
1 0BIntroduction
Medium density fiberboard (MDF) is a wood-based panel composed of wood fibers that are mixed with resin and pressed into flat panels under high temperature and pressure [1]. Typical applications of MDF are furniture, shelving, laminate flooring, decorative moldings, office dividers, walls and ceilings, house construction, sliding doors, kitchen worktops, interior signage, and other industrial products. The increased demands for raw materials in the wood composite industry have led researchers to investigate non-wood lingocellulosic biomass utilization in composite manufacturing, including MDF. Annual plant fiber and agricultural waste materials have become alternative raw
materials for MDF manufacturing. Several researchers have succeeded in substituting wood using lignocellulosic fibers. Composites made from agrofibers have been investigated [2-4].
Indonesia is a country with vast supplies of agricultural fiber residues. Pineapple (Ananas comosus (L.) Merr.) is an economically important fruit for Indonesia because of a strong domestic and export demand. However, there has been a lack of successful harvesting of this fruit, which can be attributed to the residue from its leaves. Manufacturing composite materials using pineapple leaf fiber is an option for sustainable utilization in areas where this material is abundant. Due to its large pineapple production, Indonesia is an ideal place for the development of MDF composite materials based on pineapple leaf fiber.
Studies on MDF utilizing pineapple leaf fiber bonded together with urea formaldehyde (UF) synthetic resin [5] and phenol formaldehyde (PF) synthetic resin [6] have been investigated. MDF manufactured using UF resin results in a lower quality compared to using PF resin. However, MDF produced with PF resin requires that the fiber is treated with mild steam. This process considerably lengthens the production time of the MDF. Moreover, this MDF has not yet been tested for decay. Wood-based composite boards are as susceptible to microorganisms as solid wood [7]. For this reason, a simpler manufacturing process of MDF has been carried out.
The objective of this study was to evaluate the decay properties of MDF manufactured in the laboratory using pineapple leaf fiber and PF resin without any treatment of the fiber.
2 Materials and Methods
2.1 Manufacturing of MDF
Pineapple leaf fibers were collected from Subang, West Java, in the southwestern region of Indonesia, located at 500-1500 m above sea level. They were cut to 35 cm length and manually combed and sorted by length. The fibers were then dried to 5% moisture content. MDF was manufactured according to Walther [8]. In the production of the boards, two types of PF resin were used as adhesive: low molecular weight (LM) PF resin type PL-3725 and high molecular weight (HM) PF resin type PL-2818 (Gunei Chemical). No wax or any other additives were applied for composite manufacturing. Both resins were mixed and an impregnation solution of the resins was prepared by adding methanol and water to decrease the viscosity. The weight ratio of LM:HM:methanol:water was 0.5:0.5:1:1. The application of HM PF resin type PL-2818 only was also done in order to compare the effects of decay resistance on the boards. The composition of the resin solution is shown in Table 1. Mattresses measuring 35 x 35 cm² were hand-formed and hot pressed at 160 °C for 10 min using a specific pressure of 4.5 MPa to completely cure the PF resin. Target board density was 0.8 g/cm³, target board thickness 0.4 cm. Two fiber orientations were produced using both PF resins: unidirectionally oriented board (UB), referred to as Type I, was created with all layers oriented in the longitudinal direction, while the rest, cross-oriented board (CB), referred to as Type II, consisted of a plywood-type board with an orientation of 0°-90°-0°. The MDF was prepared in three layers of about 1:1:1 weight ratio. After manufacture, the boards were incubated at 20 °C and 65% relative humidity for seven days before the test.
Table 1 Composition of resin solution for board manufacturing.
| Composition of - Resin Solution | Type of resin | Water | ||
|---|---|---|---|---|
| LM PF resin type PL-3725 | HM PF resin type PL-2818 | Methanol | water | |
| Weight ratio | 0.5 | 0.5 | 1 | 1 |
| - | 1 | 1 | 1 | |
2.2 Decay Test
After conditioning, test samples were cut from the MDF composite and the resulting decay resistance was determined in accordance with the appropriate JIS K 1571-2010 standard [9]. A monoculture decay test was conducted using a brown-rot fungus, Fomitopsis palustris (Berk. et Curt) Gilbn. & Ryv. (FFPRI 0507), and a white-rot fungus, Trametes versicolor (L.: Fr.) Pilat. (FFPRI 1030). 100 ml culture medium was prepared, containing 4% glucose, 0.3% peptone, and 1.5% malt extract and then sterilized at 121°C for 20 min. Subsequently, the culture medium was inoculated with stock culture of either F. palustris or T. versicolor. The inoculated liquid medium was incubated on a rotary shaker (120 rpm) at 26°C for 10 days. For the culture test, 350 g of sea sand was put in a glass jar and 100 ml of nutrient solution containing 4% glucose, 0.3% peptone, and 1.5% malt extract was then sterilized at 121°C for 20 min. After sterilization the glass jars were shaken until the surface of the sea sand was submerged by nutrient solution. The jars were then inoculated with 3-4 ml of the liquid fungal stock culture previously prepared. The fungus colony, spread sufficiently on the culture medium for 10 days, was used for the experiment. Test blocks (20 x 20 x 4 mm) of MDF were sterilized with gaseous ethylene oxide after measuring their oven-dry weights. Small wood blocks of sugi (Cryptomeria japonica) were also employed for control purposes. Three specimens were placed onto the top of the growing mycelium in the glass jar with a plastic sheet for F. palustris or directly for T. versicolor.
The setup of the experiment is shown in Figure 1. Nine replications were tested for every board type in three glass jars, each of which contained three specimens of F. palustris and T. versicolor. The samples were incubated at 26°C for 12 weeks. The extent of the fungal attack was determined based on the percentage of mass loss, which was calculated from the oven-dry weights of the nine specimens before and after the decay procedure.
The effect of the variables on the properties of the boards was assessed by variable analysis in factorial design and the average values were compared using Duncan Analysis.
Figure 1 Wood decay setup experiment.
3 Results and Discussion
The average mass losses of the MDF specimens exposed to test fungus T. versicolor and F. palustris for 12 weeks are shown in Figures 2 and 3. There was no significant effect of impregnation with the low molecular weight 20% PF resin on the susceptibility of the MDF specimens to T. versicolor attacks for both board type I and II (Figure 2). The increase of mass loss of the MDF specimens after exposure to T. versicolor was not significant for the HM PF resin and the mix of LM and HM PF resin.
The average mass loss in the MDF specimens containing the mix of LM and HM PF resin was 2.39 %, while the average mass loss in the MDF specimens produced from HM PF resin only was 3.12 %. These results may support previous findings by Walther, who found that HM PF resin results in higher mass loss of oriented fiberboard specimens than a mix of LM and HM PF resin [8]. A comparison of the mix of LM and HM PF resin and HM PF resin only, should be helpful in determining the effect of the LM PF resin that was found to penetrate the cell wall and increase decay resistance [6]. For solid wood as control specimen, the mass loss obtained was 41.47%. The result suggests that the chemicals derived from the PF resin may show inhibitory properties against decay [10]. Moreover, the PF resin used in this study is a fast-acting chemical [8] that prohibits degradation by fungi. Park [11] revealed that the PF resin used provides excellent bond durability for such composites.
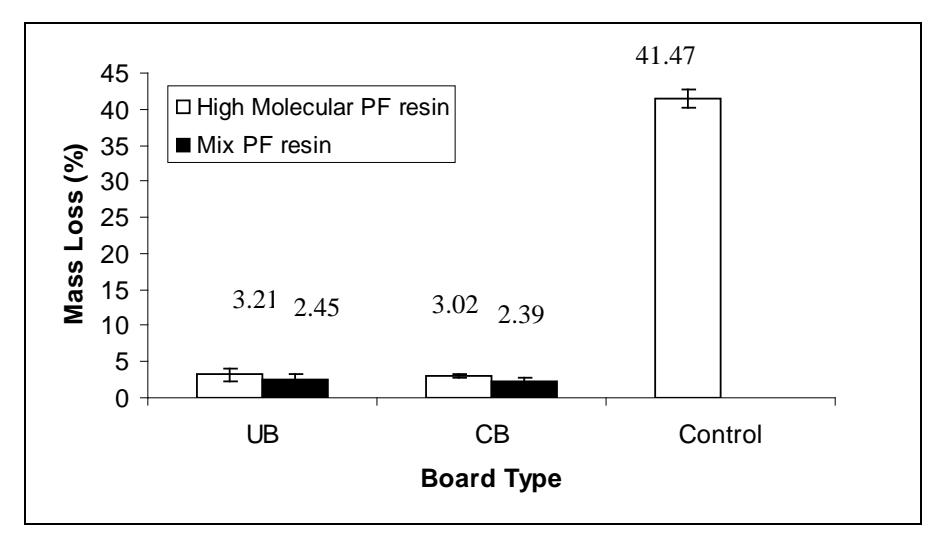
Figure 2 Mass losses in MDF and solid wood specimens after 12 weeks exposed to T. versicolor. UB: unidirectionally oriented board, CB: cross-oriented board. Each value represents the means of 18 replications.
In our study, fiber orientation had no significant effect on the fungal resistance of the specimens against T. versicolor. However, there was a significant effect on the fungal resistance of the cross-oriented MDF specimens containing the mixed PF resin against T. bersicolor, which resulted in a lower mass loss than with the HM PF resin. This indicates that the mixed PF resin displays better performance in integration of fiber and resin. The achievement of the lowest percentage of mass loss by the MDF treated with mixed PF resin can be attributed to the short-chain LM PF resin and the lower viscosity which makes the resin penetrate the parenchyma cells more easily, as stated by Hafizah [12].
F. palustris caused decreased mass losses in all types of MDF specimens produced from pineapple leaf fiber compared to the white-rot T. versicolor in this study (Figure 3). The mass losses in the MDF specimens exposed to F. palustris greatly decreased, while the mass losses in the solid wood (control) specimens greatly increased. Mixed PF resin resulted in a mass loss of 0.84, while MDF specimens containing HM weight PF resin only showed a mass loss of 3.32%. Similar results have been reported in a previous study [8].
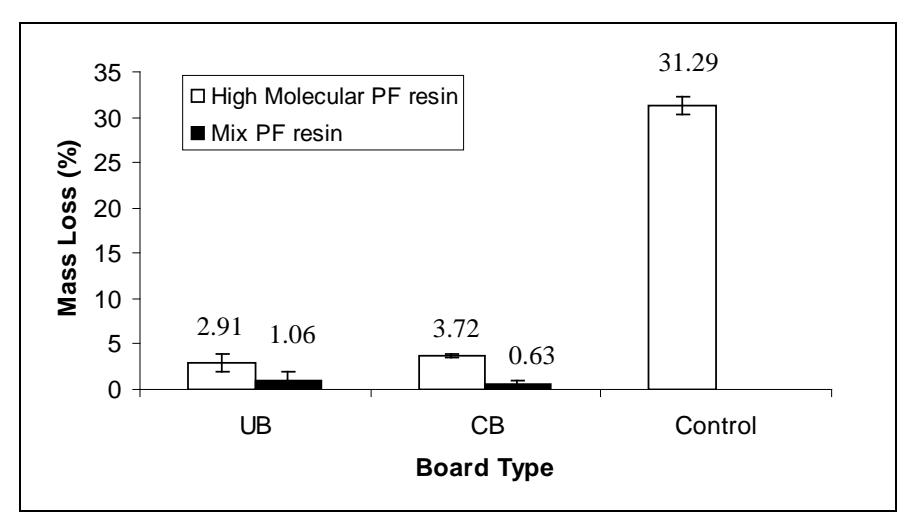
Figure 3 Mass losses in MDF and solid wood specimens after 12 weeks of exposure to F. palustris. UB: unidirectionally oriented board, CB: cross-oriented board. Each value represents the means of 18 replications.
The results of the present study show that fiber orientation had no significant effect on the fungal resistance of the specimens against F. palustris. On the other hand, the PF resin type showed a significant effect on the susceptibility of the MDF specimens to F. palustris attacks for unidirectionally oriented board. Furthermore, there was a significant difference in effect on the susceptibility of the MDF specimen type II (cross-oriented board) between mixed PF resin and HM PF resin. MDF specimens containing mixed PF resin were less resistant compared to specimens containing HM PF resin. A previous study reported that LM PF resin was found to penetrate the cell wall, thereby increasing decay resistance [1].
4 Conclusions
Use of renewable materials such as pineapple leaf fiber for manufacturing MDF could contribute to relieving raw material shortages in the MDF industry. The reduction in decay resistance of the MDF specimens containing high-molecular weight PF-resin is due to the impregnation effect of the low-molecular weight PF-resin. Since production of MDF using synthetic resins can be hazardous to humans and the environment because of formaldehyde emission, future research is needed to evaluate decay resistance of MDF products using natural adhesives with low formaldehyde emission.
Acknowledgements
The author gratefully acknowledges the Directorate General of Higher Education of Indonesia for financial support in the fiscal year 2012 under the International Research Collaboration and Scientific Publication program. A part of this research was conducted under the Cooperative Study Program of the Deterioration Organisms Laboratory and Living-Sphere Simulation Field (DOL/LSF) of the Research Institute for Sustainable Humanosphere, Kyoto University.