
1 Introduction
The heat transfer mechanism describes temperature difference based on the fundamental principle that heat always flows from hotter to colder regions. Engineers use various geometries to optimize thermal processes, considering specific characteristics of internal features, surface area, and other factors to determine efficiency and heat transfer rate. For example, complex geometries can significantly enhance heat transfer through topology optimization and computational modeling, while simple or specific shapes may be designed to reduce heat loss [1][2].
Heat transfer mechanisms such as conduction, convection, and radiation are key drivers of energy flow, with surface geometry optimization of components like louvres greatly improving convective dissipation rates. To handle the intermittent nature of ambient energy, energy storage strategies such as sensible, latent, and thermochemical heat storage are used to bridge the gap between supply and demand. In energy harvesting systems, these processes are enhanced through advanced computational optimization methods to reduce entropy and increase conversion efficiency [3]. These optimization algorithms specifically address the complex balance between maximizing heat exchange and minimizing mechanical stress or the auxiliary power required to keep the system running [4]. By integrating high-precision thermal modeling with these discrete optimization frameworks, researchers can develop resilient structures that offer both enhanced structural integrity and optimal thermal regulation [5].
The primary goal of louvre structures is to maximize heat dissipation. Several metrics are used to quantify their performance in this regard, such as the Nusselt number, the heat transfer coefficient, and the Colburn j factor. The heat transfer coefficient indicates the rate of heat transfer per unit area. The Nusselt number represents a dimensionless ratio of convective to conductive heat transfer across the boundary. An optimized, defect-free louvre surface results in a high Nusselt number [6].
The Colburn j factor defines a dimensionless modified Stanton number used specifically in heat exchanger design to compare the thermal performance of different fin geometries [7]. Thermal management systems are urgently needed, as they can significantly improve environmental conditions in terms of temperature and humidity. Improving the efficiency of thermal systems has become a key research focus for industrial applications.
Many studies have developed comprehensive models of heat transfer and flow constraints for ventilation. Accordingly, various iterative algorithms have also successfully integrated energy consumption models. One of these is an Artificial Neural Network-based heat exchanger model [8]. The research suggested analyzing the correlation between heat transfer performance and geometry, especially how they are fundamentally related. Consideration of an object's geometry influences its surface area-to-volume ratio. As a result, they directly affect the rate of heat exchange through conduction, convection, and radiation [9]. Therefore, one study emphasized the importance of optimizing the machining time of CNC milling machines by adjusting machine parameters and toolpath strategies [10].
Another research concentrated on effective management of geometric configurations, which is essential for optimizing thermal performance and controlling heat flow. Additionally, metallic materials and standard uniaxial tensile tests with round or flat specimens can only accurately produce the stressstrain curve before diffuse necking. It becomes even more important to characterize the stress-strain curve at large strains in each material zone to assess structural integrity. This research emphasizes minimizing the total traversal cost (air-cut distance), which acts as a proxy for machining time, energy use, and production costs. The operational approach should eliminate path intersections to ensure collision-free movement and better surface quality than self-generated paths. These factors must be considered alongside thermal performance monitoring [11]. Figure 1 shows the impact of stress material when tool path planning is not used.
Figure 1 Stress material without tool optimization.
The total surface area of an object is a critical factor that influences heat transfer performance. An increased surface area enhances the pathways available for thermal energy dissipation through conduction, as expressed in Fourier's Law of Heat Conduction, where the surface area (A) explicitly appears as a governing parameter [12]. Therefore, designs like louvered fins or other geometric modifications can be used to increase the surface area for heat transfer and improve heat exchanger efficiency [13].
Louvered geometries are widely used for air-side heat transfer surfaces such as heat exchangers. Many studies have reviewed heat transfer enhancement in single louvered fins, multi-louvered fins, and found that relatively high louvered angles can effectively improve heat transfer performance [14]. Generally, louvered fins have higher overall performance than slit fin geometry [15]. However, producing a louver geometry requires specialized optimization and greater computational
effort, especially when a turret punching machine is used, as it is primarily used in computer numerical control (CNC) systems.
A CNC turret punch press is a sheet metal fabrication system that uses a single or multi-tool rotating turret to enable automated punching with high efficiency and geometric flexibility [16]. Optimization for a non-geometric hole is based on a well-known non-deterministic polynomial (NP) hard problem that aims to find the best solution for the shortest path among many possible routes. A simple common hole used for perforation must be carefully optimized for minimal machining time. However, when it comes to louvre geometry, tool path planning must be thoroughly considered, since damages or defects are likely to occur, especially when trajectory collisions happen.
A study on hole optimization of turret punching machines has achieved optimal time results using a combination of simulated annealing and Genetic Algorithm [17]. In this research, a circle geometry in single and multiple strokes was utilized. Another study using Genetic Algorithm to find the shortest cutting tool travel path achieved an efficient solution, as it was also translated into G-Code for CNC production [18]. Research on tool path planning for B-spline surfaces for subtractive end milling has been conducted using neural networks. In this study, the adaptive ISO-scallop high method was used to generate breakpoints at the boundary [19]. Another study focused on analyzing the effects of the tool path. In this research, the intrusion depth of the forming tool was examined and applied to the sheet material based on its geometric form [20]. Accordingly, the best algorithm for tool path planning of a forming geometry must be determined, as not many studies have conducted tool optimization for louvre geometry, especially when it also involves the intrusion depth. Not to mention that the machine operates at high speed and therefore unhandled tool optimization for louvre geometry can lead to severe collisions and inefficiencies in many aspects.
Therefore, the framework for tool path planning in louvre geometries must include all process degrees of freedom [21]. Meanwhile, the path-planning algorithm combines the contour-offset filling method with Hilbert-curve filling. These are optimized by using a cubic uniform basis spline (B-spline) curve and an additive manufacturing (AM) path planning algorithm [22]. Although these methods were shown to be suitable for a six-degrees of freedom (six-DOF) manipulator, they were not suitable for metalworking tasks. Therefore, it was suggested to create a new design of freedom for feasible solutions in automated integration, especially for louvre geometries [23]. Design rules must be well implemented in additive manufacturing and any new method must always be adjusted for further development.
When new approaches are implemented in the machining process, they will reduce the arising complexity from the new design freedom of incremental manufacturing in an early component design phase, as highlighted in the objectivity of this research [24]. Future research themes should focus on synergistically combining subtractive and additive processes, as these methods can help manufacture internal, overhanging, and high aspect-ratio features with precise geometry and surface qualities [20].
The shortest path problem in punching system operations for heat transfer can be modeled as an instance of the Traveling Salesman Problem (TSP). This is a wellknown combinatorial optimization problem widely used in routing and scheduling tasks. TSP-based optimization techniques have become standard benchmarks for solving complex algorithmic challenges [25][26]. Formally, TSP requires finding a Hamiltonian cycle in a weighted graph, where each vertex, city, node, or hole must be visited exactly once. The primary goal is to minimize the total traversal cost, thereby ensuring the shortest possible travel distance [27][28].
In the hole-punching process for heat-transfer optimization, each hole position on the workpiece can be represented as a node in the formulation of TSP, with the toolpaths between holes corresponding to the weighted edges of the graph. In this context, the total travel distance should be minimized. This formulation ensures the generation of an optimal machining path, thereby reducing tool movement, machining time, and overall production costs [17]. Building on the previously outlined background, this research examined the relationship between tool path travel time and manufacturing costs in hole-processing using particle swarm optimization (PSO). Since the manufacturing time must be optimized to minimize overall expenses, an analytical approach is necessary to identify the shortest possible tool path for punching operations in producing heat transfer schemes. The optimal path can then be converted into a time-based function representing a complete operational cycle.
Typically, a standard PSO is designed for continuous problems, so modifications are needed for discrete spaces like TSP. Researchers often use Discrete PSO (DPSO), a hybrid PSO, or even simulated annealing to solve TSP effectively. These methods can produce high-quality solutions within reasonable computation times [29]. The key insight of this research is provided by a mathematical framework for swap operators and sequences to connect the continuous PSO kinematics with the discrete needs of TSP for tool path planning and industrial use [30][28]. This research redefined some operators on the basis of them. Another investigation yielded the application of Discrete PSO (DPSO) to surface geometries in a way very similar to how one should treat louvre machining paths [31].
However, a good balance of exploration and exploitation must be maintained. Particles in PSO should share information about promising solutions, often leading to near-optimal routes in fewer iterations than brute force methods. Although the exact optimal solution is not guaranteed, since TSP is nondeterministic polynomial (NP) hard, PSO typically provides approximate or nearoptimal solutions [32]. Hence, this research focused on a modified adaptive PSO that is applicable for optimizing tool path planning, especially for producing a feasible solution of louvered geometry with a new design of freedom.
The rest of this paper is structured as follows. After the introduction, the Traveling Salesman Problem and particle swarm optimization are discussed in Section 2, followed by the research and methodology in Section 3. Results and analysis are presented in Section 4. Finally, conclusions and future work are summarized in Section 5.
2 Travelling Salesman Problem and PSO Optimization
The Traveling Salesman Problem derives from a key concept of graph theory that is formulated as G = (V, E), where the vertices represent entities and the edges represent relationships between them. The mathematical formulation of G = (V, E) defines an objective function for a Hamiltonian cycle in a weighted graph. Each vertex represents a location that must be visited exactly once. The research aims to minimize distance, with the objective function directly optimizing total machining time and overall production costs [33].
A graph is considered connected if there is a path between every pair of vertices. A graph can also be disconnected, where some vertices are isolated or unreachable from others. TSP can be formulated on both directed and undirected graphs, depending on the situation. For an undirected TSP, also known as symmetric TSP, the distance from city A to city B is the same as from B to A, as it defines a symmetric case. Meanwhile, the directed TSP describes an asymmetric case. In this situation, the distance or cost from city A to city B may differ from that from city B to city A. A typical theoretical TSP for four cities or nodes is depicted below.
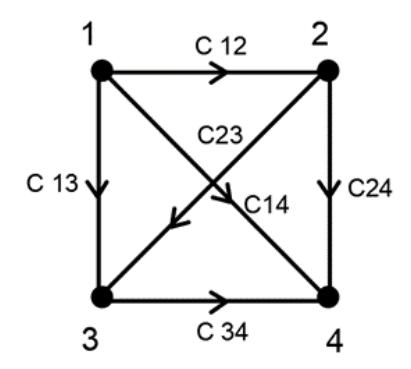
Figure 2 Example of the Traveling Salesman Problem for four cities.
Figure 2 shows that the visited nodes can be represented by Eq. (1):
\[C_{12}X_{12} + C_{13}X_{13} + C_{14}X_{14} + C_{23}X_{23} + C_{24}X_{24} + C_{34}X_{34}\] (1)
in which C defines distance or cost, X is an existing path, i is the origin city, and j is the destination city in terms of \(0 \le X_{ij} \le 1\). This term indicates the existence of a route between cities. Generally, TSP is formulated as follows in Eqs. (2) and (3):
\[\sum_{i=1,i\neq 1}^{n} X_{ij} = 1 \text{ where } i = 1,2,...n\] (2)
\[\sum_{i=1,i\neq 1}^{n} X_{ij} = 1 \text{ where } j = 1,2,...n\] (3)
The minimized cost or distance in TSP is shown in Eq. (4):
\[\sum_{i=1}^{n} \sum_{j=1, j \neq i}^{n} C_{ij} X_{ij} \tag{4}\]
In the case study of hole manufacturing for single-stroke operations of louvre geometries, the TSP formula presented above can be modified as follows in Eq. (5):
\[Z = \sum_{j=1}^{n} \sum_{k=1}^{n} C_{jk} X_{jk}\] (5)
With particular constraints of:
\[\sum_{j=1}^{n} X_{jk} = 1 for(j = 1, 2, 3, ..., n)\]
\[\sum_{j=1}^{n} X_{jk} = 1 for(k = 1, 2, 3, ..., n)\]
The particle swarm optimization (PSO) algorithm describes a process for finding solutions using a swarm of particles. Each particle is randomly initialized within predefined lower and upper boundary constraints. In PSO, a particle functions as a candidate solution, where its position in a multidimensional search space indicates a potential answer to the optimization problem. The swarm's exploratory behavior emerges as each particle moves through the search domain by dynamically adjusting its trajectory. This mechanism is guided by two key components: the particle's own historically optimal position, often called the personal best or local best, and the most optimal position found by the entire swarm, known as the global best [34]. This dual adjustment mechanism ensures the dissemination of information both internally within the memory of each particle and externally across the swarm. These mechanisms facilitate a balance between local exploitation and global exploration during the optimization process. The searching procedure is subsequently iterated over a finite number of cycles [35][36]. During the search process, the swarm progressively converges toward regions of higher solution quality until it reaches either a relatively stable equilibrium state, the maximum number of iterations, or the so-called algorithm's termination criterion. Within each iteration, the quality of each candidate solution is represented by the position of a particle. It is rigorously evaluated using a fitness function that serves as the quantitative measure of solution performance concerning the optimization objective [37].
In the algorithmic framework, each particle is treated as a point in a defined-dimensional search space. The state of a particle in this space is mainly determined by two core attributes: its positional coordinates and velocity vector. Both influence their dynamic behavior throughout the optimization process as described below in Eqs. (6) and (7):
\[x_{i}(t) = x_{i1}(t)x_{i2}(t)....,x_{iN}(t)\] (6)
\[v_{i}(t) = v_{i1}(t)v_{i2}(t)....,v_{iN}(t)\] (7)
where X denotes the particle's position, V represents its velocity, i corresponds to the particle's index, T indicates the t-iteration, and N defines the dimensionality of the search space. Therefore, the updating mechanism in PSO can be expressed as follows:
\[v_i(t) = v_i(t-1) + c_1 v_1(X_i^l - x_i(T-1)) + c_2 r_2(X^G - x_i(t-1))\] (8)
\[X_{i}(t) = V_{i}(t) + X_{i}(t-1)\] (9)
The local best position of the i-th particle at each iteration is denoted as \(X_I^l = X_{I1}^l, X_{I2}^l, \cdots, X_{IN}^l\). Meanwhile, the global best is represented as \(X^G = X_{i1}^G, X_{i2}^G, \cdots, X_{iN}^G\). The parameters \(c_1\) and \(c_2\) represent positive constants commonly referred to as learning factors. In contrast, \(r_1\) and \(r_2\) denote random numbers that are uniformly distributed within the interval [0,1].
In the proposed PSO framework, the distance matrix represents the positional relationships between holes and must first be processed in the problem space. The distance matrix is defined as:
\[i_{ij} = \sqrt{(y_j - y_i^2) + (x_j - x_i)^2}\] (10)
in which \(i_{ij}\) defines the distance from node i to node j. Therefore, the distance matrix is calculated when designing a louvre geometry prior to the machining operation. The initialization of particle positions corresponds to candidate routes. It is performed by generating a sequence of random values within the interval (0, 1). The number of generated values matches the number of cities, or louvre holes in this case, that must be visited. It also ensures that each route representation satisfies the complete traversal requirement. This initialization process is then repeated by all particles, thereby forming the entire population that serves as the foundation for the search in the optimization process. The swarm size is the number of candidate solutions, or particles, exploring the tool path space simultaneously.
A larger swarm increases search diversity, making the algorithm more robust to outliers and less likely to miss the global optimum. In this research, as the population size increases, the average-time curve more closely converges to the minimum-time curve. Inertia weight \(\omega\) controls the impact of a particle's previous velocity on its current movement [38]. It provides momentum, as a high \(\omega\) encourages global exploration by allowing particles to maintain their trajectory, while a low \(\omega\) promotes local exploitation by slowing particles down to fine-tune a specific area. In tool path planning, this ensures that the transition between louvre nodes is stable and prevents erratic, overlapping movements that cause collisions. The balance between \(c_1\) and \(c_2\) ensures that the swarm stays connected. If it arrives at a single point too quickly, this is called premature convergence [34][39].
When PSO is executed for a specified number of iterations, the iterative search process continues until the defined termination criterion, such as the maximum number of iterations or a sufficiently small error threshold, is met. At this point, swarm dynamics gradually decrease the balance between exploration of the search space and exploitation of promising regions, thereby facilitating convergence toward an optimal solution. The final outcome of this process is represented by the position of the particle as the global best, reflecting the most optimal solution identified by the swarm during the optimization procedure [40].
In the context of tool path optimization for louvre geometries, the objective function serves as an advanced proxy for manufacturing efficiency. Instead of using a separate penalty for collisions, the algorithm ensures safety and speed by minimizing costs through distance reduction, implicit redundancy penalties like efficiency logic, operational results, and natural path selection. It is also worth noting that operational outcomes include collision-free trajectories, surface quality preservation, and predictable machining.
3 Research Methodology
In this section, we elaborate on the core methodology, especially on PSO implementation for louvre geometry optimization. It is essential to prohibit recrossing paths and tool revisits to the same hole; PSO effectively prevents trajectory intersections. This mechanism is crucial for avoiding tool collisions, preventing sheet metal deformation, and ensuring high surface quality. PSO also uses a fitness function to penalize inefficient motions, guiding the swarm toward a global best solution that minimizes travel distance. These measures lead to predictable tool motion and a significant reduction in machining-induced defects. Accordingly, the process flow chart shown in Figure 3 illustrates the sequence of actions that result in PSO convergence for louvre geometry tool path planning.
As shown in Figure 3, data design and hole coordinate initialization are first performed within the louvre geometry. This process must be completed before the matrix design, as the matrix distance needs to be accurately calculated prior to invoking PSO. Random numbers are crucial for guiding each particle's movement through the search space, especially for updating velocity and position, helping to balance exploration and exploitation. They also prevent the swarm from converging too early.
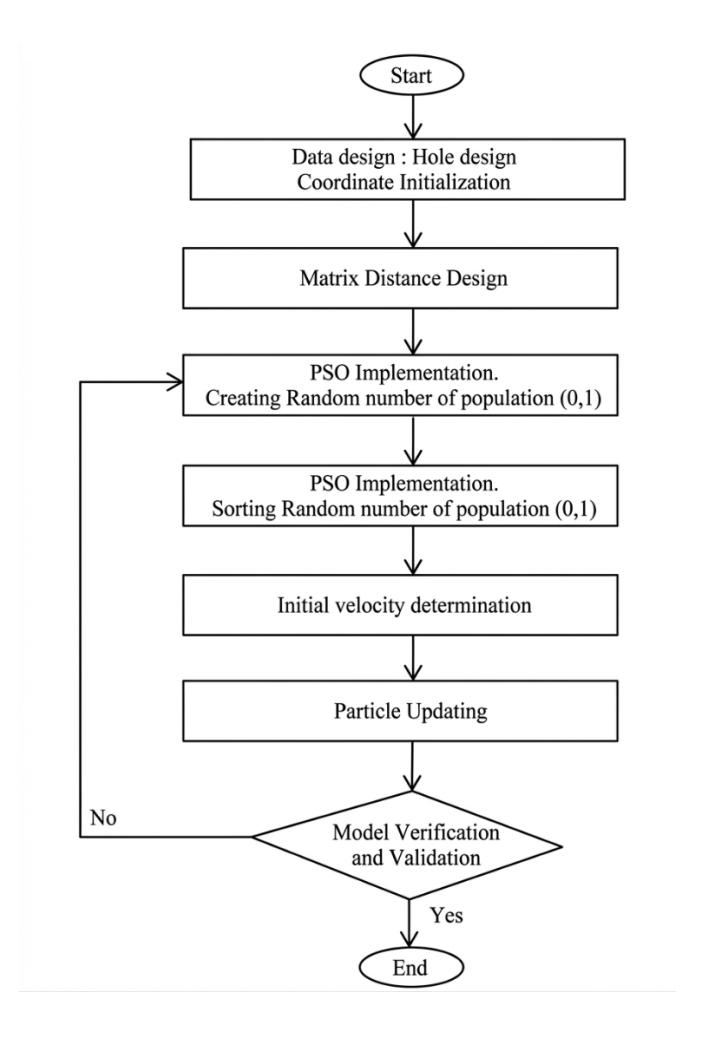
Figure 3 Process flowchart.
As it is inspired by flocks of birds or schools of fish, particles in PSO are dynamic, having momentum as they move through the search space. By combining inertia, self-knowledge, social learning, and redefined kinematics to bridge the gap between standard motion and discrete steps, PSO performs well for complex hole manufacturing optimization problems. Accordingly, the initial design of the louvre geometry is shown in Figure 4. It shows the initial design of the louvre geometry. It is important to note that the machining process must be displayed before being integrated into the CNC machine. Trajectory intersections are strictly forbidden, as they can cause severe collisions, metal sheet deformation, and surface defects. These machining failures will also significantly increase production costs, since sheet metal is very expensive.
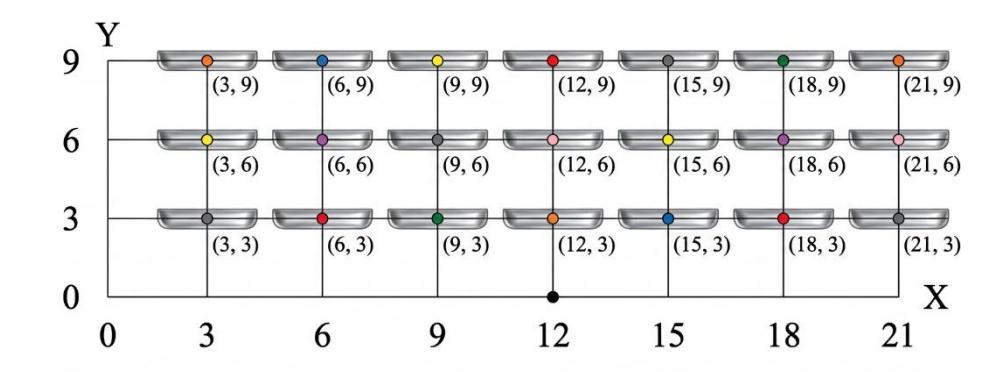
Figure 4 Initial louvre geometry design.
4 Result and Analysis
This section presents the findings on heat transfer performance optimization of louvre geometries using PSO. The self-generated machining process revealed multiple trajectory intersections, as shown in Figure 5. It was observed that potential collision zones and metal deformation of the louvre geometry are likely to occur if PSO is not applied. The presence of the louvre geometry induces stress concentration due to abrupt changes in the cross-sectional area, as depicted in Figure 5.
Figure 5 Self-generation of a louvre geometry.
As shown in Figure 5, surface defects and tool collisions are likely to occur. Surface defects are flaws or imperfections that can reduce the quality and usability of raw sheet metal material. However, before PSO was applied, the machining process required 0.60 minutes or 36 seconds to complete a singlestroke operation using a louvre geometry. Although this indicates a relatively efficient travel time, it reveals that the initial NC program lacks optimization in tool path generation, justifying the need for algorithmic improvements. If tools are not properly designed and optimized, they can directly cause stress, damage, and defects in the material due to collisions on the sheet surface.
In this research, simulation using TOPS 300 software for CNC could easily predict how the sheet metal machining process would occur. Prior simulation allows tool designers to plan the tool path. After PSO optimization is implemented, as shown in Figure 6, it can be observed that the tool path planning has no trajectory intersections with the machining process, taking 0.60 minutes or 36 seconds. Although the time consumption is similar, the absence of trajectory intersections is a significant achievement, as it successfully avoids collisions and damage. In the real machining process with PSO optimization, as depicted in Figure 6, both energy and time are conserved. The lack of path re-crossings indicates that the tool did not revisit the same holes, signifying a successful PSO in tool path optimization for louvre geometries. Consequently, it also effectively maintained a smooth surface quality and ensured predictable tool motion.
Figure 6 PSO tool optimization for louvre geometries.
In this research, 1000 PSO iterations were conducted, as shown in Figure 7. The black line indicates the minimum time, while the red line shows the average time within the population. The relationship between the two graphs suggests that as the population size increases, the average-time curve gradually approaches the minimum-time curve. In this specific case study, not only was the objective of successful convergence achieved, there was also no revisiting of the same holes, collision-free operation, and the achievement of minimum machining time.
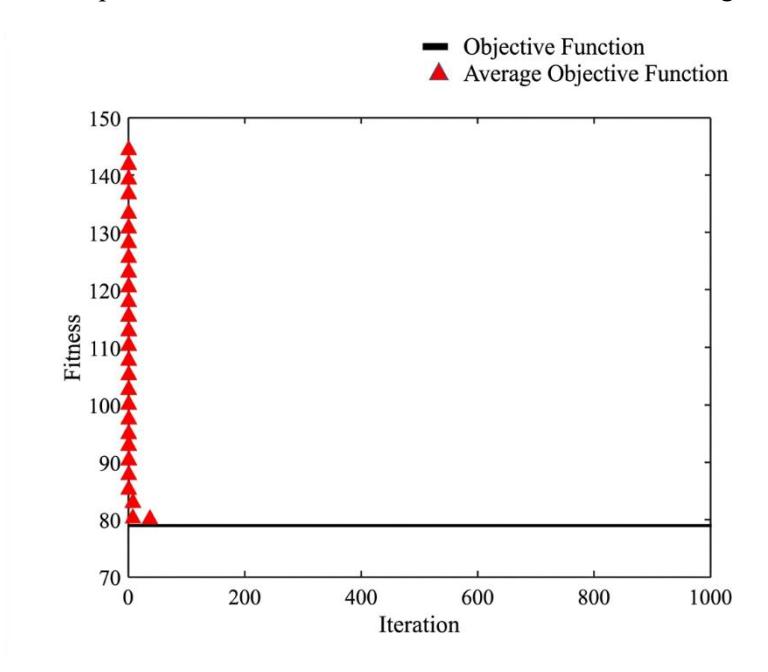
Figure 7 Representation of the convergence performance of PSO.
Figure 7 shows the X axis, which represents iteration ranges from 0 to 1000 in the optimization process. Meanwhile, the Y axis defines the fitness function, which ranges from 70 to 150. It indicates the respective fitness value or objective function value. Furthermore, the black line shows the best or minimum objective function value within the population, while the red triangles in Figure 7 depict the average fitness value of the population across iterations.
In the early iterations (0-50), the average objective function started at a high fitness value of 145; however, it quickly decreased and converged toward 80. Stabilization became noticeable after 50 iterations, during which the average objective function stabilized around 80, while the minimum objective function, represented by the black line, remained constant at 80 from the beginning. Finally, during the long-term iterations ranging from 50 to 1000, both curves converged and overlapped at the same fitness value of 80. This indicates that no
further improvement occurs after convergence is reached. The findings clearly demonstrate that PSO has effectively minimized the objective function, achieving convergence with high efficiency and stability. Furthermore, the absence of significant changes after 50 iterations indicates that the optimal solution is reached early, highlighting the robustness of PSO.
5 Conclusion and Future Research
Effective energy storage strategies, such as utilizing phase change materials within louvered enclosures, rely on high-precision manufacturing to ensure uniform thermal contact and consistent heat charging or discharging cycles. The absence of trajectory intersection with minimized machining time can be considered a significant achievement of this study. It shows that potential tool collisions, redundant motions, and machining-induced damage can be effectively avoided for louvre geometries using PSO. Such results not only improve operational safety but also help preserve energy consumption and reduce machining time. Since intersecting trajectories would otherwise cause the recutting of previously machined regions or holes, leading to unnecessary processing and inefficiencies. The application of particle swarm optimization (PSO) for louvre geometry tool path planning offers a robust optimization framework by producing smooth and non-overlapping trajectories. Using PSO in louvre geometries for optimal heat transfer ensures a smooth machining process. Surface integrity is maintained, reducing defects like over-cutting or uneven finishes, and also promoting predictable and stable tool movement. As a result, the proposed approach enhances manufacturing efficiency and product quality while improving the overall reliability and sustainability of the machining process. The experimental results showed that the PSO algorithm could achieve quick and stable convergence in tool path optimization. The average objective function value dropped sharply within the first 50 iterations and then stabilized around 80, while the minimum objective function remained unchanged from the start. The convergence performance of PSO shows that the optimal solution is found quite early in the optimization process. After this point, no further improvements are seen, confirming the algorithm's robustness and efficiency in achieving convergence with minimal computational effort. These results demonstrate the effectiveness of PSO in minimizing the objective function for louvre geometries in tool path planning, ensuring both reliability and stability in the optimization process.
The current algorithm shows early convergence, which means that the best solution is produced too quickly and the population average converges to this value, indicating insufficient exploration. To address this, we recommend increasing the population's diversity through a larger or more varied initialization, lowering selection pressure, increasing adaptive mutation, and incorporating diversity while maintaining or adding restart mechanisms. These changes should be validated through multiple independent trials with statistical comparisons and diagnostic plots of population variance and convergence rate to confirm a robust improvement.
Author Contributorship
Selvi Lukman led the development of the research concept and designed the methodology. She also conducted the formal analysis and prepared the initial draft of the manuscript. Jimmy Loekito was responsible for collecting the data and contributed to refining the research methodology.
All authors have read and approved the final version of the manuscript and agree to be accountable for all aspects of the work
Data Availability
The datasets generated and analyzed during the current study are available at https://zenodo.org/records/17374241. DOI 10.5281/zenodo.17374241.
Acknowledgement
The authors would like to express their sincere gratitude to CV. General Teknik for providing their laboratory for the successful completion of this research.