
1 Pendahuluan
Bisnis kertas di dunia perlahan bergeser dari jenis kertas tulis cetak ke jenis kertas untuk rumah (household paper) seperti tisu dapur [1]. Kondisi ini berlanjut saat pandemi karena lebih banyak permintaan jenis kertas lain seperti tisu higienis dan kertas kemasan. Setelah pandemi, kebutuhan kertas tulis kembali tinggi. Bahkan, industri pulp dan kertas di Indonesia mengalami pertumbuhan sebesar 4.52% sepanjang 2023 [2]. Selain itu, beberapa industri kertas di Indonesia tetap melakukan ekspor ke negara seperti India [3]. Oleh karena itu, industri kertas tetap memproduksi kertas tulis cetak namun untuk tetap dapat memiliki daya saing, optimalisasi di berbagai bidang dilakukan seperti di bidang konsumsi energi.
Pada sisi proses produksi kertas, konsumsi energi terbesar adalah di bagian pengeringan kertas (dry-end) dan proses refining. Pada sistem Thermo Mechanical Pulp (TMP), konsumsi energi pada proses refining mencapai 80% dari keseluruhan energi yang dibutuhkan [4]. Secara garis besar, posisi sistem refining pada proses pembuatan kertas dapat dilihat pada Gambar 1.
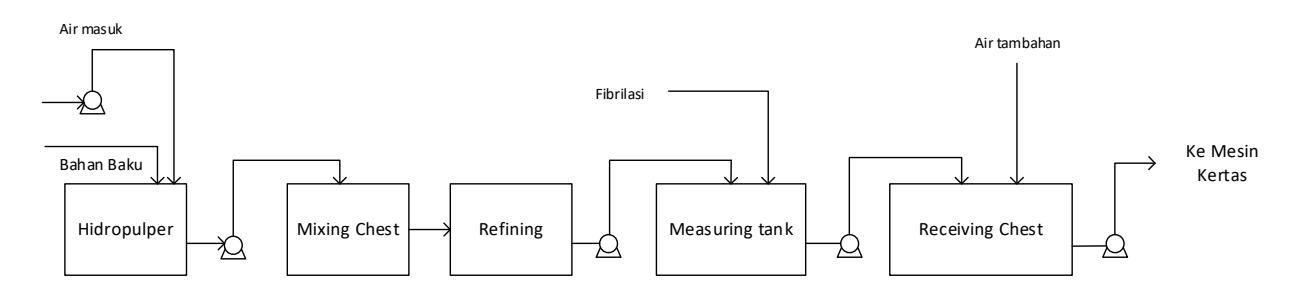
Gambar 1. Posisi sistem refining pada alur pembuatan kertas.
Bahan baku kertas yaitu pulp diolah di hidropulper dengan air. Setelah proses hidropulper, pulp dimasukkan ke sistem refining. Pulp yang telah melewati proses refining dimasukkan ke measuring tank untuk ditambahkan fibrilasi. Dari measuring tank akan dilanjutkan di receiving chest dan akhirnya pulp dimasukkan ke proses di mesin kertas untuk dijadikan produk kertas.
Pemilihan sistem refining bergantung pada jenis kertas yang diinginkan, jenis pulp dan perencanaan kapasitas [5]. Salah satu konfigurasi mesin refiner yang ada di industri dapat dilihat pada Gambar 2.
Gambar 2. Sistem refining.
Pulp yang berasal dari mixing chest dimasukkan ke dalam mixing chest. Dari mixing chest, pulp kemudian dipompa masuk ke mesin refiner dan dilanjutkan dengan proses berikutnya di area mesin kertas. Dalam rangka optimalisasi, mill mencoba menggantikan mesin refiner dari tipe Conical ke Double Disk. Pada konsistensi 3.5–4.5% tipe DDR memiliki Specific Edge Load (SEL) lebih kecil dibandingkan conical, yaitu 1.4– 4.0 J/m, sedangkan SEL tipe conical adalah 0.9–6.0 J/m [6].
Secara umum prinsip kerja tipe refiner DDR dan conical adalah sama, yaitu memiliki bagian stator dan rotor, seperti yang ditunjukkan pada Gambar 3.
Gambar 3. Mesin pulp refiner.
Evaluasi kinerja refining menggunakan SEL [7], [8]. [9], [10]. SEL menyatakan jumlah energi net dari bar yang melintang pada disc/cakram mesin refiner [9]. Dengan kata lain, SEL menunjukkan jumlah energi yang dibutuhkan saat bar stator dan rotor saling berpapasan [11]. Namun, penelitian ini menggunakan parameter
Specific Refiner Energy (SRE) [10], [12]. SRE merupakan jumlah energi yang diberikan refiner kepada fiber yang formulasinya didefinisikan pada Persamaan (1). Satuan SRE dinyatakan dalam [kWh/t]. Pnet adalah daya bersih yang dibutuhkan serat dengan satuan dinyatakan dalam [kW]. adalah laju aliran serat di refiner memiliki satuan [t/h] dengan formulasi yang diberikan pada Persamaan (2). Sedangkan f adalah laju aliran dalam refiner yang dinyatakan dalam [liter/h] dan c adalah konsistensi pulp dengan satuan [mass/unit volume].
\[SRE = P_{net}/\dot{m} \tag{1}\]
\[\dot{m} = f c \tag{2}\]
Selain evaluasi dari sisi energi, refining dari pulp juga erat kaitannya dengan konsistensi dan freeness. Pada proses pembuatan pulp dan kertas, konsistensi adalah kandungan total padatan kering dalam bubur pulp, bubur yang terbuat dari air, serat, serat yang sangat halus (disebut juga dengan istilah fines) dan pengisi (bahan kimia) [13]. Freeness adalah kemampuan pengeringan suspense dari pulp. Istilah ini dinyatakan dalam satuan mililiter, namun di kalangan industri pulp dan kertas lebih dikenal dengan nama CSF (Canadian Standard Freeness).
2 Metodologi
Penelitian menggunakan data dari mesin refiner jenis DDR dan Conical yang diperoleh dari DCS, serta hasil pengujian sifat fisik kertas yang dihasilkan oleh masing-masing mesin refiner. Data DCS diambil selama 28 hari dengan 6 kali pengambilan per hari untuk memperoleh informasi yang komprehensif. Selain itu, evaluasi kinerja proses refining menggunakan parameter SEL dan SRE untuk membandingkan efisiensi pemanfaatan energi antara kedua mesin refiner.
Bahan baku pulp yang digunakan adalah Leaf Bleach Kraft Pulp (LBKP) yang berasal dari kayu acacia crassicarpa dan eucalyptus. Panjang serat rata-rata adalah 0,651 mm, lebar serat 14.8 μm dan coarseness 0.0616 mg/m. Konsistensi stock pulp yang dilewatkan pada mesin DDR adalah 4% dan mesin Conical Refiner adalah 4.6%. Perbedaan nilai konsistensi ini disebabkan adanya perbedaan waktu loading. Mesin DDR memerlukan waktu yang lebih lama dibandingkan Conical.
Untuk mengetahui efektivitas kedua jenis mesin refiner ini, sifat fisik kertas produk akhir yaitu kertas tulis HVS 80 gram juga diuji. Sifat fisik yang diuji adalah bulk, porosity, tensile dan tearing. Pengujian ini dilakukan di laboratorium milik pabrik kertas sebagai tempat penelitian ini dilakukan. Selain data yang diambil dari DCS juga dilakukan wawancara dengan penanggung jawab unit DCS dan refining. Wawancara ini bertujuan untuk melengkapi analisis.
3 Hasil dan Diskusi
3.1 Specific Refining Energy
Hasil pengukuran SRE dari refiner jenis DDR dan Conical ditunjukkan pada Gambar 4 dan Gambar 5. Data SRE yang digunakan adalah SRE throughput.
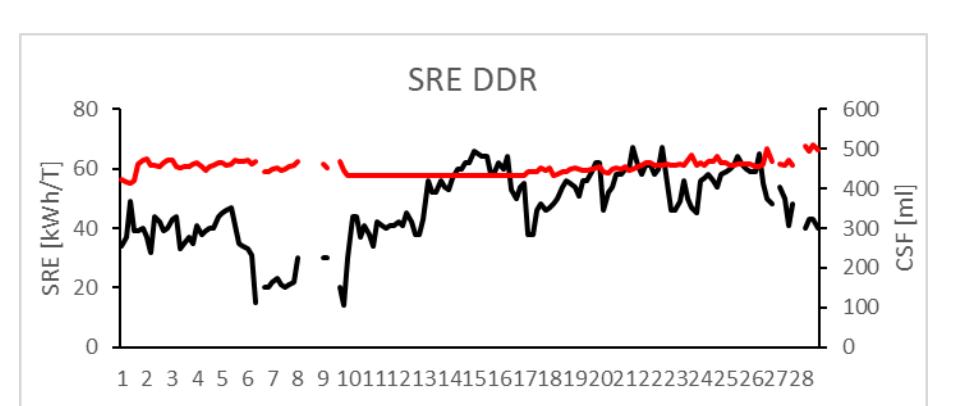
Gambar 4. Hasil pengukuran Specific Refiner Energy DDR.
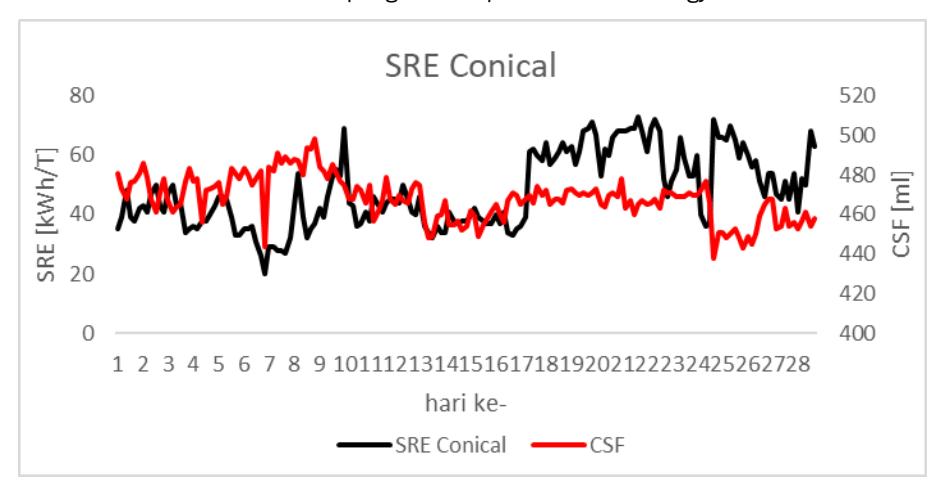
Gambar 5. Hasil Pengukuran Specific Refiner Energy Conical.
Dari Gambar 4 dan 5, terlihat bahwa secara umum energi pada DDR tidak banyak berbeda dengan conical. Pada Gambar 4, dapat dilihat pada hari ke-8 hingga 10 terdapat data yang kosong. Pada saat itu ada aktivitas penggantian lempeng (disc). Demikian juga pada hari ke-27, aktivitas pencatatan data terlewat. Dengan memperhatikan kelengkapan data, perhitungan rata-rata diambil pada data hari ke-10 hingga 26. Rata-rata SRE throughput DDR adalah 52.57 kWh/t dan conical adalah 51.79 kWh/t. Selisih SRE dari kedua jenis refiner adalah 1.52%. Hal ini berarti penggantian jenis mesin tidak banyak berpengaruh pada energi yang digunakan. Namun, mengingat bahwa pengambilan data berada pada rentang yang singkat yaitu 28 hari, maka untuk penelitian lanjutan dapat mempertimbangkan jangka waktu pengambilan data yang lebih lama seperti 3 bulan atau lebih. Hal lain yang perlu diperhitungkan adalah jadwal pemeliharaan karena hal ini dapat mempengaruhi data SRE secara keseluruhan. Sebagai contoh dapat dilihat pada Gambar 4 yaitu pada hari ke-10 hingga ke-17, SRE DDR melonjak tinggi. Hal ini dikarenakan konsistensi pulp yang tinggi yaitu pada rentang 4.61–4.68%.
3.2 Sifat Fisik Kertas
Sifat fisik kertas yang diuji meliputi bulk, tearing, tensile dan porosity. Pengujian ini menggunakan metode sesuai rekomendasi TAPPI (Technical Association of The Pulp and Paper Industry). Perhitungan nilai rata-rata diambil pada hari ke 10 hingga 26 karena pada rentang hari tersebut data bisa tercatat sebanyak 6 kali per hari. Standar nilai sifat fisik kertas mengacu ke sifat fisik yang sudah ditetapkan oleh industri kertas yang menjadi tempat penelitian ini berlangsung.
3.2.1 Bulk
Bulk adalah sifat fisik kertas yang menyatakan perbandingan gramatur kertas terhadap ketebalan. Pengujian bulk mengikuti TAPPI T 500-cm 21 dan SNI 7274: 2008.
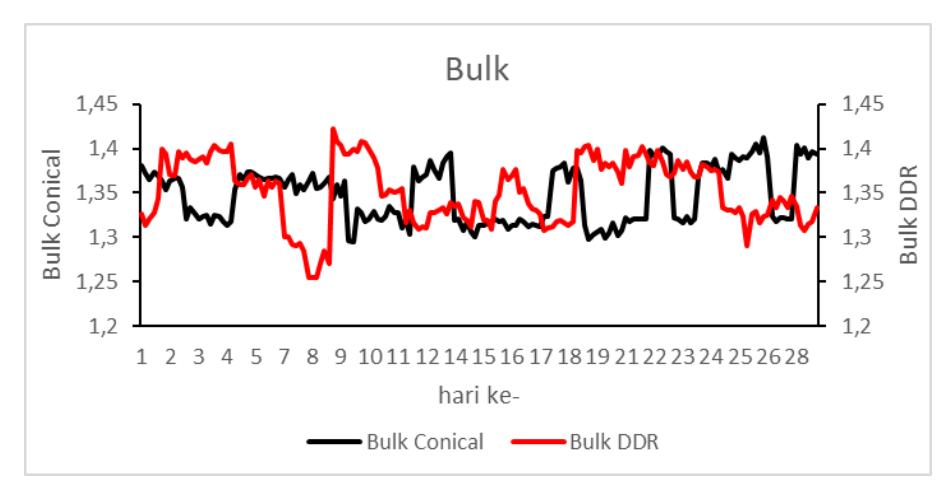
Gambar 6. Pengukuran bulk.
Nilai bulk kertas dipengaruhi oleh nilai gramatur dan tebal kertas selain itu juga berhubungan dengan proses refining karena menambah jumlah ikatan antar serat dan membuat bulk menjadi naik. Gambar 6 merupakan hasil pengukuran bulk. Nilai bulk pada penggunaan refiner DDR dan conical rendah karena conical refiner sendiri masih memiliki kelemahan sehingga tidak terlalu signifikan untuk meningkatkan sifat bulk pada kertas, dan cenderung menurunkan nilai bulk. Nilai bulk yang baik dan konstan masih diperoleh dari hasil penggunaan refiner DDR dengan nilai rata-rata 1.352 g/cm3 dengan standar deviasi 0.037 /cm3. Nilai ratarata bulk dari conical refiner 1.35 g/cm3 dengan standar deviasi 0.031 g/cm3. Selisih nilai rata-rata bulk DDR dengan conical adalah 0.3%, yang berarti sifat bulk tidak signifikan berubah. Nilai dari DDR dan conical masih masuk di SNI 7274:2008, yaitu tidak melebihi 1,5.
3.2.2 Porosity
Sifat porosity pada kertas menyatakan daya tahan kertas terhadap udara yang dihembuskan. Porosity dinyatakan dengan ml/min. Pengujian ini menggunakan standar dari SNI 14-4743 dan TAPPI T-460. Hasil pengujian disajikan pada Gambar 7.
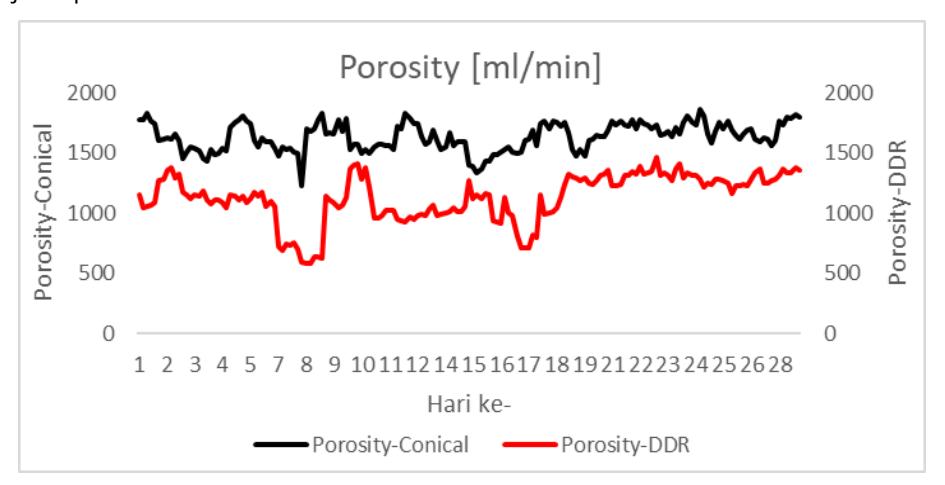
Gambar 7. Pengukuran porosity.
Selain dipengaruhi oleh pemakaian bahan kimia, porosity juga dipengaruhi oleh proses refining. Gambar 7 menunjukkan nilai porosity dari conical refiner dengan rata-rata 1642.58 mil/min dengan standar deviasi 111.35 mil/min. Nilai rata-rata porosity dari refiner DDR adalah 1173.26 mil/min dengan standar deviasi 176.33 mil/min. Selisih nilai rata-rata adalah 469.32 mil/min. Hal ini berarti bahwa pada DDR terjadi penurunan aliran udara sebesar 28.58%. Hal ini berarti kemampuan refiner DDR masih terbilang rendah untuk meningkatkan nilai porositas pada kertas. Porositas pada kertas juga mempengaruhi daya serap kertas terhadap cairan terutama tinta pada kertas tulis cetak. Jika porositas rendah maka daya serap kertas terhadap tinta juga buruk.
3.2.3 Tearing
Tearing adalah besarnya gaya tegak lurus yang dibutuhkan agar kertas dapat sobek. Pengujian ini menggunakan standar SNI 046:2009 dan TAPPI T 414. Hasil pengujian tearing disajikan pada Gambar 8.
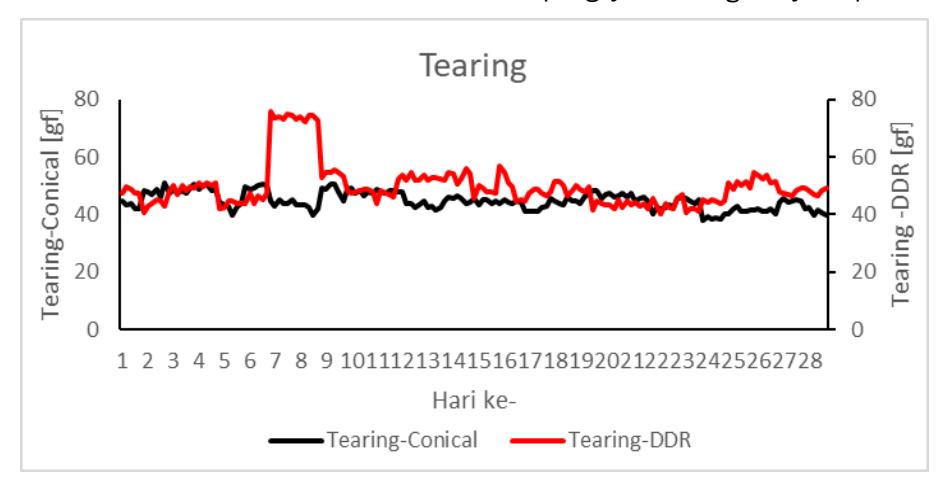
Gambar 8. Hasil pengujian tearing.
Nilai tearing dari conical refiner yang cenderung konstan ditunjukkan pada Gambar 8. Nilai rata-rata tearing dari conical adalah 44.14 gf dan standar deviasi 2.61 gf. Nilai rata-rata tearing DDR adalah 48.00 gf dan standar deviasi 3.33 gf. Hal ini berarti terjadi kenaikan tearing sebesar 8.75%. Kenaikan nilai ini menunjukkan pengaturan proses penggilingan mampu meningkatkan tearing lebih baik atau dapat juga mempertahankan nilai tearing di angka yang stabil.
3.2.4 Tensile
Nilai ketahanan tarik kertas naik selain dipengaruhi oleh sizing dan panjang serat, juga dipengaruhi oleh proses refining. Proses refining menyebabkan ketahanan tarik menjadi naik karena serat terfibrilasi dengan baik sehingga ikatan serat banyak dan kuat. Pengujian tensile menggunakan standar SNI 14-4737-1998 dan TAPPI T-494.
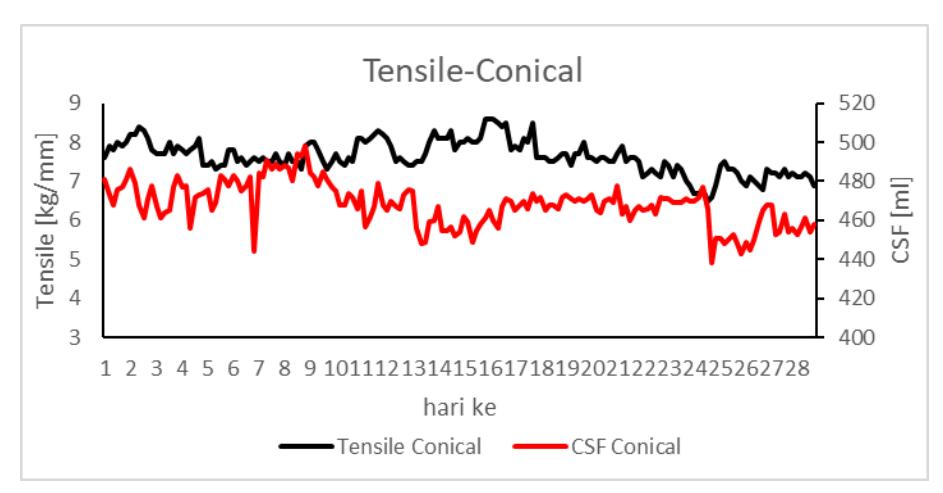
Gambar 9. Tensile strength conical.
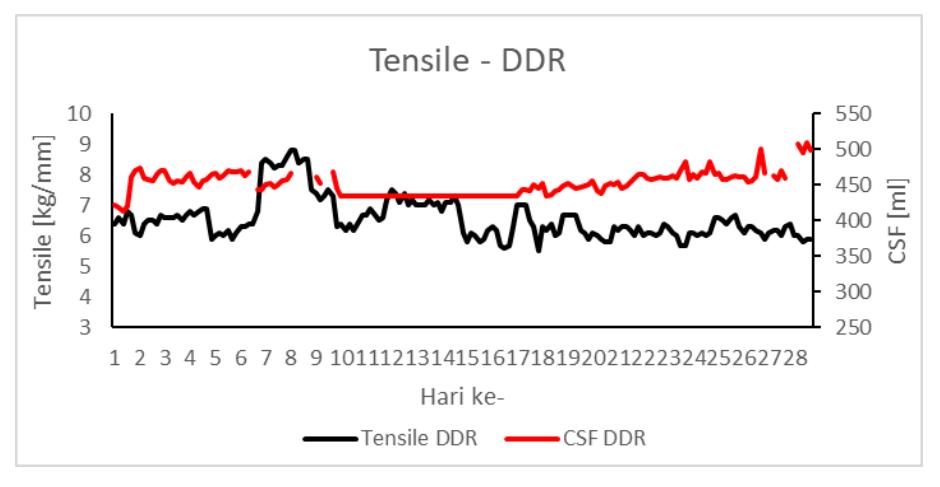
Gambar 10. Tensile strength DDR.
Gambar 9 dan 10 menunjukkan hasil pengukuran tensile dari conical refiner dan DDR. Nilai rata-rata tensile conical adalah 7.58 kg/mm dan standar deviasi 0.47 kg/mm. Sedangkan untuk tensile DDR didapat rata-rata sebesar 6.36 kg/mm dengan standar deviasi 0.45 kg/mm. Dari nilai rata-rata ini terlihat bahwa terjadi penurunan sebesar 16.07%.
3.2.5 Bursting
Hasil pengukuran sifat bursting pada kertas ditunjukkan pada Gambar 11.
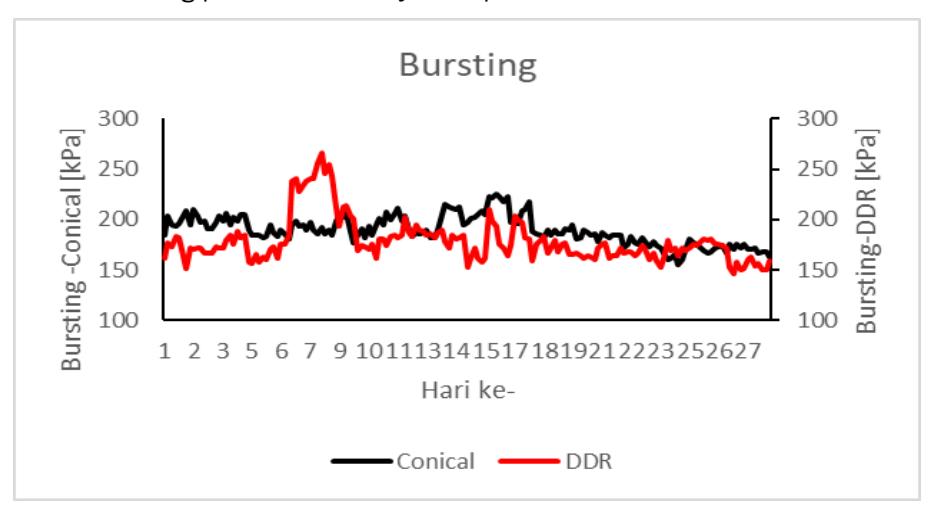
Gambar 11. Hasil uji bursting.
Nilai ketahanan retak kertas selain dipengaruhi oleh panjang serat dan gramatur, juga dipengaruhi oleh proses penggilingan serat. Proses penggilingan ini menyebabkan serat semakin terfibrilasi, sehingga ikatan antar serat yang terjalin menjadi semakin banyak dan kuat. Nilai rata-rata bursting conical refiner adalah 187.00 kPa dengan standar deviasi 16.10 kPa. Nilai rata-rata bursting refiner DDR adalah 172.61 kPa dan standar deviasi 12.51 kPa. Jadi terjadi penurunan sebesar 14,40%. Hal ini berarti terjadi penurunan daya tahan retak. Penurunan ini dapat dilihat pada Gambar 11.
4 Kesimpulan
Penggunaan Double Disc Refiner (DDR) pada pulp dengan konsistensi kisaran 4% atau konsistensi rendah selama 16 hari (dari hari ke 10 hingga ke 26), tidak berbeda dengan jenis conical. Persentase perubahan SRE yang terjadi sebesar 1.52%. Dari hasil uji sifat fisik kertas yang dihasilkan pun tidak jauh berbeda. Perbedaan yang mencolok pada hasil uji porosity, yaitu 28.58%. Agar studi tentang energi refining ini dapat memberikan hasil yang nyata, penelitian ini dapat dilanjutkan dengan menambahkan jangka waktu pengambilan data, misalnya 3 bulan atau lebih. Hal lain yang juga dapat ditambahkan adalah variasi konsistensi dan variasi jenis kertas.
Ucapan Terima kasih
Penelitian ini dilakukan secara mandiri tanpa dibiayai oleh pihak lembaga atau institusi manapun.