
1 Pendahuluan
Engine valve merupakan komponen penting dalam Internal Combustion Engine (ICE) yang berupa katup untuk mengatur pemasukan udara dan bahan bakar ke dalam ruang bakar serta mengatur pengeluaran gas sisa hasil pembakaran keluar dari ruang bakar. Proses produksi valve akan sangat berpengaruh terhadap kualitas produk engine valve yang dihasilkan. Proses produksi engine valve di PT XYZ sendiri melalui beberapa tahapan meliputi forging, stellite welding, heat treatment dan machining. Machining Process adalah proses akhir yang dilakukan untuk membentuk valve sehingga memiliki dimensi yang sesuai dengan technical drawing dari customer. Proses machining ini secara umum menggunakan dua metode yaitu proses turning dan grinding.Salah satu mesin yang menggunakan metode grinding adalah mesin seat grinder. Mesin ini menggunakan batu gerinda sebagai media proses kerjanya. Mesin seat grinder menggerinda bagian seat valve untuk mendapatkan dimensi yang sesuai dengan keinginan customer.
Mesin seat grinder merupakan salah satu mesin finishing dari proses machining sebagai pembuatan engine valve yang memiliki rata-rata downtime akibat masalah kualitas ini mencapai 596 menit/bulan. Salah satunya terdapat pada mesin seat grinder NTVS-2894 merupakan salah satu mesin tipe lama dengan kemampuan produksi ratarata 77% dari total target yang telah ditentukan setiap bulannya. Hal ini disebabkan oleh
banyaknya trouble yang terjadi pada mesin sehingga downtime mesin pun sangat tinggi. Berdasarkan data trouble, jenis trouble yang sering menyebabkan downtime adalah masalah kualitas produk dengan roundness valve NG.
Roundness valve erat kaitannya dengan kualitas grinding wheel (GW) mesin. Dengan demikian proses dressing GW pun sangat menentukan kualitas valve hasil proses mesin seat grinder ini. Permasalahan yang ada yaitu slide dresser memiliki kecepatan yang tidak stabil dalam melakukan proses dressing. Kecepatan slide ini berubah-ubah tergantung kondisi panas mesin saat memproses valve. Berdasarkan latar belakang tersebut maka dilakukan analisa, pengamatan dan perancangan improvement untuk menanggulangi masalah tersebut. Dari analisa dan pengamatan tersebut maka dirancanglah modifikasi pada bagian unit dresser. Modifikasi yang dilakukan adalah penggunaan motor stepper untuk pergerakan dresser slide sebagai pengganti penggerak yang sebelumnya menggunakan sistem air hydro
2 Diskusi
2.1 Mesin Seat Grinder
Mesin seat grinder adalah mesin yang berada di proses line machining. Mesin seat grinder merupakan salah satu mesin critical yang digunakan sebagai pembuatan engine valve. Mesin ini menggunakan batu gerinda sebagai media proses kerjanya. Gambar 1 menunjukan gambar mesin seat grinder dan Gambar 2 posisi pemakanan part oleh batu gerinda. Mesin seat grinder menggerinda bagian seat valve untuk mendapatkan dimensi yang sesuai dengan keinginan customer yang merupakan keinginan untuk selalu focus terhadap customer.
Gambar 1 Mesin seat grinder
Dimensi yang harus dikontrol dan disesuaikan dengan permintaan customer yaitu:
- 1. Dimensi seat ke tip end (seat to tip end length/STTL) toleransi ± 0.05 mm
- 2. Sudut seat (seat angle) toleransi ± 15'
- 3. Seat run out toleransi maksimal 0.03 mm
- 4. Seat roundness toleransi maksimal 0.003 mm
- 5. Seat roughness 3.2 s
Dimensi dan toleransi dalam mesin seat grinder dalam micron sehingga dibutuhkan kepresisian yang sangat tinggi. Apabila dari salah satu dimensi tersebut melebihi dan atau kurang dari standard toleransi yang ada maka parts tersebut akan di-reject-kan
Gambar 2 Posisi pemakanan parts oleh batu gerinda
Batu gerinda merupakan tool utama dalam mesin seat grinder. Gerinda yang dipakai di mesin ini memiliki spesifikasi Noritake 510 x 16 x 203,2 CX100R 8V 102. Batu gerinda ini memiliki grade keras. Gambar 3 menunjukan batu gerinda yang dipakai pada mesin seat grinder.
Gambar 3 Batu gerinda mesin seat grinder
2.2 Permasalahan Mesin Seat Grinder
Mesin Seat Grinder NTVS-2894 merupakan salah satu mesin seat grinder tipe lama yang ada di PT FNI. Berdasarkan data produksi, pencapaian produksi mesin Seat Grinder NTVS-2894 sebelumnya ditunjukkan gambar berikut
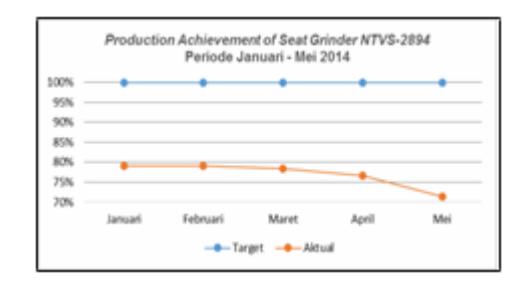
Gambar 4 grafik pencapaian produksi seat grinder NTVS-2894
Dari data yang telah ditampilkan diatas, terlihat bahwa mesin Seat Grinder NTVS-2894 tidak mampu melakukan produksi sesuai total target yang telah ditentukan. Bahkan untuk laju pencapaian produksi per bulannya mengalami penurunan terhitung dari periode Januari sampai Mei tahun 2014. Hal ini tentu sangat mempengaruhi hasil output pada proses mesin dan ketepatan pengiriman ke proses selanjutnya pun akan terhambat. Rata-rata pencapaian produksi dari mesin ini hanya sebesar 77% dari total target seperti yang disajikan oleh tabel berikut :
| Bulan | Target (pcs) | Aktual (pcs) | Pencapaian (%) |
|---|---|---|---|
| Januari | 188,960 | 149,325 | 79.02% |
| Februari | 203,583 | 161,158 | 79.16% |
| Maret | 220,886 | 173,001 | 78.32% |
| April | 209,786 | 160,758 | 76.63% |
| Mei | 262,593 | 187,365 | 71.35% |
| F | Rata-Rata per B | 77% |
Adanya penurunan produktivitas mesin Seat Grinder NTVS-2894 disebabkan oleh tingginya trouble yang terjadi pada mesin. Saat terjadi trouble, maka diperlukan waktu untuk memperbaiki mesin sampai dapat berfungsi kembali seperti sebelumnya. Dapat dipastikan mesin harus berhenti produksi untuk sementara waktu sampai perbaikan selesai (downtime). Berikut adalah grafik downtime mesin Seat Grinder NTVS-2894 dari beberapa periode terakhir
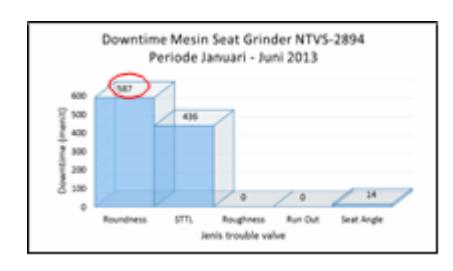
Gambar 5 Grafik downtime periode I
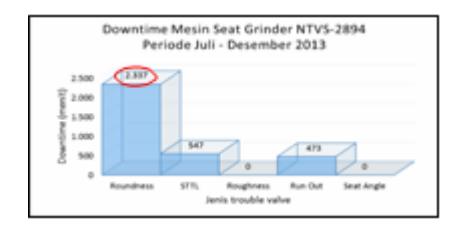
Gambar 6 Grafik downtime periode II
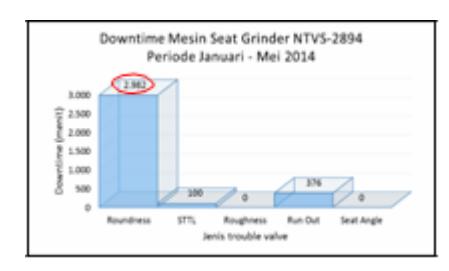
Gambar 7 Grafik downtime periode III
Dari ketiga grafik sebelumnya menunjukkan bahwa pareto downtime mesin Seat Grinder NTVS- 2894 adalah pada masalah roundness valve NG. Roundness merupakan kebulatan seat valve hasil penggerindaan mesin Seat Grinder terhadap sumbu valve. Rata-rata downtime mesin akibat masalah kualitas roundness pada periode terakhir mencapai 596 menit/bulan.
2.3 Analisa Sebab Akibat
Berikut ditunjukkan analisa sebab-akibat dari permasalahan roundness valve NG pada mesin melalui metode fishbond diagram
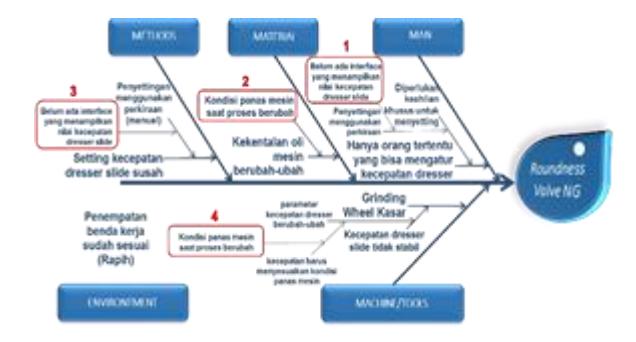
Gambar 8 Fishbond diagram Tabel 2 Rencana penanggulangan
| NO | MASALAH | AKIBAT | TINDAKAN | TARGET | PLAN | AKTUAL | |
|---|---|---|---|---|---|---|---|
| Man | 1 | Belum ada interface yang menampilkan kecepatan dresser slide | Beda penyetting akan beda nilai kecepatan | Dibuat tempat penyetingan kecepatan Dresser slide pada HMI | Pengaturan kecepatan terukur | 22/12/2014 | 12/01/2015 |
| Material | 2 | Kondisi panas mesin saat proses berubah | Mengganti alternatif aktuator dengan motor stepper | Kecepatan motor tidak tergantung panas mesin | 08/12/2014 | 05/01/2015 | |
| Methode | 3 | Belum ada interface yang menampilkan kecepatan dresser slide | Menyulitkan pengaturan kecepatan dresser slide oleh operator | Dibuat tempat penyetingan kecepatan Dresser slide pada HMI | Pengaturan kecepatan terukur | 22/12/2014 | 12/01/2015 |
| Machine/tool | 4 | Kondisi panas mesin saat proses berubah | Perubahan kecepatan tidak terdeteksi | Mengganti alternatif aktuator dengan motor stepper | Nilai kecepatan tidak tergantung panas mesin | 08/12/2014 | 05/01/2015 |
Masalah roundness valve NG erat kaitannya terhadap kualitas pendressingan dari dresser terhadap GW mesin. Berdasarkan rencana penanggulangan diatas maka untuk mengatasi masalah yang ada, dilakukan dengan alternatif memodifikasi bagian aktuator dresser slide dengan menggunakan motor stepper. Keuntungan apabila menggunakan motor stepper ini dapat menyelesaikan pula masalah pada faktor man dan methode. Yaitu pembuatan interface nilai kecepatan dresser dapat ditampilkan pada HMI mesin yang tersedia.
2.4 Gambaran Unit Dresser Sebelum Modifikasi
Terdapat dua axis pergerakan pada proses dressing mesin Seat Grinder NTVS-2894, yaitu bagian dresser feed dan dresser slide. Pada gambar berikut ini menunjukkan
instalasi unit dresser sebelum dilakukan modifikasi. Semula digunakan motor stepper untuk penggerak dresser feed dan digunakan cylinder hidrolik sebagai penggerak dresser slide. Untuk lebih jelasnya dapat dilihat pada gambar dibawah ini :
Gambar 9 Instalasi unit dresser sebelum modifikasi
Pada dresser feed menggunakan motor stepper sebagai penggeraknya. Dresser feed berfungsi untuk menggerakan pin dresser maju ketika melakukan pemakanan terhadap GW saat proses dressing. Pemakanan yang dilakukan adalah sebanyak 0.02 mm per sekali pemakanan dan dalam sekali proses dressing terjadi dua kali pemakanan yaitu roughing dan finishing. Sehingga penggunaan motor untuk dresser feed diperlukan kepresisian yang tinggi. Berikut ini adalah spesifikasi motor yang digunakan untuk dresser feed sebelum modifikasi
Motor yang digunakan adalah motor stepper Vexta PK566AW.
Torsi motor 0.83 N.m
Angle 0.1o/step
Inertia 280 x 10-7 kg.m2
Sistem transmisi yang digunakan yaitu menggunakan screw dengan spesifikasi diameter 12 mm dan stroke 130 mm.
Pada bagian penggerak dresser slide semula menggunakan sistem air hydro untuk penggeraknya. Pada dasarnya sistem ini memiliki rangkaian sistem menyerupai sistem pneumatik namun terdapat komponen air hydro converter yang berfungsi sebagai pengkonversi angin menjadi oli sehingga jenis cylinder yang digunakan sebagai aktuator adalah cylinder hidrolik. Gambar berikut menunjukkan circuit diagram dari dresser slide.
Gambar 10 Air hydro circuit diagram dari dresser slide
Dresser slide berfungsi untuk menggerakkan pin dresser melintang sesuai lebar GW saat proses dressing berlangsung. Untuk spesifikasi cylinder hydrolik yang digunakan adalah sebagai berikut :
Gambar 11 Cylinder hydraulic
Jenis cylinder yang dipakai adalah cylinder double acting.
Stroke 40 mm
Diameter (D1) 50 mm
Diameter rod (D2) 18 mm
Tekanan 0.5 Mpa
Kecepatan pergerakan cylinder dikontrol oleh flow control yang masing masing memiliki besar kecepatan berbeda yaitu saat advance (rough) dan ketika retract (finish).
2.5 Perancangan
2.5.1 Desain unit dresser
Dengan adanya pengubahan aktuator pada bagian dresser slide yang semula menggunakan cylinder hydraulic menjadi motor stepper, maka merubah konstruksi unit yang ada sebelumnya. Berikut ini adalah rancangan desain unit dresser untuk modifikasi pada bagian slide :
Gambar 12 Desain unit dresser
Pada rancangan desain unit yang dibuat, pihak maintenance department menyarankan untuk mengunakan ballscrew sebagai pengubah gerakan rotasi motor menjadi gerak translasi. Ballscrew yang digunakan adalah BNK1202-3. Ballscrew ini digerakkan oleh motor sebagai aktuatornya. Selain menentukan spesifikasi motor stepper untuk penggerak dresser slide, dengan adanya perubahan desain diperlukan pula perubahan spesifikasi motor untuk penggerak dresser feed. Untuk memudahkan dalam perhitungan dan simulasi, penulis menggunakan software Creo Parametric 2.0.
Pada dresser slide memiliki gerakan melintang ke kanan-kiri dalam mengikis GW mesin saat proses dressing berlangsung. Sehingga total beban yang diterima oleh motor stepper untuk dresser slide selain dari beban konstruksi unit dipengaruhi pula oleh gaya tangensial GW. GW mesin digerakkan oleh motor tiga phasa yang terhubung langsung dengan GW sehingga rpm motor sama dengan rpm GW.
Gambar 13 Ilustrasi gaya dresser slide
Beban yang harus dipindahkan oleh dresser slide dari hasil analisis mass properties pada Creo Parametric 2.0 diperoleh :
m = 15.104 kg, sehingga beban konstruksi 74.095 N. Besar gaya tangensial GW didapatkan sebesar 44.44 N. Total beban dresser slide didapatkan 118.539 N. Sebagai pertimbangan desain, PT XYZ menggunakan safety factor 2 sehingga beban untuk dresser slide sebesar:
\[SF = Ft/F \tag{1}\]
Ft= 2 x 118.539 N (2)
= 237.079 N
Diperoleh beban sebesar 237.079 N, dengan demikian diperlukan torsi motor sebagai berikut :
T= Ft x \[\frac{1}{2}\] diameter pitch (3)
= 237.079 x \(\frac{1}{2}\) . 11.5
= 1363.204 N.mm
Besar torsi yang dibutuhkan motor stepper untuk dresser slide dengan pemakaian ballscrew yang mempunyai preload torque (Tp) 4 N.mm adalah :
\[Tm = T + Tp\] (4)
= 1363.204 + 4
= 1367.204 N.mm
∆ Jadi besar torsi untuk motor dresser slide adalah 1367.204 N.mm atau setara dengan 1.4 N.m. Aktual motor yang dipakai adalah Motor stepper Vexta PK564AW-T7.2 dengan torsi 2.5 N.m.
Pada gerakan pemakanan dresser feed, dresser feed harus memindahkan massa partpart yang berada diatas aktuator dresser feed
Gambar 14 Ilustrasi gaya dresser feed
Beban hasil analisis mass properties dari Creo Parametric 2.0, diperoleh massa total yang harus dipindahkan oleh dresser feed, yaitu sebesar
M = 22.413 kg, sehingga beban total 109.935 N.
Dengan safety factor 2 diperoleh beban pada dresser feed sebesar 219.871 N. Dengan beban sebesar 219.871 N, diperlukan torsi motor sebagai berikut :
T= \[F_t \times \frac{1}{2}\] diameter pitch (5)
= 219.871 x \(\frac{1}{2}\) . 11.5
= 1264.26 N.mm
Pada spesifikasi ballscrew yang dipakai memiliki preload torque sebesar 4 N.mm sehingga besar torsi yang dibutuhkan, menjadi :
\[T_m = T + T_p\] (6)
= 1264.26 + 4
= 1268.26 N.mm
∆ Jadi besar torsi untuk motor dresser feed adalah 1268.26 N.mm atau setara dengan 1.27 N.m. Aktual motor yang dipakai adalah motor servo Mitsubishi HC-KFS43 dengan torsi 1.3 N.m.
2.5.2 Flowchart Dressing
Adanya penggantian ke motor servo yang digunakan pada dresser feed merubah flowchart proses dressing, namun secara siklus keseluruhan masih sama seperti sebelumnya. Berikut ini adalah urutan proses dressing dari mesin Seat Grinder NTVS-2894 :
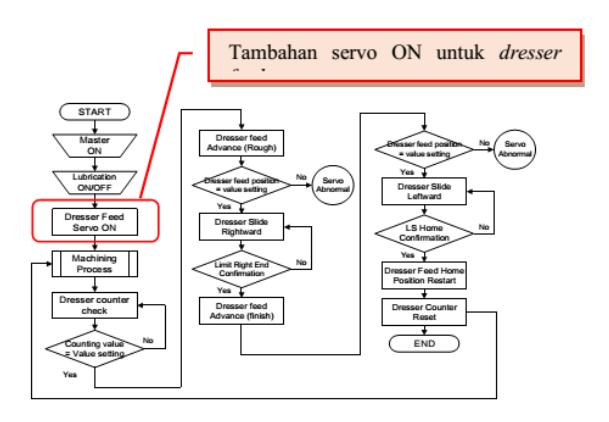
Gambar 15 Flowchart proses dressing
2.5.3 Perancangan elektrik
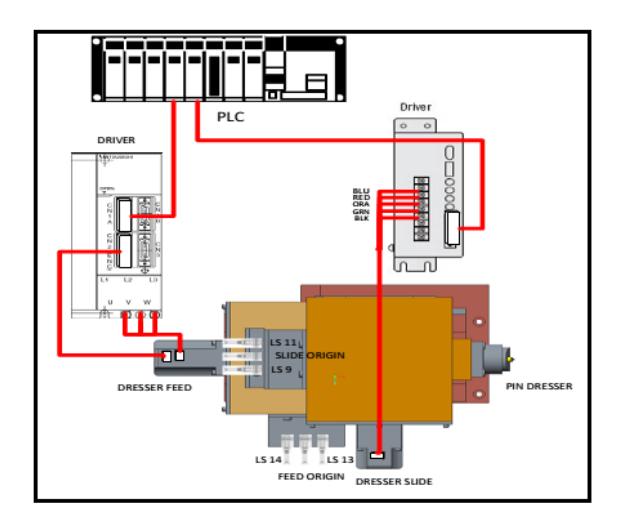
Gambar 16 Konsep rangkaian unit dresser
Adanya perubahan aktuator mengakibatkan perubahan pula pada komponen elektrik yang digunakan. Berikut daftar komponen yang ditambahkan dan disesuaikan dalam modifikasi :
Tabel 3 Daftar komponen modifikasi
| No. | Komponen | Fungsi |
|---|---|---|
| 1 | Sensor proximity | Sebagai indikator posisi dresser |
| 2 | Modul NC112 | Controller motor |
| 3 | Driver stepper | Menerjemahkan perintah dari/ke motor stepper |
| 4 | Motor stepper | Aktuator dresser slide |
| 5 | Driver servo | Menerjemahkan perintah dari/ke motor servo |
| 6 | Motor servo | Aktuator dresser feed |
2.6 Pembuatan Mekanik
Sesuai konsep desain yang digambarkan pada bagian perancangan, pembuatan mekanik base unit dresser dibuat oleh vendor perusahaan (subcon). Berikut ini adalah gambar realisasi desain unit dresser setelah di assembly pada mesin Seat Grinder NTVS-2894.
Gambar 17 Realisasi mekanik unit dresser
2.7 Penambahan Program
Tabel 4 pengalamatan I/O modifikasi sistem dressing
| Bagian | Alamat | Komponen | Keterangan |
|---|---|---|---|
| Input | 160,11 | Sensor | Dress Slide Left End |
| 160,13 | Sensor | Dress Slide Right End | |
| 160,14 | Sensor | Dress Feed FWD End | |
| 160,15 | Sensor | Dress Feed BWD End | |
| 131,06 | MR-J2S-40A | Dress Feed Positioning Completion | |
| 131,07 | MR-J2S-40A | Dress Feed Servo Alarm | |
| Output | 130,07 | Relay | Dress Feed FWD End |
| 130,08 | Relay | Dress Feed BWD End | |
| 4,02 | Relay | Emergency Stop | |
| 4,03 | MR-J2S-40A | Dress Feed Servo ON | |
| 4,04 | NC112 | Dress Slide Right End | |
| 4,05 | NC112 | Dress Slide Left End |
Penambahan program untuk servo ON pada motor dresser feed akan aktif ketika lubrikasi pada mesin telah berjalan, berikut ini adalah program laddernya
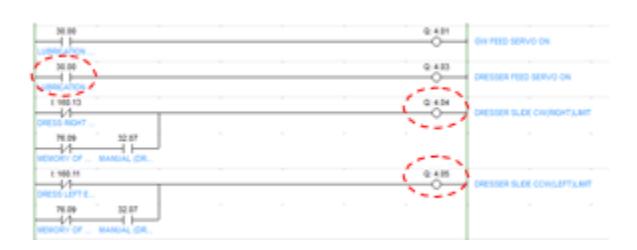
Gambar 18 Preparation program
Berikut ini adalah program untuk dresser slide baik secara auto [1] maupun manual [2] program :
Gambar 19 Program dresser slide
Sedangkan pada gambar dibawah adalah program untuk menjalankan motor dresser slide secara CW atau CCW.
Gambar 20 Program motor dresser slide
2.8 Pengujian
Terdapat beberapa bagian pengujian terhadap sistem dressing hasil modifikasi. Terdiri atas pengujian perangkat input ke PLC, pengujian perangkat output PLC serta pengujian sistem kerja dari proses dressing. Hal ini bertujuan untuk memastikan fungsi kerja sistem setelah modifikasi dapat berjalan seperti sistem kerja mesin yang diharapkan.Pengujian I/O dilakukan menggunakan monitor mode pada software CX programmer pada PLC. Berikut ini adalah hasilnya :
| No. | Alamat | Perangkat yang Diuji | Fungsi | Parameter | Status OK NG |
| 1 | 140.00 | Emergency Stop | Menghentikan mesin dalam kondisi darurat | Kontak 140.00 pada monitor mode aktif | V |
| 2 | 140.01 | GW ON/OFF | Mengaktifkan/meng henti kan grinding wheel | Kontak 140.01 pada monitor mode aktif | v |
| 3 | 140.02 | Cooling Water ON/OFF | Kontak 140.02 pada monitor mode aktif | ٧ | |
| 4 | 140.14 | One Cycle Dress | Mengaktifkan satu kali siklus dressing | Kontak 140.14 pada monitor mode aktif | v |
| 5 | 140.07 | Auto/Manual | Memilih mode pengoperasian proses dressing | Kontak 140.07 pada monitor mode aktif | V |
| 6 | 140.06 | Dress Feed Forward | Menggerakkan dresser feed maju | Kontak 140.06 pada monitor mode aktif | V |
| 7 | 140.05 | Dress Feed Back ward | Menggerakkan dresser feed mundur | Kontak 140.05 pada monitor mode aktif | v |
| 9 | 140.04 | Dress Feed Speed High | Kecepatan dresser feed | Kontak 140.04 pada monitor mode aktif | v |
| 11 | 140.15 | Chuck Close | Menutup cylinder chuck | Kontak 140.15 pada monitor mode aktif | v |
| 12 | 140.10 | Dress Feed - 0.01 | Dresser feed mundur 0.01 mm | Kontak 140.10 pada monitor mode aktif | v |
| 13 | 140.11 | Dress Feed +0.01 | Dresser feed maju 0.01 mm | Kontak 140.11 pada monitor mode aktif | ٧ |
| 14 | 140.12 | Dress Slide Left | Dresser slide bergerak kekiri | Kontak 140.12 pada monitor mode aktif | ٧ |
| 15 | 140.13 | Dress Slide Right | Dresser slide bergerak kekanan | Kontak 140.13 pada monitor mode aktif | ٧ |
| 16 | 160,11 | C1 | Membatasi gerakan dresser slide kekiri | Kontak 160.11 pada monitor mode aktif | ٧ |
| 17 | 160,13 | Dress slide Right End | Membatasi gerakan dresser slide | Kontak 160.13 pada monitor mode aktif | v |
| 18 | 160,14 | Dress Feed FWD End | Membatasi gerakan dresser feed maju | Kontak 160.14 pada monitor mode aktif | ٧ |
| 19 | 160,15 | Membatasi gerakan dresser feed mundur | Kontak 160.15 pada monitor mode aktif | ٧ |
Tabel 6 pengujian komponen output
| No. Alamat | Perangkat yang Diuji | Fungsi | Parameter | Status | ||
|---|---|---|---|---|---|---|
| NO. | Parameter | OK | NG | |||
| 1 | 4.03 | Dresser Feed Servo ON | Mengaktifkan motor | Mengaktifkan koil 4.03, | ٧ | |
| servo dalam kondisi | lampu indikator PLC aktif | |||||
| 2 | 4.04 | Dresser Slide CW | Menggerakkan dresser | Mengaktifkan koil 4.04, | ٧ | |
| (Right) Limit | slide kekanan | lampu indikator PLC aktif | ||||
| 3 | 4.05 | Dresser Slide CCW | Menggerakkan dresser | Mengaktifkan koil 4.05, | ٧ | |
| (Left) Limit | slide kekiri | lampu indikator PLC aktif | ||||
| 4 | 130.07 | Dresser Feed Forward | Menggerakkan dresser | Mengaktifkan koil 130.07, | ٧ | |
| Limit | feed maju | lampu indikator PLC aktif | ||||
| 5 | 130.08 | Dresser Feed | Menggerakkan dresser | Mengaktifkan koil 130.08, | ٧ | |
| Back ward Limit | feed mundur | lampu indikator PLC aktif | ||||
Tabel 7 pengujian sistem kerja proses dressing
| No | Check Poin | Status | |
|---|---|---|---|
| ОК | NG | ||
| Kondisi Normal | |||
| 1 | Saat mesin dinyalakan maka PLC Aktif | ٧ | |
| 2 | Ketika tombol emergency stop ditekan, towerlamp warna merah pada mesin menyala dan mesin tidak dapat dioperasikan | ٧ | |
| 3 | Ketika tombol emergency stop release maka towerlamp warna hijau menyala dan mesin siap digunakan | ٧ | |
| 4 | Ketika mesin Seat Grinder sedang melakukan proses maka dresser counter akan menghitung jumlah valve yang dihasilkan | ٧ | |
| 5 | Ketika proses dressing berlangsung maka akan muncul tampilan HMI yang menandakan proses dressing sedang berjalan | ٧ | |
| No | Check Poin | OK | NG |
| Mode Manual | |||
| 1 | Ketika selector switch pada posisi manual, mode operasi manual dressing siap bekerja | ٧ | |
| 2 | Ketika push button Grinding Wheel ON/OFF ditekan, maka GW akan berputar | ٧ | |
| 3 | Ketika push button Cooling Water ON/OFF ditekan, maka coolant akan mengalir | ٧ | |
| 4 | Ketika selector switch Chuck pada posisi open , valve akan terlepas dari chuck | ٧ | |
| 5 | Ketika push button dress feed forward ditekan, maka dresser feed akan bergerak maju | ٧ | |
| 6 | Ketika push button dress feed +0.01 ditekan, maka dresser feed maju 0.01 mm | ٧ | |
| 7 | Ketika selector switch dress traverse pada posisi right , maka dresser slide bergerak kekanan | ٧ | |
| 8 | Ketika selector switch dress traverse pada posisi left , maka dresser slide bergerak kekiri | ٧ | |
| 9 | Ketika push button dress feed back ward ditekan, maka dresser feed akan bergerak mundur | ٧ | |
| 10 | Ketika push button dress feed -0.01 ditekan, maka dresser feed mundur 0.01 mm | ٧ | |
| Mode Otomatis | |||
| 1 | Ketika selector switch pada posisi auto, mode operasi auto dressing siap bekerja | ٧ | |
| 2 | Ketika dresser counter telah mencapai nilai preset yang ditentukan, dresser feed akan bergerak maju seiauh nilai vang diatur pada HMI (0.02 mm) | ٧ | |
| 3 | Ketika dresser feed sudah maju sejauh 0.02 mm, dresser slide akan bergerak kekanan | ٧ | |
| 4 | Ketika sensor dress slide right end aktif, dresser feed akan maju lagi sejauh 0.02 mm | ٧ | |
| 5 | Ketika dresser feed telah maju sejauh 0.02 mm, dresser slide akan bergerak kekiri sampai home position | ٧ | |
| 6 | Setelah sensor dress traverse origin aktif, posisi dresser feed restart dan posisi akhir dijadikan posisi awal untuk proses selanjutnya | ٧ | |
| 7 | Ketika posisi dresser feed restart, counter dresser juga akan restart | ٧ | |
| 8 | Proses dressing ini akan berlangsung berulang terus menerus ketika proses mesin Seat Grinder beroperasi | ٧ | |
| Kondisi Abnormal | |||
| 1 | Jika lubrikasi belum aktif, maka motor servo tidak akan aktif begitu pula proses dressing tidak akan bisa beroperasi serta muncul tampilan | ٧ | |
| pada HMI | |||
| 2 | Ketika dresser feed tidak mencapai posisi yang telah diatur pada HMI, maka akan muncul peringatan motor abnormal pada HMI | ٧ | |
| 3 | Ketika tombol emergency stop ditekan, maka akan muncul tampilan peringatan pada HMI | ٧ | |
2.9 Evaluasi Hasil
2.9.1 Downtime Mesin
Penyebab adanya modifikasi penggerak dresser slide menjadi sistem motor adalah data trouble pada hasil produksi mesin Seat Grinder NTVS- 2894, yaitu menghasilkan valve roundness NG. Masalah roundness NG merupakan trouble yang menyumbang waktu downtime tertinggi jika dibandingkan dengan masalah kualitas valve lainnya. Semula dalam periode Januari 2013-Mei 2014 rata-rata downtime yang disebabkan dari roundness valve NG sebanyak 596 menit/bulan. Setelah dilakukan modifikasi, data trouble yang ada didalam database Maintenance Department mencatat bahwa selama bulan Mei 2015 tidak pernah terjadi trouble mengenai roundness valve NG. Sehingga dapat dikatakan bahwa downtime pada mesin Seat Grinder NTVS-2894 berkurang sebanyak 100%. Berikut ini menunjukkan nilai perbandingan jumlah downtime mesin sebelum dan sesudah modifikasi
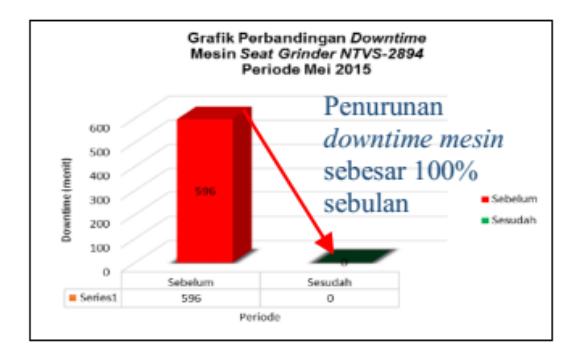
Gambar 21 grafik downtime seat grinder NTVS-2894
2.9.2 Pencapaian Produksi
Salah satu manfaat yang diharapkan setelah modifikasi dilakukan adalah untuk mengoptimalkan kinerja mesin Seat Grinder NTVS- 2894. Dari data produksi sebelum modifikasi tercatat bahwa pencapaian produksi dari mesin Seat Grinder NTVS-2894 ratarata hanya sebesar 77% per bulan dari total target pada setiap bulannya. Setelah adanya modifikasi, kemampuan produksi mesin ini mencapai 111.7%, sehingga pencapaian produksi mesin ini 11.7% lebih banyak dari total target pada bulan pertama yaitu pada bulan Mei 2015.
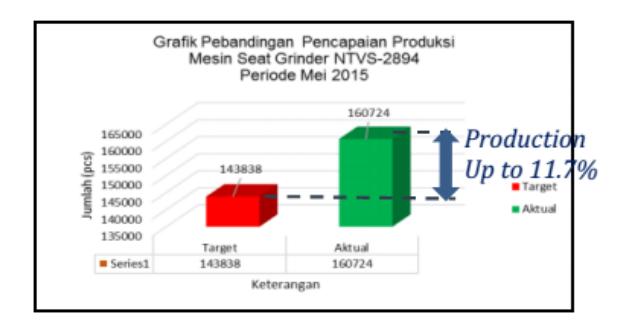
Gambar 22 Pencapaian produksi seat grinder NTVS- 2894
Keseluruhan jumlah produksi valve pada mesin Seat Grinder NTVS-2894 selama bulan Mei 2015 adalah 160.724 pcs dengan target produksi bulan tersebut 143.838 pcs.
3 Kesimpulan
Dalam mengganti penggerak dresser slide yang semula menggunakan sistem air hydro menjadi sistem motor stepper, dapat dilakukan dengan merubah konstruksi unit dresser. Perubahan konstruksi ini menyebabkan perubahan juga pada spesifikasi motor untuk dresser feed. Untuk dresser slide dibutuhkan motor stepper dengan besar torsi berdasarkan hitungan sebesar 1.4 N.m, namun pada aktualnya dipakai motor stepper Vexta PK564AW-T7.2 dengan torsi 2.5 N.m. Sedangkan perubahan spesifikasi motor untuk dresser feed berdasarkan hitungan diperlukan motor dengan torsi sebesar 1.27 N.m, namun pada aktualnya dipakai motor servo Mitsubishi HC- KFS43 dengan torsi 1.3 N.m. Perubahan penggerak ke motor menyebabkan perubahan beberapa komponen elektrik seperti penambahan sensor proximity, position controller Omron NC112, dan driver motor. Adanya modifikasi dapat mengurangi downtime mesin akibat roundness valve sebesar 100% dan meningkatkan kemampuan produksi menjadi 111.7% dari total target pada bulan pertama.
4 Nomenklatur
F = beban ijin
Ft = beban Ultimate
M = massa
SF = safety factor
T = torque
Tp = preload torque
5 Daftar Pustaka
- [1] Bolton, W, Sistem Instrumentasi dan Sistem Kontrol, Jakarta: Erlangga, 2009.
- [2] Foster, Bob, Terpadu Fisika SMU Jilid 3A, Jakarta : Erlangga, 1997.
- [3] Irawan, Agustinus Purna, Diktat Elemen Mesin, Jakarta : Universitas Tarumanegara, 2009.
- [4] Kanginan, Marthen, Seribu Pena Fisika SMU Jilid 1, Jakarta : Erlangga, 1999.
- [5] Silva, Clarence W, Mechatronics a Foundation Course, New York : CRC Press, 2010.
- [6] Stefano., Joseph J., Di Ph.D, Stubberud, Allen R. Ph.D, Williams, Ivan J. Ph.D, Alih bahasa oleh Ir. Herman Wododo Soemitro, Sistem Pengendalian dan Umpan Balik Jakarta: Erlangga, 1996.
- [7] Sukandar, Aan, Pepen Yuspendi, Uli Karo Karo, Analisi Berat Beban dan Perhitungan Gaya pada Proses Mesin Gerinda Datar. Bandung : Universitas Pendidikan Indonesia, 2013.