
1 Pendahuluan
Faktor utama yang harus diperhatikan dalam keberjalanan sebuah industri proses adalah keselamatan kerja. Jika keselamatan kerja diabaikan, maka kemungkinan terjadinya kecelakaan akan meningkat. Kecelakaan dalam industri proses menimbulkan beberapa dampak yang sangat merugikan antara lain kematian, kerusakan pada peralatan dan lingkungan, kerugian secara ekonomis, serta dapat merusak reputasi dari perusahaan. Salah satu lapisan proteksi yang dapat menjamin keselamatan kerja pada suatu industri adalah Safety Instrumented System (SIS). SIS bertugas untuk mendeteksi sekaligus meredam kondisi-kondisi kritis yang dapat memicu timbulnya kecelakaan yang lebih besar dengan cara mematikan sumber bahaya. Dalam skala laboratorium khususnya miniatur pasteurisasi di Laboratorium Manajemen Sistem Instrumentasi dan Kontrol (MSIK), keselamatan kerja juga penting diperhatikan untuk meminimalisir kecelakaan. Kecelakaan pada miniatur pasteurisasi dapat berdampak bagi keselamatan praktikan dan mengakibatkan kerusakan komponen yang ada pada miniatur pasteurisasi. Dengan adanya
SIS, diharapkan dapat meningkatkan nilai Risk Reduction Factor (RRF) dan mengurangi dampak kondisi kritis pada miniatur pasteurisasi.
2 Teori Dasar
2.1 Miniatur Pasteurisasi
Menurut Schmidt [1], pasteurisasi adalah sebuah proses pemberian kalor dengan batasan temperatur tertentu yang digunakan untuk menonaktifkan enzim-enzim serta mikroorganisme yang merugikan dan bersifat patogen dengan perubahan kualitas seminimal mungkin. Jenis pasteurisasi yang umum di masyarakat adalah HTST (High Temperature Short Time) dan UHT (Ultra High Temperature). HTST dilakukan dengan meningkatkan temperatur susu hingga 70-75 derajat Celcius selama 15 detik. Sementara UHT dilakukan antara 135-150 derajat Celcius selama 4-15 detik. Salah satu simulator yang dapat menggambarkan proses pasteurisasi adalah miniatur Armfield PCT-23 MKII yang terdapat pada Laboratorium Manajemen Sistem Instrumentasi dan Kontrol (MSIK) Teknik Fisika ITB. Berdasarkan Armfield [2], unit proses pada Armfield PCT-23 MkII merepresentasikan pasteurisasi jenis HTST (High Temperature Short Time). Unit proses ini dilengkapi dengan heat exchanger tiga tahap yaitu recycle, heating dan cooling, holding tube, sensor temperatur, sensor level, sensor flow, solenoid valve, dua buah pompa, serta tiga buah tangki yaitu tangki umpan (tangki A), tangki produk (tangki B), dan tangki air panas. Skematik Armfield dapat dilihat pada Gambar 1.
Gambar 1 Skematik Armfield PCT-23 MkII
Keterangan gambar:
- A. Tangki umpan (tangki A)
- B. Tangki produk (tangki B)
- C. Solenoid Valve
- D. Heat Exchanger
- E. Pompa 1 (N1)
- F. Pompa 2 (N2)
- G. Holding tube
- H. Tangki air panas
Fluida umpan dari tangki A dipompa ke heat exchanger untuk mendapatkan transfer kalor dari aliran air panas, kemudian diteruskan melewati holding tube. Fluida yang telah mempunyai temperatur yang sesuai dengan spesifikasi akan menjadi produk dan dialirkan
menuju tangki B, sedangkan fluida yang memiliki temperatur kurang dari spesifikasi akan dibuang melalui pipa divert.
2.2 Safety Protection Layer
Dalam standar ANSI/ISA-84.00.01-2004 [3], dijelaskan bahwa ukuran risiko dan keamanan suatu plant dikategorikan ke dalam beberapa lapis sistem proteksi. Sistem proteksi pada suatu plant yang terdiri dari dua layer yaitu prevent layer dan mitigate layer. Prevent layer memiliki fungsi untuk mencegah terjadinya kondisi berbahaya yang dapat memicu kecelakaan yang lebih besar pada plant. Mitigate layer akan meminimalisasi dampak kerusakan serta konsekuensi yang ditimbulkan jika telah terjadi suatu kecelakaan pada plant. Basic Process Control System (BPCS), Process Alarm, dan Safety Instrumented System (SIS) termasuk sistem proteksi keamanan kategori prevent layer.
2.3 Safety Instrumented System (SIS)
Menurut Mitchell [4], Safety Instrumented System (SIS) merupakan sistem instrumentasi dan kontrol yang mendeteksi penyimpangan pada kondisi proses dan secara otomatis akan mengembalikan proses ke dalam safe state (kondisi aman). SIS terdiri dari kombinasi komponen sensor, pengolah logika atau logic solver dan final element. SIS berfungsi untuk mengamankan sistem jika terjadi penyimpangan agar tidak membahayakan pekerja maupun lingkungan sekitar. Apabila BPCS dan operator gagal untuk mengembalikan proses ke kondisi normal, SIS akan mengambil tindakan untuk mencegah terjadinya insiden berbahaya.
2.3.1 Safety Instrumented Function (SIF)
Berdasarkan standar ANSI/ISA-84.00.01-2004 [3], Safety Instrumented Function (SIF) didefinisikan sebagai fungsi pengaman dengan nilai Safety Integrity Level (SIL) spesifik yang dibutuhkan untuk mencapai fungsinya. Arsitektur SIF dapat digambarkan dengan sistem M-out-of-N (MooN), dimana M adalah jumlah komponen SIF yang harus berfungsi mengambil tindakan keamanan dan N adalah jumlah total komponen SIF. Menurut Goble [5], arsitektur yang umum digunakan pada SIF adalah 1oo1 (One-out-of-One), 1oo2 (Oneout-of-Two), 1oo3 (One-out-of-Three), 2oo2 (Two-out-of-Two), 2oo3 (Two-out-of-Three), 1oo1D (One-out-of-One Diagnostic), 1oo2D (One-out-of-Two Diagnostic), dan 2oo2D (Twoout-of-Two Diagnostic). Arsitektur yang memiliki huruf D di akhir, menggunakan perangkat tambahan yang mempunyai kemampuan diagnostik, yang dapat membuat kegagalan berbahaya yang dapat terdeteksi menjadi kegagalan yang aman untuk sistem.
Safety Integrity Level (SIL)
Safety Integrity Level (SIL) adalah ukuran tingkat keselamatan dari SIS dalam melakukan pengurangan risiko. SIL dapat diverifikasi dengan cara menghitung nilai Probability of Failure on Demand average (PFDavg) untuk setiap komponen sistem. PFDavg merupakan rata-rata probabilitas atau kemungkinan bahwa SIF akan gagal bekerja dan tidak mampu melakukan fungsi keamanan. Nilai PFDavg dipengaruhi oleh nilai failure rate (λ), yaitu nilai rata-rata yang menyatakan suatu komponen akan mengalami kegagalan atau kerusakan.
Safety Integrity Level (SIL) Probability of Failure on Demand average per year (PFDavg) Risk Reduction Factor (RRF) SIL 4 ≥10-5 – <10-4 ≥104 – <105 SIL 3 ≥10-4 – <10-3 ≥103 – <104 SIL 2 ≥10-3 – <10-2 ≥102 – <103 SIL 1 ≥10-2 – <10-1 ≥101 – <102
Tabel 1 Tingkatan SIL beserta parameternya [3]
2.4 Analisis Risiko dan Bahaya
Analisis risiko bertujuan untuk membentuk pemahaman tentang tingkatan risiko pada suatu plant. Dalam standar IEC 61882 [6], dijelaskan bahwa Hazard and Operability Study (HAZOP) merupakan suatu identifikasi proses secara detail terkait bahaya dan masalah operasi yang dilakukan oleh suatu tim dalam sebuah plant. Tahapan pertama dalam HAZOP adalah mengidentifikasi penyimpangan atau kondisi yang ada dengan menggunakan kata bantu seperti no, more, less atau kata bantu lainnya pada setiap parameter yang terdapat pada proses misalnya level, flow, pressure, temperature, dan sebagainya. Tahapan selanjutnya adalah mengidentifikasi penyebab terjadinya sebuah penyimpangan, mengidentifikasi dampak yang terjadi, mengidentifikasi peralatan yang akan melindungi sistem, serta menentukan risk ranking dari deviasi-deviasi proses tersebut berdasarkan skala konsekuensi dan frekuensi untuk selanjutnya didefinisikan tipe risiko dari tiap kondisi berdasarkan risk matrix.
Setelah dilakukan analisis HAZOP, ditentukan target nilai SIL dengan metode risk graph (grafik risiko). Dalam risk graph terdapat 4 parameter kualitatif, yaitu konsekuensi dari keadaan bahaya yang terjadi (C), frekuensi keadaan bahaya (F), probabilitas kemampuan menghindari keadaan bahaya (P), dan demand rate (W). Setiap parameter tersebut memiliki tingkatan minimum hingga maksimum dan setiap tingkatan memiliki risiko yang berbedabeda. Kombinasi pilihan risiko dari kriteria C, F, dan P diidentifikasi dengan skala demand rate (W1, W2, dan W3) yang akan menghasilkan nilai SIL pada sistem.
2.5 Fault Tree Analysis (FTA)
Fault Tree Analysis (FTA) merupakan suatu proses identifikasi masalah dari suatu sistem. Pada proses ini, FTA yang digunakan memiliki tipe Top Down sehingga tahap pertama yang dilakukan adalah menentukan kegagalan inti dari sistem tersebut yang menjadi puncak utama dari FTA dan tahap selanjutnya adalah memperinci sebab-sebab yang mungkin mengakibatkan kegagalan tersebut. Metode Fault Tree Analysis (FTA) digunakan untuk membuat persamaan Probabilitas rata-rata kegagalan atau Probability of Failure on Demand (PFD). Dalam standar ANSI/ISA TR 84.00.02 [7], dijelaskan bahwa PFD merupakan probabilitas atau kemungkinan bahwa SIF akan gagal bekerja dan tidak mampu melakukan fungsi keamanan. Persamaan PFD kemudian diintegralkan menjadi persamaan PFDavg yang digunakan untuk menentukan nilai SIL dari rancangan SIS.
3 Metodologi Perancangan
Perancangan Safety Instrumented System (SIS) mengacu pada standar industri ANSI/ISA-84.00.01-2004 [3]. Menurut standar tersebut perancangan SIS memiliki beberapa
tahapan, diantaranya adalah tahap analisis, tahap implementasi, serta tahap operasi dan verifikasi.
3.1 Tahap Analisis
Tahap analisis merupakan tahap awal dalam perancangan SIS. Pada tahap ini dilakukan suatu analisis terhadap kondisi yang sudah ada atau kondisi keadaan instrumen saat ini. Tahap analisis terbagi menjadi beberapa bagian diantaranya identifikasi Hazard and Operability Study (HAZOP) dan penentuan target SIL dengan menggunakan metode Risk graph.
Identifikasi HAZOP dilakukan dengan mengkaji Piping and Instrumentation Diagram (P&ID) miniatur pasteurisasi. Didefinisikan 6 buah node pada miniatur pasteurisasi, yaitu tangki air panas, tangki umpan (tangki A), tangki produk (tangki B), pipa flowmeter, pipa inlet fluida, dan heat exchanger. Setelah dilakukan identifikasi HAZOP dan penilaian tingkat risiko dari skala konsekuensi dan skala frekuensi, didapatkan 3 macam kondisi kritis pada miniatur pasteurisasi yang memiliki tingkat risiko high (H). Kondisi kritis tersebut antara lain temperature high high pada tangki air panas, level low low pada tangki A, dan level high high pada tangki A. Pada tugas akhir ini, penentuan nilai SIL untuk miniatur pasteurisasi dilakukan dengan metode risk graph. Berdasarkan analisis risk graph, didapatkan hasil bahwa target SIL untuk miniatur pasteurisasi adalah SIL 1.
3.2 Tahap Implementasi
Tahap implementasi merupakan tahap perancangan dan pemasangan dari SIS yang sudah ditentukan pada tahap sebelumnya. Tahap ini terdiri dari pembuatan Fault Tree Analysis (FTA), penentuan rancangan SIS terbaik, pemasangan komonen SIS pada miniatur pasteurisasi, dan pembuatan Ladder Logic Diagram PLC.
3.2.1 Pembuatan Fault Tree Analysis
Pembuatan FTA digunakan untuk merumuskan persamaan PFDavg dari 8 kombinasi konfigurasi rancangan SIF. Nilai Probability of Failure on Demand average (PFDavg) akan menjadi acuan untuk menentukan nilai SIL. Nilai SIL hasil perhitungan tersebut digunakan sebagai pembuktian atau verifikasi rancangan SIS secara kuantitatif, yang akan disesuaikan dengan target SIL dari metode risk graph.
Berikut adalah penurunan persamaan PFDavg secara umum.
\[PFD_{avg} = \frac{1}{TI} \int_{0}^{T} PFD(z) dz\] (1)
Dengan TI merupakan rentang waktu sebuah sistem dari keadaan berbahaya yang tidak terdeteksi oleh on-line test menuju kondisi normal, dan z merupakan variabel waktu dalam perhitungan integral untuk PFD. Berikut ini penurunan persamaan PFDavg untuk kombinasi terpilih nantinya yaitu 1001 (FTA pada Gambar 2) dan 1002 (FTA pada Gambar 3).
Gambar 2 Fault Tree Analysis 1001
\[PFD_{loo1} = \lambda^{DD} \times RT + \lambda^{DU} \times TI\] \[PFD_{avglool}(t) = \frac{1}{t} \int_{0}^{t} (\lambda^{DD} \times RT + \lambda^{DU} \times z) dz\] substitusikan \(t = TI\) (2)
\[PFD_{avg1oo1}(TI) = \lambda^{DD} \times RT + \frac{1}{TI} \lambda^{DU} \int_{0}^{T} z dz\] \[= \lambda^{DD} \times RT + \frac{1}{TI} \lambda^{DU} \left[ \frac{z^{2}}{2} \right]_{0}^{TI}\] \[= \lambda^{DD} \times RT + \lambda^{DU} \times \frac{TI}{2}\] (3)
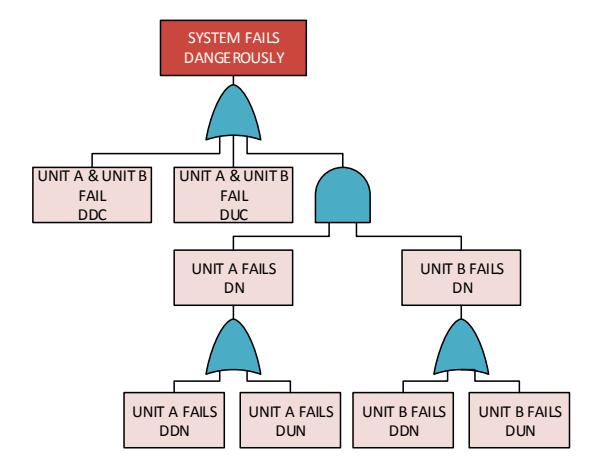
Gambar 3 Fault Tree Analysis 1002
\[\begin{split} PFD_{1oo2} &= \lambda^{DDC} \times RT + \lambda^{DUC} \times TI + (\lambda^{DDN} \times RT + \lambda^{DUN} \times TI)^{2} \\ &= \lambda^{DDC} \times RT + \lambda^{DUC} \times TI + (\lambda^{DDN} \times RT)^{2} + 2(\lambda^{DDN} \times RT)(\lambda^{DUN} \times TI) \\ &+ (\lambda^{DUN} \times TI)^{2} \end{split} \tag{4}\]
\[PFD_{avg1oo2}(TI) = \lambda^{DDC} \times RT + \lambda^{DUC} \times \frac{TI}{2} + (\lambda^{DDN} \times RT)^{2} + (\lambda^{DDN} \times RT)(\lambda^{DUN} \times TI)\] \[+ \frac{1}{3} (\lambda^{DUN} \times TI)^{2}\] (5)
Dengan \(\lambda^{\rm DD}\) merupakan laju kegagalan berbahaya yang terdeteksi pada instrumen, \(\lambda^{\rm DU}\) merupakan laju kegagalan berbahaya yang tidak terdeteksi pada instrumen, RT merupakan rentang waktu sebuah sistem dari keadaan berbahaya yang terdeteksi oleh on-line test menuju kondisi normal, \(\lambda^{\rm DDC}\) merupakan laju kegagalan berbahaya yang terdeteksi dengan penyebab umum pada instrumen , \(\lambda^{\rm DUC}\) merupakan laju kegagalan berbahaya yang tidak terdeteksi akibat penyebab umum pada instrumen, \(\lambda^{\rm DDN}\) merupakan laju kegagalan berbahaya yang terdeteksi dengan penyebab independen pada instrumen, dan \(\lambda^{\rm DUN}\) merupakan laju kegagalan berbahaya yang tidak terdeteksi akibat penyebab independen pada instrumen.
Dalam melakukan perhitungan nilai Probability of Failure on Demand average yang menyatakan tingkat keamanan suatu komponen, diperlukan data laju kegagalan (failure rate), persentase aman, diagnostic coverage, dan repair time dari masing-masing komponen. Data laju kegagalan tersebut didapatkan dari buku EXIDA dan OREDA (Offshore Reliability Data) [8].
Pemilihan Rancangan Terbaik
Pemilihan rancangan SIS dilakukan dengan metode Analytical Hierarchy Process (AHP). AHP merupakan salah satu metode analisis untuk membuat keputusan dari berbagai kriteria berdasarkan prioritas dari kriteria dan alternatif [9]. Dipilih satu alternatif kombinasi terbaik untuk tiga kondisi kritis hasil identifikasi HAZOP, yaitu temperature high high pada tangki air panas, level low low pada tangki A, dan level high high pada tangki A. Diinginkan sebuah konfigurasi yang memiliki nilai PFDavg dan biaya pengeluaran yang sekecil mungkin.
Tabel 2 Hasil analisis AHP
| Konfigurasi | Total | Total | Dahat | Dahat | Dobot | |||
|---|---|---|---|---|---|---|---|---|
| Kondisi Kritis | Sensor | Logic solver | Final element | Total PFDavg | Fraksi Biaya | Bobot PFDavg | Bobot Biaya | Bobot Total |
| Temperature High High pada Tangki Air Panas | 1001 | 1001 | 1001 | 8.58×10- | 243.26 | 3.43×10- | 1.46×10- | 4.89×10- |
| Level Low Low pada Tangki A | 1002 | 1001 | 1001 | 5.68×10- | 266.4 | 2.27×10- | 1.59×10- | 2.43×10- |
| Level High High pada Tangki A | 1002 | 1001 | 1001 | 1.20×10- | 245.6 | 4.81×10- | 1.40×10- | 6.20×10- |
Pemasangan Komponen SIS
Pada tahap pemasangan, segala kebutuhan yang berhubungan dengan proses instalasi harus sudah terpenuhi dan lengkap. Segala kebutuhan ini meliputi layout installation keseluruhan instrumen yang terdiri dari sensor, kontroler, dan final element. Komponen sensor yang akan dipasang meliputi kondisi temperature high high pada tangki air panas, level low low pada tangki A, dan level high high pada tangki A. Pemasangan komponen di tangki air panas dan tangki A dapat dilihat pada Gambar 4.
Gambar 4 Pemasangan Sensor Temperatur pada Tangki Air Panas dan Sensor Level pada Tangki A
Sensor temperatur yang akan dipasang pada tangki air panas berupa thermocouple tipe J. Sensor level yang akan dipasang pada tangki A berupa level switch yang disebut dengan dipstick. Terdapat dua batang untuk ground dan empat batang untuk mendeteksi ketinggian air dengan nilai tertentu.
Komponen Logic Solver yang digunakan pada miniatur pasteurisasi adalah PLC dengan tipe Allen Bradley RS Logix 5000. PLC berfungsi untuk menerima masukan digital dan masukan analog yang selanjutnya akan diolah dengan program ladder logic diagram. Hasil pengolahan program akan menghasilkan keluaran melalui relay output. Setelah melalui logic solver maka dibutuhkan final element yang akan berfungsi sebagai aktuator dari Safety Instrumented System. Terdapat tiga final element yang digunakan untuk sistem ini yaitu pompa, valve, dan heater.
4 Hasil dan Analisis
4.1 Analisis Hasil Rancangan Safety Instrumented System
Rancangan terpilih untuk kondisi temperature high high pada tangki air panas adalah kombinasi konfigurasi sensor 1oo1, logic solver 1oo1, dan final element 1oo1. Komponen sensor yang dipilih berupa temperature transmitter. Rancangan tersebut memiliki total nilai PFDavg sebesar 8.58 × 10-2. Rancangan terpilih untuk kondisi level low low dan level high high adalah kombinasi konfigurasi sensor 1oo2, logic solver 1oo1, dan final element 1oo1. Rancangan SIS untuk kondisi level low low memiliki total nilai PFDavg sebesar 5.68 × 10-2, sedangkan untuk kondisi level high high sebesar 1.20 × 10-2. Komponen sensor yang dipilih
untuk mendeteksi ketinggian air pada tangki A berupa level switch. Ketiga rancangan tersebut telah memenuhi persyaratan SIL 1 pada standar ANSI/ISA S.84.00.2004, yaitu memiliki nilai PFDavg yang berada pada rentang 10-2 hingga 10-1.
4.2 Hasil Pengujian Safety Instrumented System
4.2.1 Kondisi Level High High
Kondisi level high high pada miniatur pasteurisasi terjadi pada saat level air pada tangki A sudah mencapai 230 ml. Simulasi uji SIS untuk kondisi ini dilakukan dalam keadaan solenoid valve terbuka sebesar 0.3 ml/s sehingga air akan terus mengalir menuju tangki A dan pompa keluar terbuka sebesar 0.15 ml/s. Ketika sensor terendam air maka sensor yang memiliki rangkaian normally open akan mendapatkan tegangan pada coil relay sehingga rangkaian relay berubah menjadi normally close yang membuat arus informasi dapat mengalir menuju PLC. Informasi yang masuk menuju PLC akan diolah oleh program Ladder Logic Diagram dan informasi tersebut akan memberikan perintah melalui relay output yang terhubung dengan relay pada valve, sehingga valve yang semula energized bisa menjadi de-energized.
Gambar 5 menunjukan laju pertambahan volume terhadap waktu yang dimulai ketika volume air pada tangki A sebanyak 215 ml hingga mencapai kondisi Level High High yaitu 230 ml. Dari grafik tersebut dapat terlihat bahwa pada saat level air sudah mencapai 230 ml, maka SIS akan aktif sehingga valve akan mati dan volume air menjadi turun karena air hanya keluar melalui pompa dan tidak ada air yang masuk.
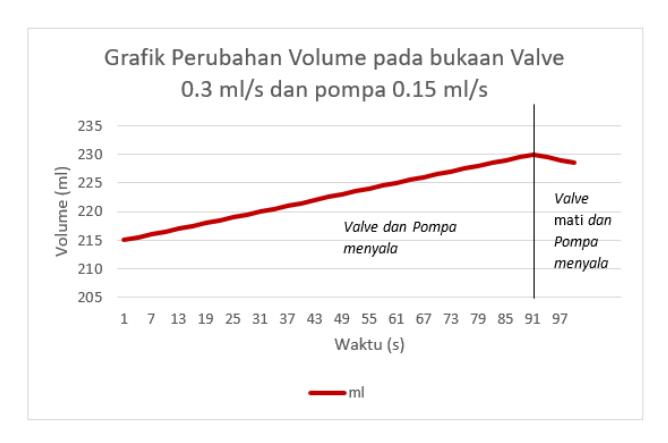
Gambar 5 Grafik Pengujian Kondisi Level High High
4.2.2 Kondisi Level Low Low
Kondisi level low low pada miniatur pasteurisasi terjadi pada saat level air pada tangki A sudah mencapai 30 ml. Simulasi uji SIS untuk kondisi ini dilakukan dalam keadaan pompa terbuka sehingga air akan terus mengalir keluar dari tangki A dengan kecepatan 0.5 ml/s dan air masuk dari valve dengan kecepatan 0.3 ml/s. Ketika seluruh sensor tidak terendam air, PLC akan memberikan informasi melalui relay output yang terhubung dengan relay pada pompa, sehingga pompa yang semula energized bisa menjadi de-energized.
Gambar 6 menunjukan laju penurunan volume terhadap waktu yang dimulai ketika volume air pada tangki A sebanyak 37 ml hingga mencapai kondisi Level Low Low yaitu 30 ml. Dari grafik tersebut dapat terlihat bahwa pada saat level air sudah mencapai 30 ml, maka SIS akan aktif sehingga pompa akan mati dan volume air menjadi naik karena hanya ada air yang masuk melalui valve.
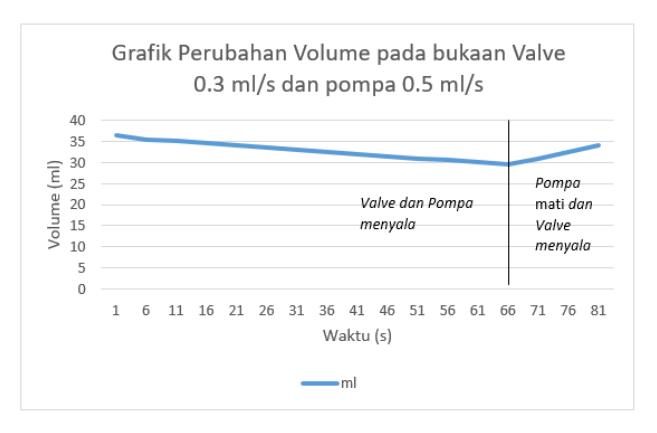
Gambar 6 Grafik Pengujian Kondisi Level Low Low
4.2.3 Kondisi Temperature High High
Kondisi temperature high high pada miniatur pasteurisasi terjadi pada saat temperatur air pada heater sudah mencapai 72.5oC. Simulasi uji SIS untuk kondisi ini dilakukan dalam keadaan heater menyala sehingga air di dalam heater akan terus dipanaskan. Ketika thermocouple mendeteksi suhu 72.5oC, informasi dari thermocouple tersebut akan masuk menuju PLC melalui analog input dan akan diolah oleh program Ladder Logic Diagram sehingga akan terdapat perintah melalui relay output yang terhubung dengan relay pada heater, sehingga heater yang semula energized bisa menjadi de-energized.
Gambar 7 menunjukan laju kenaikan suhu heater terhadap waktu yang dimulai ketika suhu air pada heater sebesar 30oC hingga mencapai kondisi Temperature High High yaitu 72.5oC. Dari grafik tersebut dapat terlihat bahwa pada saat temperatur air sudah mencapai 72.5oC, maka SIS akan aktif sehingga heater akan mati dan suhu air menjadi konstan dan semakin lama akan semakin menurun. Selain dengan melihat grafik kenaikan suhu, pengujian SIS juga dapat dilakukan dengan memantau daya yang digunakan oleh heater. Ketika heater menyala, heater secara konsisten menggunakan daya sebesar 1.2 kW, sedangkan ketika SIS aktif, maka heater akan mati dan daya yang digunakan heater langsung menurun secara drastis yaitu 0 kW.
Gambar 7 Grafik Pengujian Kondisi Temperature High High dan Pengujian Kondisi Temperatur High High terhadap Power Heater
4.3 Peningkatan Level Keselamatan
Nilai PFDavg dan RRF untuk ketiga kondisi kritis dapat dilihat pada Tabel 3. Peningkatan level keselamatan diindikasikan dengan peningkatan nilai Safety Integrity Level (SIL) dan nilai Risk Reduction Factor (RRF). Sebelum penambahan SIS, nilai SIL untuk miniatur pasteurisasi sebesar SIL 0 dan memiliki RRF ≤ 10. Setelah adanya penambahan SIS, nilai SIL untuk miniatur pasteurisasi menjadi sebesar SIL 1 dan terjadi peningkatan nilai RFF. Terdapat peningkatan level keselamatan sebanyak 83 kali setelah adanya penambahan SIS pada miniatur pasteurisasi jika dibandingkan dengan sebelum penambahan SIS.
Kondisi Kritis Nilai PFDavg Nilai RRF Temperature High High 8.58 x 10-2 11.65 Level Low Low 5.68 x 10-2 17.60 Level High High 1.20 x 10-2 83.33
Tabel 3 Nilai RRF untuk Ketiga Kondisi Kritis
5 Kesimpulan
Berdasarkan penelitian yang telah dilakukan, dapat diambil beberapa kesimpulan.
Parameter kondisi kritis proses untuk miniatur pasteurisasi adalah temperature high high pada tangki air panas, level low low pada tangki umpan (tangki A), dan level high high pada tangki umpan (tangki A). Sedangkan target Safety Integrity Level (SIL) berdasarkan analisis Risk graph untuk miniatur pasteurisasi adalah SIL 1.
Perancangan Safety Instrumented System (SIS) untuk miniatur pasteurisasi dilakukan sesuai dengan standar ANSI/ISA-84.00-2004. Rancangan SIS terpilih berupa temperature transmitter yang akan dipasang pada tangki air panas dan level switch yang akan dipasang pada tangki A. Masing-masing sensor terhubung ke PLC sebagai logic solver untuk mematikan final element yang berupa heater, solenoid valve, dan pompa.
Setelah penambahan komponen SIS, didapatkan nilai Probability of Failure on Demand average (PFDavg) sebesar 8.58 × 10-2 untuk kondisi temperature high high, 5.68 × 10-2 untuk kondisi level low low, dan 1.20 × 10-2 untuk kondisi level high high. Sehingga terjadi peningkatan nilai Risk Reduction Factor (RRF) pada miniatur pasteurisasi, dari maksimal 10 menjadi 83 kali untuk keseluruhan lapisan proteksi.
6 Nomenclature
= Laju kegagalan pada instrumen
S = Laju kegagalan yang aman pada instrumen
D = Laju kegagalan berbahaya pada instrumen
DD = Laju kegagalan berbahaya yang terdeteksi pada instrumen
DU = Laju kegagalan berbahaya yang tidak terdeteksi pada instrumen
DDC = Laju kegagalan berbahaya yang terdeteksi dengan penyebab umum pada instrumen
DDN = Laju kegagalan berbahaya yang terdeteksi dengan penyebab independen pada instrumen
DUC = Laju kegagalan berbahaya yang tidak terdeteksi akibat penyebab umum pada instrumen
DUN = Laju kegagalan berbahaya yang tidak terdeteksi akibat penyebab independen pada instrumen
= Rentang waktu sebuah sistem dari keadaan berbahaya yang terdeteksi oleh online test menuju
kondisi normal
- = Rentang waktu sebuah sistem dari keadaan berbahaya yang tidak terdeteksi oleh on-line test menuju
- kondisi normal
- z = variabel waktu dalam perhitungan integral untuk PFD
7 Referensi
- [1] R. D. Schmidt & G. E. Rodrick, Food Safety Handbook, New Jersey: Willey-Interscience, 2003.
- [2] PCT23MkII : Process Plant Trainer (Process Control Trainer), Armfield Ltd, 2010.
- [3] Functional Safety: Safety Instrumented System for the Process Industry Sector, ANSI/ISA-84.00.01-2004 Part 1 - 3 (IEC 61511-1 Mod), Research Triangle Park, North Carolina USA: ISA - The Instrumentation, Systems and Automation Society, 2004.
- [4] J. K. Mitchell, Kenexis Safety Engineering Handbook, Columbus: Kenexis Consulting Corporation, 2010.
- [5] W. M. Goble, Control Systems Safety Evaluation and Reliability Second Edition, United State of America: ISA - Instrumentation Society of America, 1998.
- [6] IEC 61882: Hazard and Operability Studies (HAZOP studies) - Application Guide, Geneva: International Electrotechnical Comission, 2001.
- [7] ANSI/ISA TR 84.00.02 Safety Integrated Level (SIL), Evaluation Techniques, Research Triangle Park, North Carolina: ISA, 2002.
- [8] Offshore Reliability Data Handbook (OREDA), 4th Edition, Norway: SINTEF Industrial Management, 2002.
- [9] K. Bunruamkaew, The Analytical Hierarchy Process - AHP, Division of Spatial Information Science, Graduate School of Life and Environmental Sciences, University of Tsukuba, 2012.