
1 Introduction
Laser is a powerful tool that can be used to improve surface properties such as hardness and wear resistance by modifying the composition and/or microstructure of the surface without affecting the properties of the bulk material. The interaction time between the material and laser beam leads to several processes. These processes are due to different combinations of absorption, heat conduction, melting, powder addition, and rapid solidification [1]. Among the various materials, aluminum is used in industry for various applications due to its low cost, light weight and excellent workability, but it lacks in wear resistance and hardness. Many studies have been carried out to improve the surface properties of aluminum by adding a powder of various materials, such as Fe, Ni, Mo, Cr, Ti, or Cu, Si [2-6]. Laser surface alloying is considered to be the most effective technique for surface modification [7-11]. However, systematic investigation of the microstructure and the change in chemical composition has received little attention. Hence, in the present paper we intend to demonstrate the effect of the laser parameters on the microstructure and chemical composition of the modified Al surface.
2 Experiment
A Q-switched Nd:YAG laser with a fundamental wavelength of 1064 nm, operated in repetitive mode at 1 Hz, was used as the energy source. The laser pulse duration was 10 nanoseconds and the output energy remained constant at 93 mJ per pulse. The laser was focused using a convex lens of 30 cm focal length to induce optical breakdown and plasma formation. In order to enlarge the laser spot area, the target was located at a defocused distance, about 20 mm away from the focal point. In this position the power density was estimated to be \(1.31 \times 10^8 \text{ Wcm}^{-2}\) per pulse. A quench rate can be reached in the range of \(2 - 4 \times 10^7 \text{ K/s}\), corresponding to the lifetime of plasma radiation in air within the range of 300-500 \(\mu\)s. The whole experimental setup used in this study has been described elsewhere [11].
A pure aluminum plate was used as the substrate. Iron-copper (Fe-Cu) mixtures with weight/weight ratio 2:1 were used as the alloying elements. The aluminum surface was painted with glue prior to spraying it with the alloying elements. The coated surface was then treated by a series of pulses (1- 4 pulses equivalent to a power density of \(1-6 \times 10^8\) Wcm<sup>-2</sup>) from the focused beam of the Q-switched Nd:YAG laser.
A glow discharge spectrometer (GDS) was employed to evaluate the distribution of the alloyed elements within the skin depth of the surface layer. The microstructure of the alloyed samples was characterized by using an optical scanning electron microscope (SEM). The chemical composition changes of the modified aluminum surface were analyzed using energy dispersive x-ray spectroscopy (EDXS).
3 Results and Discussion
It is important to note that the plasma temperature (\(\sim\)11,000 K) is much higher than the melting points each of the alloying elements deposited on the aluminum surface. Hence, after laser interaction with the powders that are coated on the aluminum surface, the absorbed energy decomposes the metal grains and dissolves the metals into the aluminum substrate, thus forming the surface alloy. The plasma dynamically expands in the free surface within 300 to 500 \(\mu\)s depending on the delivering energy at the focal point. This implies that the higher the laser energy, the longer the lifetime of the plasma formation. However, in reality such microsecond lifetimes of plasma formation are still
considerably short. The advantage of such a short plasma lifetime is that it introduces a rapid cooling or quenching in the alloying process. Such high speed alloying processes can control the heat dissipation in the bulk of the aluminum base. Furthermore, laser induced plasma is associated with the generation of acoustic shock waves that propagate with the speed of sound in the medium [12]. This allows the acceleration of the heat transfer into the target via convection. Such mechanisms contribute to rapid melting and cooling of all target elements, including the matrix materials. This leads to the formation of an alloyed layer within the skin depth region.
This phenomenon can be confirmed by analyzing the alloyed surface with a glow discharge spectroscopy, GDS machine. A typical GDS result of the tested samples is shown in Figure 1. Figure 1(a) indicates the element distribution of the aluminum substrate before coating and untreated by laser radiation. One hundred percent of the surface as well as the bulk contained Al elements apart from a few other elements, like N, Fe2, Cr and C. Figure 1(b) shows the distribution of Fe elements (50%) and copper (almost 30%) on the surface. The graph also indicates the penetration of Fe elements into the aluminum bulk. The Fe elements were defused into the bulk due to the heat transfer via convection of the melt pool of Al. The Fe elements were diffused within a skin depth of 25 µm and the Cu elements almost 15 µm in the bulk of Al. The skin depth of the modified surface was also controlled by the quenching rate.
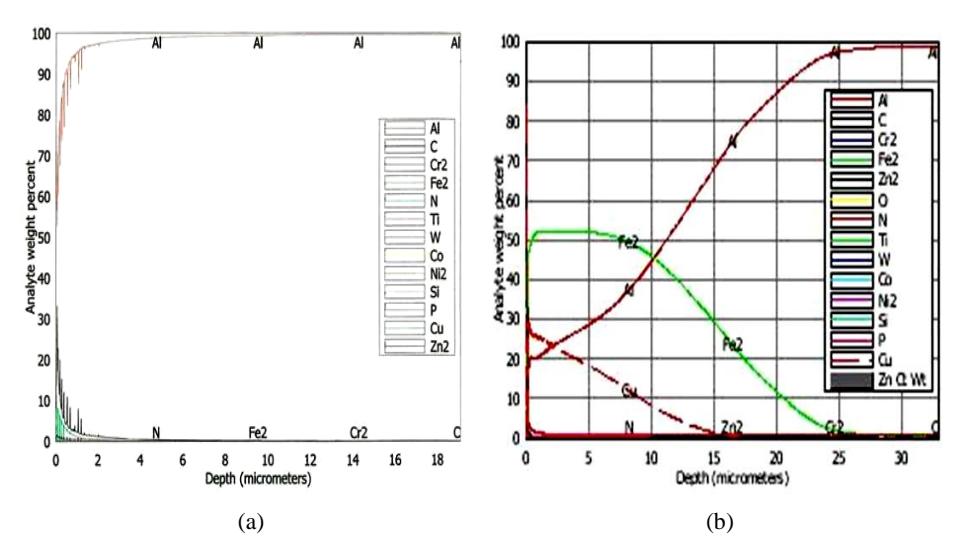
Figure 1 GDS analysis on (a) Al matrix, (b) Al coating with Fe-Cu powder.
The rapid quenching rate contributed to non-equilibrium conditions in the aluminum base. This led to the formation of new alloy elements and hence
changed the microstructure of the solidified surface layer as well as the chemical composition of the alloyed surface. The formation of the new alloyed elements was further validated via SEM examination and EDX analysis. The microstructure of the alloyed aluminum before laser treatment was examined with SEM, as shown in Figure 2(a). The Fe and Cu are clearly observable as individual particles on the Al matrix. The spectrum of the chemical composition of the coating material on the Al matrix is shown in Figure 2(b) and detailed weight percentages for each element analyzed with EDX spectroscopy are listed in Table 1. In a circle remarked, the dark grey indicates the Fe elements, whereas the white indicates Cu elements. Table 1 shows that the weight percentage of iron is remarkably high, but zero for copper. Chlorine exists due to the gum material used to adhere the coating material to the Al matrix.
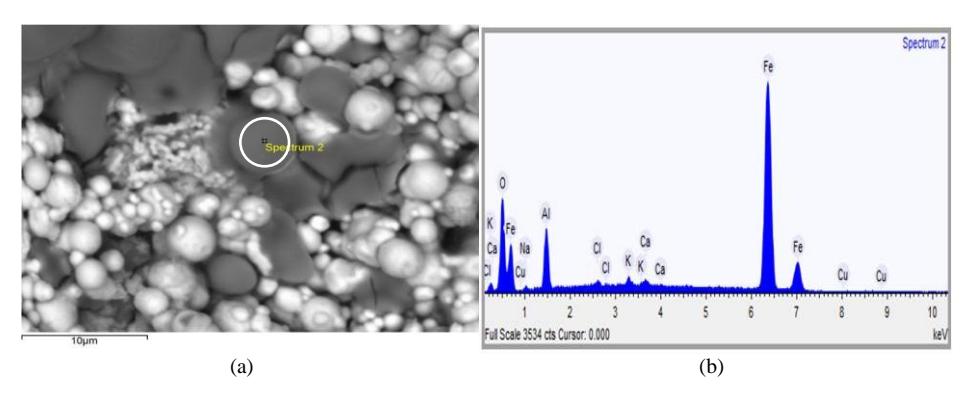
Figure 2 (a) Microstructure of sample before treatment. (b) Spectrum of EDX analysis before laser treatment.
| Element | Weight % | |
|---|---|---|
| Oxygen | 14.807 | |
| Sodium | 0.769 | |
| Aluminum | 5.608 | |
| Chlorine | 0.484 | |
| Potassium | 0.846 | |
| Calcium | 0.474 | |
| Iron | 77.013 | |
| Copper | 0.000 | |
Table 1 EDX analysis on no pulse target.
Figure 3 depicts the microstructure of the alloyed surface after exposure by a series of pulses. Initially the sample was exposed to a single pulse (Figure 3(a)). Each pulse delivered a power density of \(1.31 \times 10^8\) Jcm<sup>-2</sup>. This power was enough to melt and re-solidify the alloyed elements. As the power density increased, the remelted layer expanded, as depicted in Figure 3(b), (c) and (d). Significant heavy remelting is shown in Figure 3(c). Almost all the alloyed
elements were blended together to form new intermetalics phases or new composites. Despite experiencing a metastable phase transition, in the Al matrix also molten pools were created around the heating zone, as marked by the white arrow in Figure 3(d).
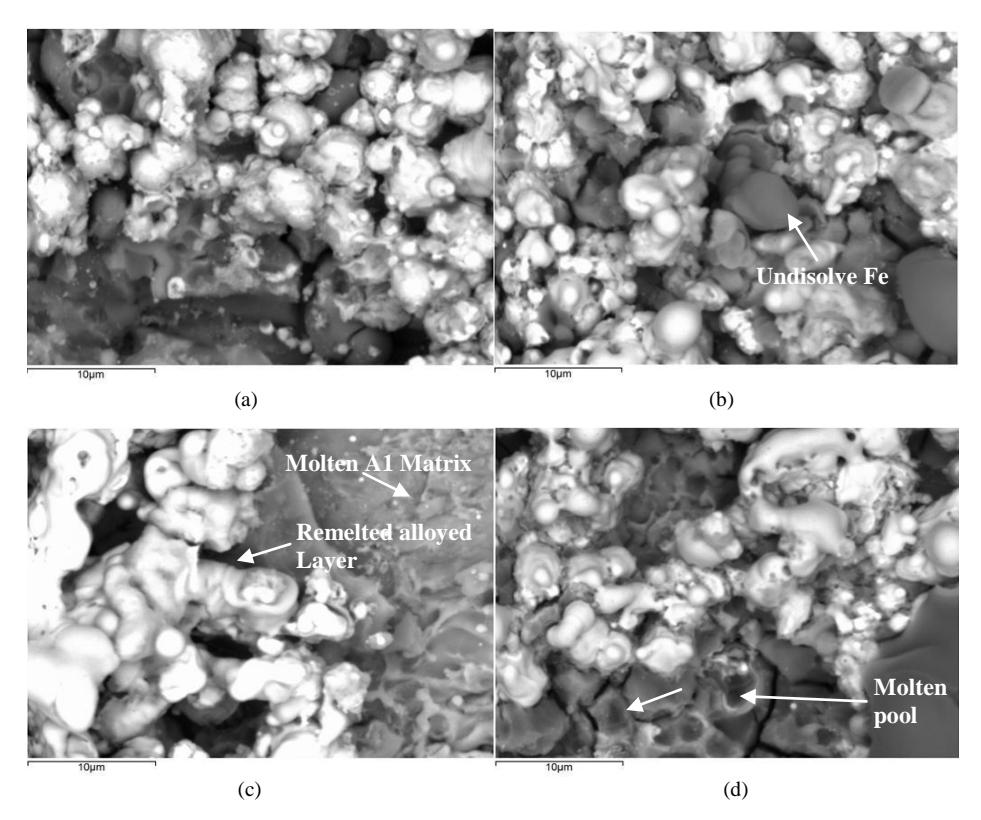
Figure 3 Microstructure of Fe-Cu (2:1) at different pulses: (a) 1 pulse, (b) 2 pulses, (c) 3 pulses, (d) 4 pulses.
The spectrum of the chemical composition resulting from the EDX analysis is shown in Figure 4, arranged according to the increasing number of pulses. Each of the constituents is the average from the scanning electron image. This analysis corresponds to the conventional process. This means that with a low power density, only a small area was melted and subsequently involved only small chemical composition changes. Apperantly, as more power was delivered to the surface, more heavy elements like Cu and Fe sank into the bulk. Consequently, only a small amount of chemical constituents could be traced. As a result, the Al elements rose up, but the Fe elements sank down and even ellimanted the copper elements, because they sank deeper into the Al bulk. The detailed chemical composition changes with respect to the various exposures are tabulated in Table 2.
| Element | Weight % | |||
|---|---|---|---|---|
| 1 pulse | 2 pulses | 3 pulses | 4 pulses | |
| Oxygen | 27.469 | 29.843 | 21.691 | 68.655 |
| Magnesium | 0.937 | 1.738 | - | 0.449 |
| Aluminum | 26.096 | 5.290 | 43.228 | 22.843 |
| Chlorine | 2.147 | 4.555 | 1.844 | - |
| Iron | 43.241 | 58.139 | 32.238 | 2.5057 |
| Copper | 0.110 | 0.435 | 0.000 | 0.000 |
Table 2 Constituents of alloyed layer via EDX analysis.
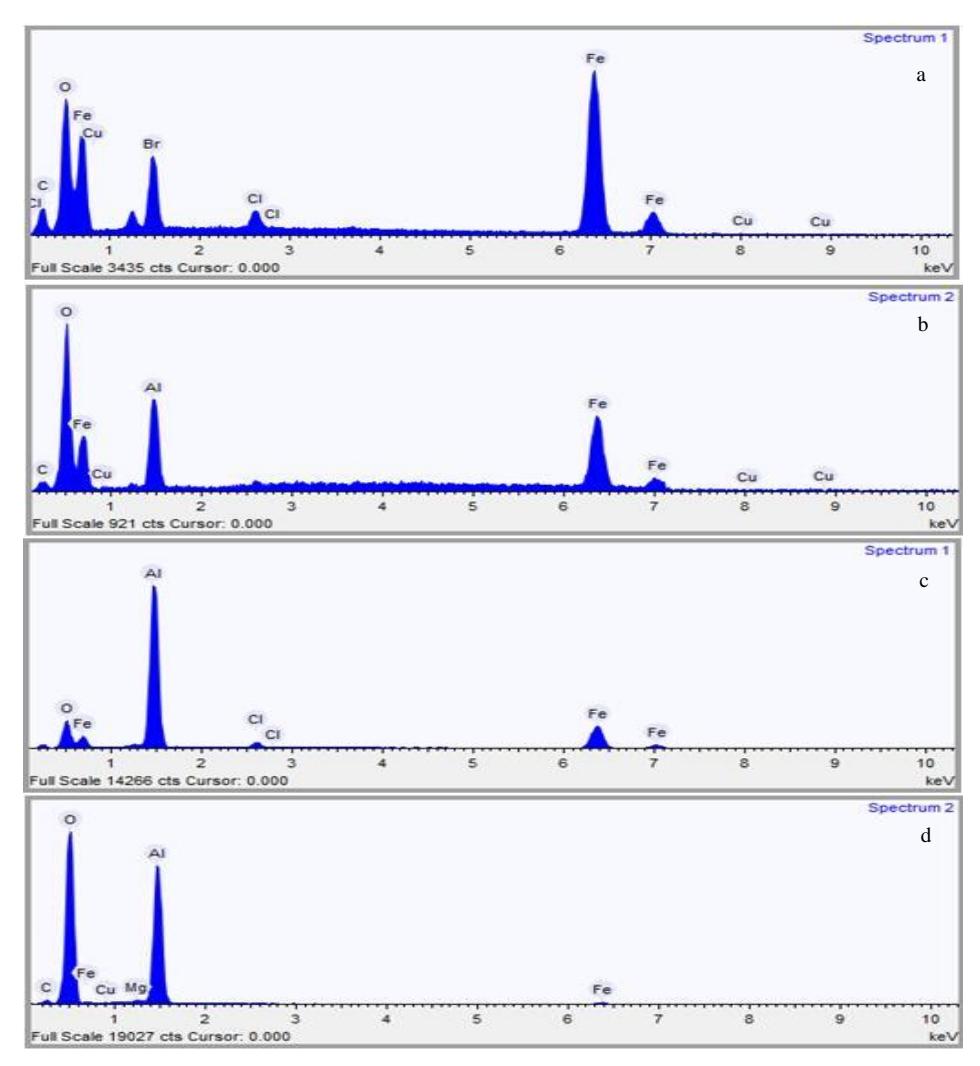
Figure 4 Spectrum of chemical composition via EDX analysis at various pulses: (a) 1 pulse, (b) 2 pulses, (c) 3 pulses, (d) 4 pulses.
4 Conclusion
The microstructure of aluminum alloyed with Fe-Cu has been investigated using SEM-EDX analysis. The aluminum was alloyed using the laser induced plasma technique. The plasma temperature was energetic enough to vaporize the skin depth layer resulting in melting and re-solidifying of the aluminum surface after the laser pulse had ceased. The SEM results show that the microstructure drastically changed with the energy density. Most of the exposed elements were melted and formed new composites, while molten pools were created close to the interaction zone after receiving a power density greater than 5×108 Wcm-2 . Meanwhile, the EDX analysis shows that the chemical composition of the modified surface had changed, which confirms that a convection process took place during the alloying process.
Acknowledgements
This project was supported by the Malaysian Ministry of Higher Education (MOHE) through Research University Grant vote 7126.00H10 and FRGS vote 4F001. Thanks are also due to UTM through RMC for financial management and project monitoring.