to detect the part that goes into the box after the welding process.
The function of the PLC controller is to control the production process based on the four logic functions to see if they meet the production criteria. If one of the logic functions does not meet the criteria then the production process is stopped and the operator cannot continue to work. The function of the CPU is to act as a monitor and control device for the supervisor. The supervisor can set the values of all the parameters before production is started.
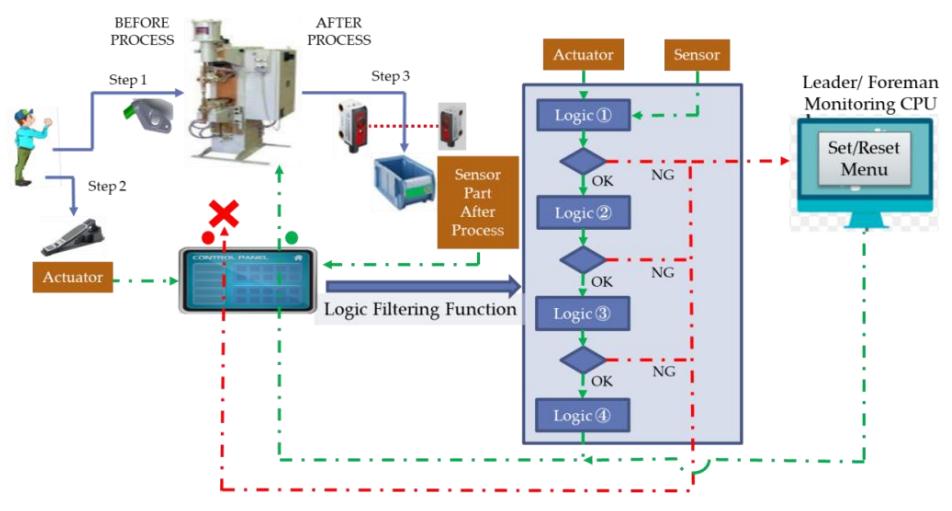
Figure 6 Concept of SSW production line with poka-yoke system.
The working procedure after utilizing the poka-yoke system is as follows. The operator takes a part before the process, prepares it for spot welding, and places it on the electrode (step 1). The operator presses the footswitch (actuator), the PLC controller checks the control logic; if it passes (OK condition), the spotwelding process occurs (step 2). The operator puts the part after the welding process in a box, the sensor detects the part, the production counter counts up (step 3). The control logic's details are shown in Figure 7.
Figure 7 Poka-yoke system control logic.
The poka-yoke system can be extended to other SSW machines in one network, as shown in Figure 8. The supervisor can control and monitor several SSW machines during production with this configuration.
Figure 8 A network of poka-yoke systems in an SSW production line.
3.4.2 Electric Circuit Design
The electric circuit design used to operate the poka-yoke system is shown in Figure 9. This simple circuit design shows the difference before and after employing the poka-yoke system.
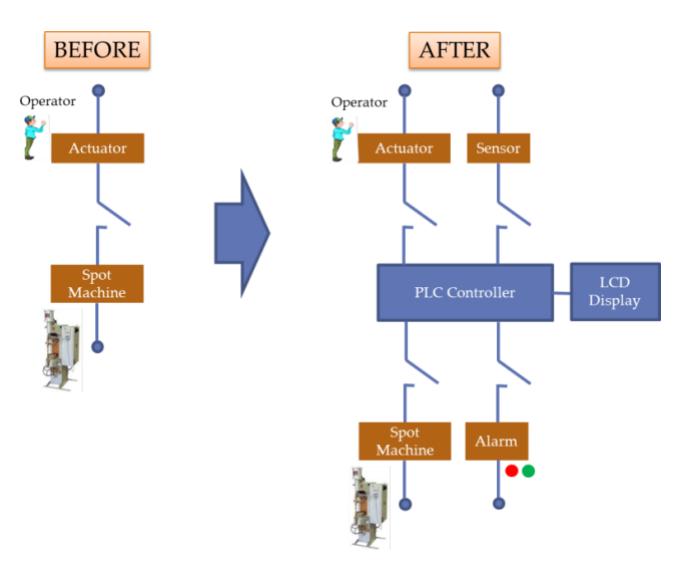
Figure 9 Electric circuit design before and after poka-yoke system.
3.4.3 System Application
3.4.3.1 System Architecture
The system architecture for the application of the poka-yoke system is shown in Figure 10. We considered the development of system application using a desktopbased and web-based software platform to cope with the request to provide easyto-access SSW production line information for the operator, supervisor and the management team. It was also based on the requirement to be able to set and reset the parameters on the supervisor's computer.
A system comprising a server PC, a client PC, PLC controllers for several SSW machines, an Arduino IDE was established. The server PC and PLC controllers were connected through the TCP/IP Modbus protocol and a LAN cable as the interface. The server PC used the TCP/IP standard protocol to connect to the client PC. We used a separate TCP/IP network between the SSW production line network and the office network to ensure safety.
On the server-side, we employed a fault-tolerant, scalable, open-source MariaDB SQL that supported column-oriented storage and schema flexibility as the database for this poka-yoke system. The web interface and desktop app interface were developed using open-source PHP and the VB.Net software platform. For the operator interface, a cheap and commercially available Arduino was utilized instead of an expensive industrial-grade HMI system with the C++ software
platform. Industrial-grade PLC was used to guarantee error-free data acquisition from the hardware devices and data transmission to the server.
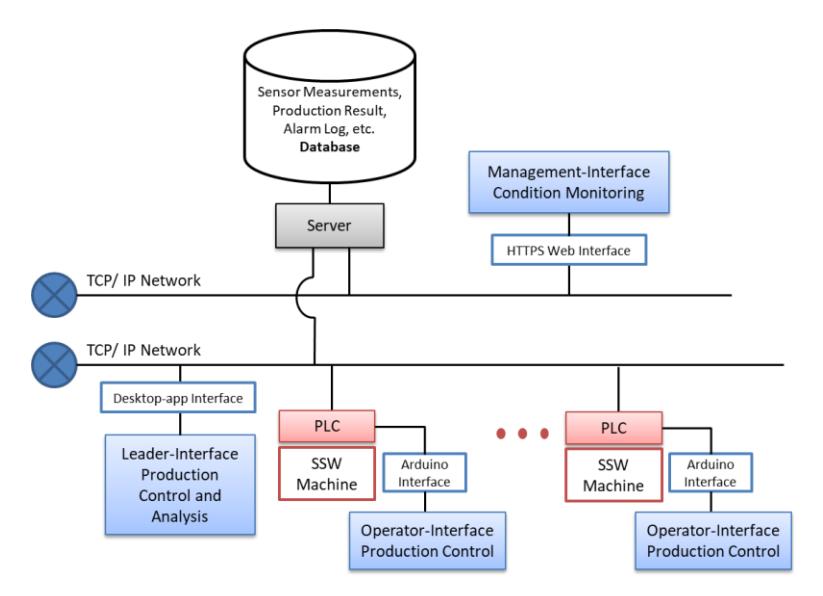
Figure 10 System architecture.
3.4.3.2 Dashboard Menu
The system application dashboard display in the supervisor's CPU is shown in Figure 11. With this system application, the supervisor can set the production part, monitor the production progress (setup value versus actual value), and check the poka-yoke status and alarm status related to the determined SSW parameters.
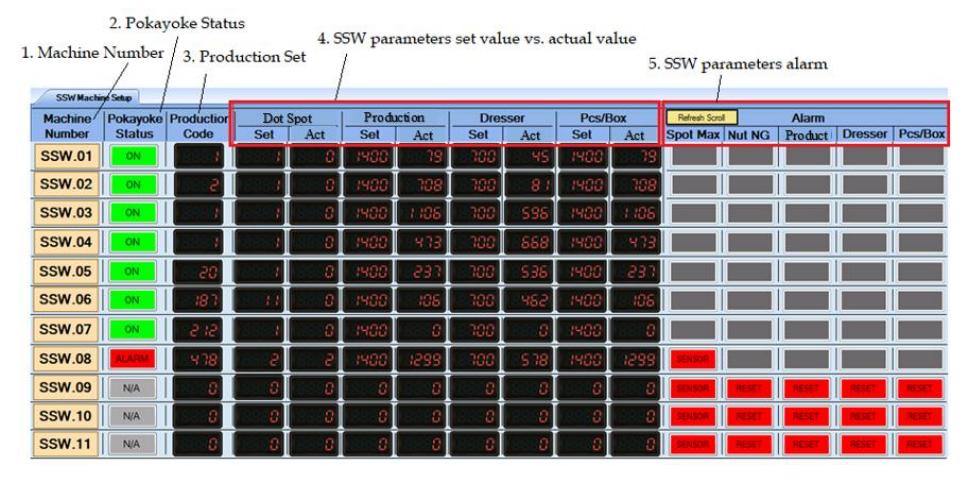
Figure 11 Poka-yoke system application dashboard in the supervisor's CPU.
The system application dashboard display for the operator in each workstation is shown in Figure 12. Monitoring of the determined SSW production line parameters for each workstation and alarm lamp + buzzer is employed to minimize human errors.
Figure 12 Poka-yoke system application dashboard in the operators' workstations.
The web-based poka-yoke system application dashboard is shown in Figure 13. This dashboard functions mainly as a monitoring tool for the management team to get production floor information anywhere and anytime in the office.
Figure 13 Web-based poka-yoke system application dashboard.
4 Testing and Test Results
The test results shown below confirm that the poka-yoke system implementation was successful.
- 1. Production is stopped when the spot welding quantity has reached the set value. An alarm goes off to inform the operator that the production of the part is finished and that it can be put into a box. The operator puts the part in the box after the process, the sensor detects the part, the production counter counts up and the poka-yoke alarm turns green to indicate that the station is ready for the next production process.
- 2. Production is stopped when the spot-welding quantity is lower than the set value and the operator puts the part in the box after the process. The sensor detects the part and the control logic counts it as defect product. The operator must notify the supervisor that there is a defect product in the box after the process and show it to the supervisor. After a check, the supervisor resets the control logic and the poka-yoke alarm turns green to indicate that the operator can continue to do spot welding until the set value is reached.
- 3. Production is stopped when the actual quantity production reaches the set production target. An alarm goes off to tell the operator to report to the supervisor, who changes the production part and resets the control logic.
- 4. Production is stopped when the actual quantity production reaches the set box capacity. An alarm goes off to tell the operator to change the box after the process.
- 5. Production is stopped when the number of welding strokes reaches the set electrode maintenance stroke. An alarm goes off to tell the operator to do preventive maintenance (dressing) on the upper and lower electrodes. The operator reports to the supervisor after the maintenance activities are finished and the supervisor resets the control logic.
- 6. The supervisor can utilize the supervisor-interface system application to monitor production progress, reset the poka-yoke alarm, and improve the overall quality and productivity.
- 7. The management team is able to use the management-interface system application in real time to do monitoring without getting data acquisition errors from the PLC and network.
The implementation results showed that the design poka-yoke with the IoT system was effective in solving the quality and delivery issues. Based on the collected data after implementation, the stated quality issues and delivery issues were significantly reduced to a 5.3% combined average from February to May 2019, as shown in Figure 14.
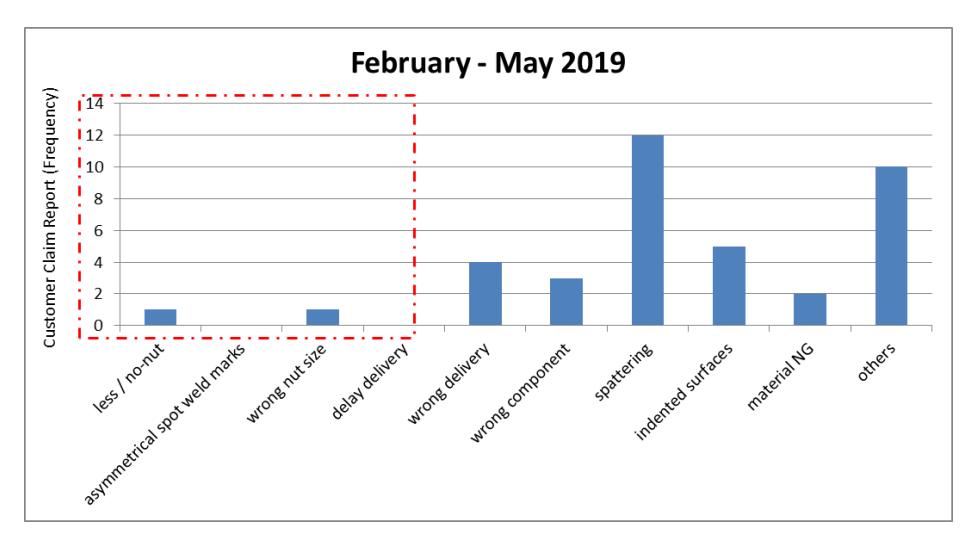
Figure 14 Customer claim data after poka-yoke implementation.
5 Conclusion
Errors are inevitable and it is human nature to make errors, especially in production processes that have strict quality requirements to increase customer satisfaction. The approach presented in this paper was developed to prevent operators from making errors in an SSW production line using a poka-yoke system. Four control parameters were considered in designing the poka-yoke system. We utilized the IoT platform to satisfy user and management requirements for a production monitoring system.
The testing results showed that the system could be successfully applied to the SSW production line and satisfied all requirements. The implementation result showed reduced customer claim frequency related to the SSW production process, where previously the average percentage contribution of the four biggest issues from May to December 2018 was 34.7% of customer claims, while after improvement the average percentage contribution of the stated issues from February to May 2019 was 5.3%. A follow-up of this research is considered to consider extending the poka-yoke system with other parts of the production line than the SSW production line.