
Abstrak
Limbah plastik, khususnya botol polyethylene terephthalate (PET), telah menjadi tantangan global yang mendesak. Produksi plastik sekali pakai terus meningkat, sementara Indonesia menghasilkan jutaan ton sampah setiap tahun, dengan porsi signifikan berupa plastik. Sebagai upaya untuk mengatasi masalah tersebut, penelitian ini menyajikan rancangan sistem pultrusi berbasis Arduino berbiaya rendah untuk mendaur ulang botol PET menjadi filamen pencetakan 3D. Berbeda dengan solusi open-source yang ada, yang bergantung pada pemrosesan manual atau tahap terpisah, sistem yang diusulkan mengintegrasikan modul pemanasan, pemotongan, dan pembersihan ke dalam satu alur kerja otomatis dengan kontrol waktu nyata pada kecepatan motor dan suhu nosel. Hasil eksperimen menunjukkan bahwa kekuatan tarik filamen bergantung pada suhu pultrusi, mencapai 67,66 MPa pada 195 °C, 62,08 MPa pada 185 °C, dan 58,64 MPa pada 175 °C. Analisis energi menunjukkan konsumsi pemanas sebesar 0,203 kWh untuk mencapai titik setelan dan 0,509 kWh setelah satu jam, sedangkan penggerak pultrusi mengonsumsi masing-masing 0,00233 kWh dan 0,0257 kWh. Dibandingkan dengan nilai yang dilaporkan dalam penelitian sebelumnya, kekuatan tarik yang diperoleh berada dalam atau di atas rentang khas filamen PET. Temuan ini menunjukkan bahwa sistem yang dikembangkan dapat mengurangi penanganan manual, meningkatkan efisiensi, serta menghasilkan filamen yang andal dan hemat energi untuk manufaktur aditif.
Kata Kunci: Arduino, sistem pultrusi, daur ulang PET, pencetakan 3D, manufaktur aditif.
Paper accepted 07 August 2025– paper revised 02 September 2025– approved 12 September 2025
This paper is open access with CC BY-SA license.
1 Introduction
The global issue of plastic waste, particularly polyethylene terephthalate (PET) bottles, has become increasingly urgent. Global production of single-use plastics rose from 123 million metric tons (MMT) in 2019 to 129 MMT in 2021 [1]In Indonesia, waste generation reached 19.45 million tons in 2022 with 18.55% plastic waste [2], and 19.32 million tons in 2023 with 18.9% plastic [3]. Previous studies show that the majority of plastics
produced worldwide consist of polyethylene (PE), polypropylene (PP), polystyrene (PS), polyurethane (PUR), PET, and polyvinyl chloride (PVC) [4]. Improper disposal of PET bottles contributes to ecological damage, health risks, and greenhouse gas emissions, with PET cradle-to-grave emissions reaching 4.68 metric tons CO2e per metric ton of polymer [1], [5], [6]. Sustainable approaches are needed to address this issue, including recycling PET bottles into value-added products such as 3D printing filament [7], [8].
Several researchers have explored pultrusion-based recycling [8]--[11], [12], but limitations remain: (1) lack of heating elements to smooth patterned PET bottles, (2) no tensile strength evaluation of the resulting filament, and (3) no analysis of energy consumption. Patterned PET bottles, commonly used in Indonesia, often produce unstable strips that break or clog during extrusion without surface preheating. In addition, prior studies rarely examined how process parameters, particularly pultrusion temperature, influence mechanical properties of the filament [13].
To address these gaps, this study proposes the design and development of a low-cost Arduino-based pultrusion system with integrated heating, cutting, and cleaning modules. The tested parameters include pultrusion temperature, tensile strength of the produced filament (ASTM D638 Type V specimens), and energy consumption of the system. The use of Arduino Uno enables real-time control of motor speed and nozzle temperature, allowing a streamlined and efficient process for converting PET bottle waste into high-quality 3D printing filament.
2 Method
2.1 Process Flow Diagram
The process of "Design and Development of a Low-Cost Arduino-Based Pultrusion System with Integrated Heating and Cutting Control for Converting Polyethylene Terephthalate Bottle Waste into 3D Printing Filament" follows the workflow illustrated in Figure 1. This machine consists of three main modules: heating/smoothing module, cutting module, and cleaning module, which are integrated with the extrusion unit and the filament pulling system.
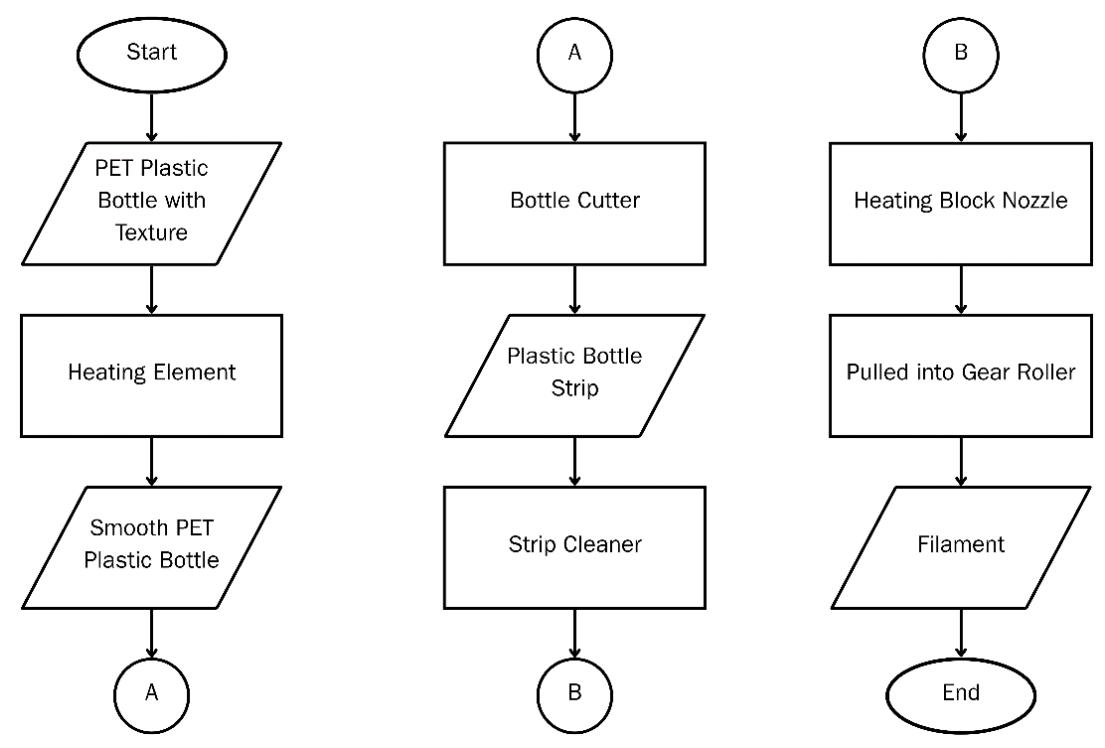
Figure 1. Process flow diagram.
2.2 Mechanical System
This system consists of at least eleven main components. Figure 2 presents the assembled Arduino-based pultrusion machine with integrated heating and cutting modules, along with the designation of each component.
Figure 2. The assembled pultrusion machine.
2.3 Electronic System Diagram
Furthermore, the wiring diagram of the pultrusion system is presented in Figure 3.
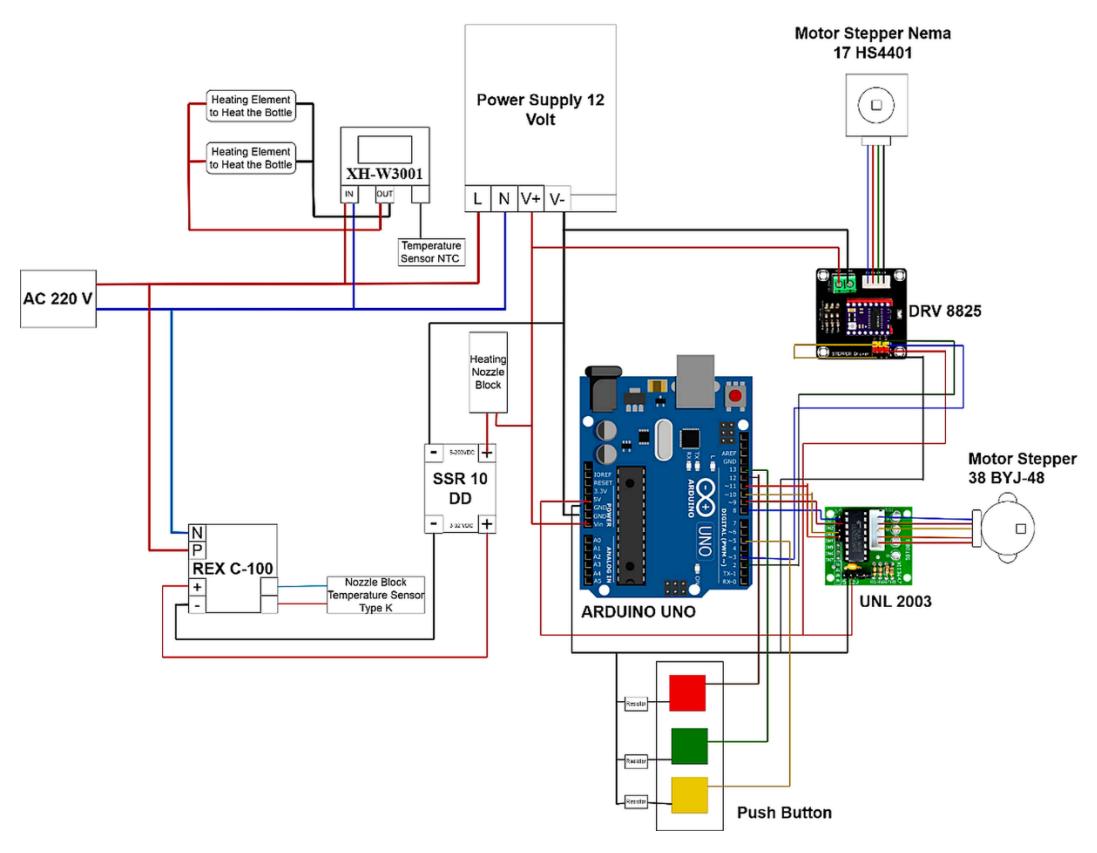
Figure 3. Pultrusion machine wiring.
2.4 Materials
The list of materials along with their technical specifications used in this study is presented in Table 1. Table 1 also provides the cost of each component.
Table 1. Technical specifications and cost of each component
| Component | Specification | Function | Cost per unit - currency |
|---|---|---|---|
| PET Plastic Bottle | 7 mm strip, 1.6 mm nozzle | Main raw material for filament production | $0.23 |
| DC Heating Element | 12 V, 10 A, operating range 40–260 \(^{\circ}\text{C}\) | Softens bottles before cutting | $1.41 |
| AC Heating Element | 220 V, 1500 W, operating range 50-110 °C | Heats strips until melted into filament | $7.60 |
| Type-K Thermocouple | Measurement range 0-400 °C | Temperature sensor for heating element | $1.38 |
| Arduino Uno | ATmega328P, input 7-12 V, output 5 V | Main system controller | $3.99 |
| Rex C100 (PID Controller) | Input TC/RTD, Relay/Current output | Precisely regulates nozzle temperature | $4.46 |
| Nema 17 HS4401 Stepper Motor | 12 V, 1.7 A, 1.8° step angle, 40 Ncm torque | Pulls PET strips through gear roller | $5.34 |
| 38BYJ-48 Stepper Motor | 5 V, 5.625°/64 step angle, 1/64 reduction | Rotates bottles in the heating element | $0.55 |
| DRV 8825 Driver | Operating voltage 8.2–45 V, max current 2.5 A | Driver for Nema 17 stepper motor | $1.13 |
| DRV 8825 Shield | Compatible with stepper motor drivers, Interface for connecting DRV8 supports up to 45 V and 2.2 A per coil to the main control board | $3.25 | |
| Driver ULN2003 | Supports 5–12 V DC input, designed for 28BYJ-48 stepper motor control | Driver module for controlling the 28BYJ-48 stepper motor | $0.55 |
| Solid State Relay 10DD | Input 3-32 VDC, Output 5-60 VDC, 10 A | Controls extrusion heater | $3.99 |
| Power Supply | AC 220 V to DC 12 V, 10 A | Main power source for the system | $6.93 |
| Extruder Nozzle | Diameter 0.6 mm | Shapes melted plastic strips into filament | $0.19 |
| Switch | DC on/off switch | Motor power control | $0.51 |
| Filament Roll Holder | 20 cm diameter spool | Filament winding storage | $0.31 |
| Panel Box | 40×60 cm steel box | Housing for components | $12.89 |
| Galvalume Conductor | 1 roll, galvalume | Heat conduction medium | $1.72 |
| 3D Nozzle Block | Steel block | Filament extrusion guide | $0.61 |
| Total | $57.04 | ||
2.5 Experimental Procedure
The first stage involves smoothing the bottle surface using a heating element. The physical form of the heating element is shown in Figure 4a, while its electronic diagram is presented in Figure 4b. The heating element was constructed from two AC heaters wound around a hollow galvanized steel tube. This tube was selected due to its good thermal conductivity and resistance to corrosion.

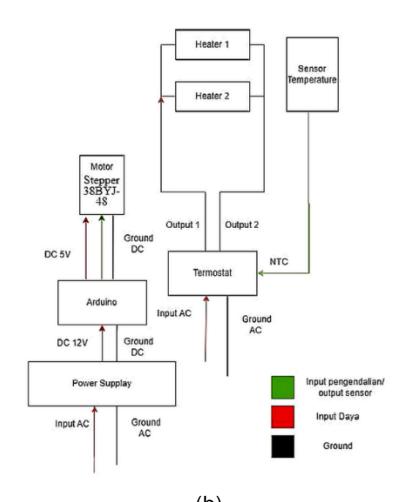
Figure 4. (a) Heating element; (b) Heating element wiring.
The heating process is controlled using a thermistor, with the temperature sensor placed in the air cavity inside the tube (without direct contact with the metal), ensuring that bottle heating occurs through convection. A small motor is installed within the heating element to rotate the bottle, allowing uniform heat distribution, as illustrated in Figure 5.
Figure 5. The interior of the heating element.
This process is carried out at a temperature of approximately 100–120 °C to remove the patterns on the bottle without causing deformation. The operating range of the heating element is 40 °C to 260 °C, accommodating both the pre-heating and extrusion stages. A comparison of the bottle condition before and after the smoothing process is shown in Figure 6a. Once the surface is smoothed, the bottom part of the bottle is cut and inserted into the cutting module (Figure 6b). The cutting tool is made of 2 cm thick wood with a cavity depth of 6–9 mm, enabling the strips to be cut according to the required dimensions. From this stage, PET strips with a width of 7 mm are obtained (Figure 6c).
Figure 6. (a) Differences between bottles smoothed using the heating element (top) and those without smoothing (bottom); (b) Plastic bottle cutter; (c) PET bottle strips.
The strips are then directed to the cleaning unit (Figure 7), which employs an alcohol-soaked sponge to remove dust and prevent contamination during extrusion. The next stage involves extruding the strips using a heating block and a nozzle with a diameter of 1.6 mm. The strips are melted at three temperature variations —175 °C, 185 °C, and 195 °C — to examine the effect of extrusion temperature on the mechanical properties of the filament.
Figure 7. Bottle strip cleaner.
The filament is then fastened to a string attached to the gear, as shown in Figure 8a. The gear–roller pulling system, driven by a stepper motor, operates at an initial speed of 150 steps per cycle. The speed can be increased or decreased by ±50 steps using a remote control and reset to the default condition when
necessary. The produced filament is continuously drawn, detached from the gear, and subsequently collected for use as 3D printing material (Figure 8b).
Figure 8. (a) Filament processing in the pultrusion machine; (b) PET bottle filament.
The fabricated filament exhibited a mass of approximately 1.36 g per meter with a total length of 31.4 m. Its diameter, measured using a vernier caliper, was determined to be 1.6 mm. The extruded filament was subsequently employed to produce tensile test specimens in accordance with the ASTM D638 Type V standard. Specimen fabrication was carried out using a Creality Ender 3 V.3 3D printer with the following parameters: nozzle temperature of 260 °C, bed temperature of 100 °C, flow rate of 250%, 100% infill, and brim adhesion. For each extrusion temperature variation, two specimens were printed, yielding a total of six specimens. Tensile testing was conducted using a Universal Testing Machine, and the average values from each variation were analyzed to evaluate the influence of processing parameters on the tensile strength of the recycled PET filament.
3 Results and Discussion
3.1 Tensile Test Specimen Fabrication
The filament recycled from PET bottles was processed through 3D printing in accordance with ASTM D638 Type V standards. Specimen fabrication was conducted using three variations of nozzle pultrusion temperatures, namely 175 °C, 185 °C, and 195 °C. For each temperature variation, two specimens were produced, and each was subjected to tensile testing in duplicate to enhance the reliability of the results. A representative tensile test specimen is presented in Figure 9.
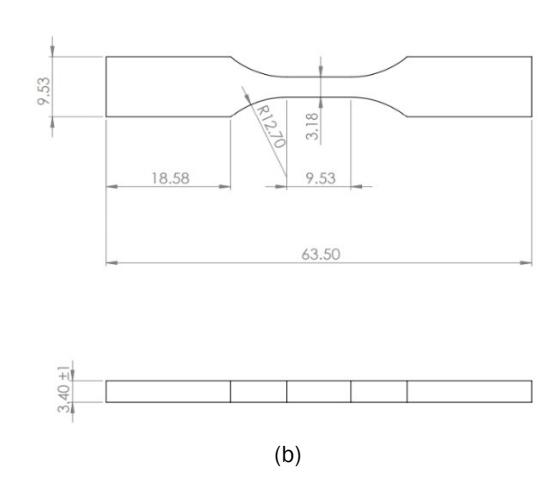
Figure 9. (a) ASTM D638 Specimens; (b) Dimension of ASTM D638 Specimens
3.2 Tensile Test Results
The tensile test was conducted using a Universal Testing Machine (UTM), TORSEE Type AMU-5-DE, following the ASTM D638 standard. The stress–strain curve data were directly obtained through the machine's proprietary software. From this curve, the software automatically generated the main mechanical parameters, including maximum force (Fmax), tensile strength, strain, elastic modulus, yield force, and yield stress. The tensile testing process is illustrated in Figure 10.
Figure 10. (a) Tensile testing process; (b) Stress-strain graph from test data.
Data analysis was carried out through the following steps: (1) The testing machine automatically recorded the force and elongation data of the specimen and converted them into a stress-strain curve; (2) The yield point was determined using the 0.2% strain offset method in accordance with the standard; (3) The elastic modulus was calculated from the linear slope of the elastic region of the curve; (4) For each extrusion temperature variation, the test was repeated twice. The mean value was calculated from the duplicate results; (5) The complete tensile test results of each specimen are presented in Table 2.
Table 2. Tensile test results.
| Test Number | Sample | Area (mm2) | Fmax (N) | Tensile Strength (MPa) | Elongation (%) | Modulus (MPa) | Yield Force (N) | Yield Stress (MPa) |
|---|---|---|---|---|---|---|---|---|
| 1 | 195-1 | 10.81 | 744.14 | 68.84 | 134.06 | 575.99 | 447.73 | 41.42 |
| 2 | 195-2 | 10.81 | 718.80 | 66.48 | 72.51 | 2626.86 | 669.38 | 61.91 |
| 3 | 185-1 | 10.81 | 635.87 | 58.81 | 39.82 | 2518.20 | 571.68 | 52.87 |
| 4 | 185-2 | 10.81 | 632.05 | 58.46 | 22.39 | 2569.94 | 611.07 | 56.52 |
| 5 | 175-1 | 10.81 | 689.43 | 63.77 | 25.39 | 2521.28 | 673.03 | 62.25 |
| 6 | 175-2 | 10.81 | 652.86 | 60.38 | 2.89 | 2386.38 | 557.90 | 51.60 |
| Avei | Average | 678.86 | 62.79 | 49.51 | 2199.77 | 588.47 | 54.43 | |
Each extrusion temperature was tested in duplicate. The results were averaged to compare the effect of processing temperature on the mechanical performance of the specimens, as shown in Table 3.
Table 3. Average tensile test results per temperature setting.
| No | Temperature (°C) | Area (mm²) | Fmax (N) | Tensile Strength (MPa) | Elongation (%) | Modulus (MPa) | Yield Force (N) | Yield Stress (MPa) |
|---|---|---|---|---|---|---|---|---|
| 1 | 195 | 10,81 | 731.47 | 67.66 | 103.29 | 1601.43 | 558.56 | 51.67 |
| 2 | 185 | 10,81 | 633.96 | 58.64 | 31.10 | 2544.07 | 591.38 | 54.70 |
| 3 | 175 | 10,81 | 671.15 | 62.08 | 14.14 | 2453.83 | 615.47 | 56.93 |
The PET filament at 195 °C exhibited the highest tensile strength (67.66 MPa), followed by 175 °C (62.08 MPa) and 185 °C (58.64 MPa). This indicates that 195 °C provides a more optimal printing process, resulting in stronger interlayer bonding.
The highest elongation value was also obtained at 195 °C (103.29%), which was substantially higher compared to 185 °C (31.10%) and 175 °C (14.14%). These results suggest that specimens printed at 195 °C are more ductile and exhibit greater deformation capability before fracture.
Specimens printed at 185 °C and 175 °C demonstrated higher modulus values (2544.07 MPa and 2453.83 MPa, respectively), indicating greater stiffness compared to those printed at 195 °C (1601.43 MPa). Thus, a trade-off exists between material stiffness and ductility in the printed specimens.
The results further show that temperature variation did not cause significant differences in yield force or yield stress (ranging from 51–57 MPa). This suggests that the elastic-to-plastic transition threshold remains relatively consistent despite variations in nozzle temperature.
The stress–strain curves for each temperature variation are presented in Figure 11.
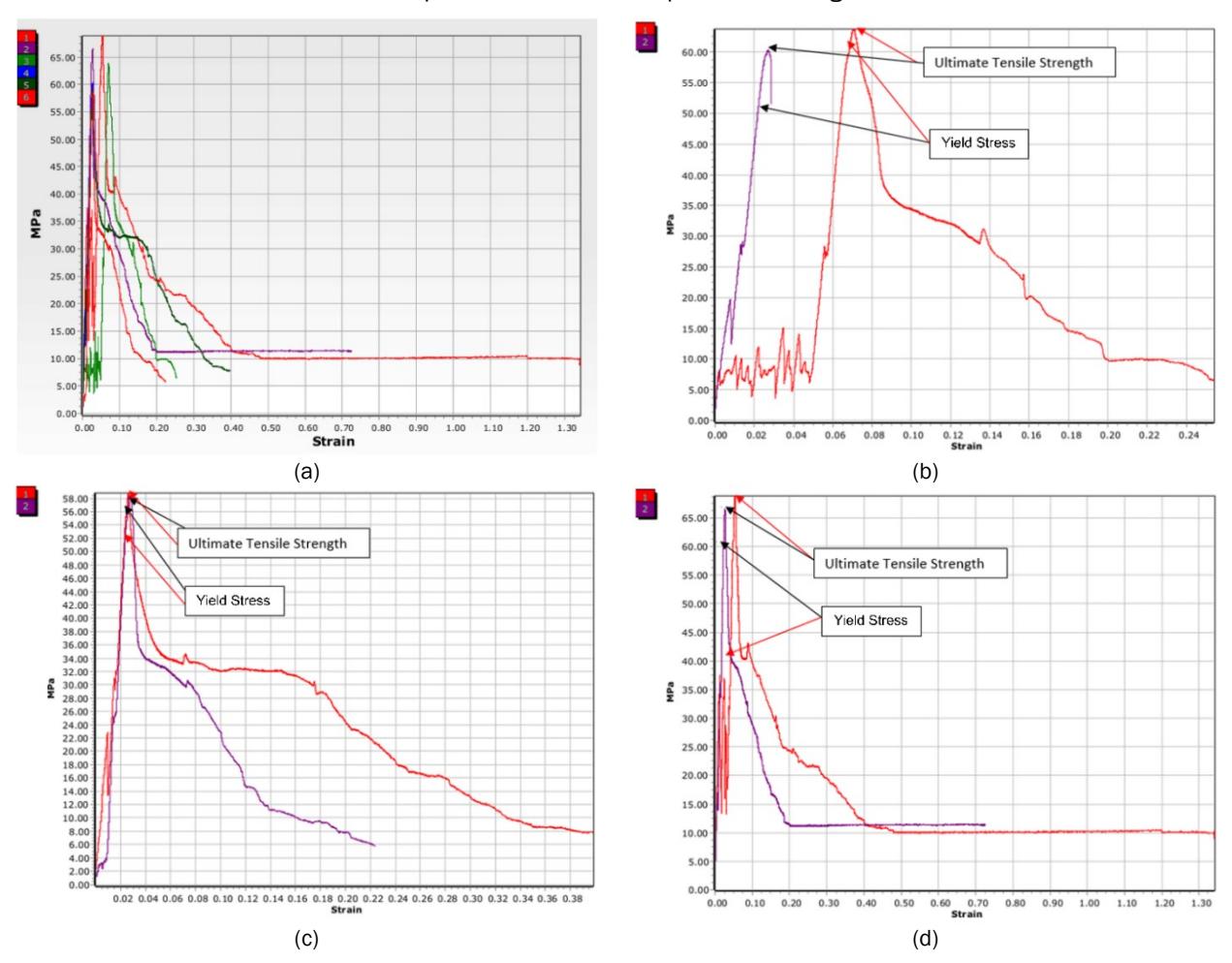
Figure 11. (a) Graph of Tensile Strength vs. Strain; (b) Tensile Test Graph of Specimen at 175 °C; (c) 185 °C; (d) 196 °C.
3.3 Comparative Analysis
To assess the quality of the filament, two comparisons were made :
- 1. With PET filament from pultrusion systems in previous studies
- 2. With commercially available filament types
The comparative tensile performance of various filaments is summarized in Table 4.
Table 4. Comparative tensile performance of various filaments.
| No | Material | Infill Percentage | Tensile Strength (MPa) | Strain (%) | T-Bed (oC) | T- Ekstruder (oC) | Reference |
|---|---|---|---|---|---|---|---|
| PET | |||||||
| 1 | Pultrusion BPET | 100% | 67,66 | 103 | 100 | 260 | This research |
| 2 | Pultrusion | 100% | 26,2 | 5,5 | 85 | 256 | (Tylman & Dzierżek, 2020) [9] |
| 3 | PC | 100% | 65 | 8 | 132 | 255 | (Avila et al., 2019) [19] |
| 4 | PMMA | 100% | 70 | 6 | 97 | 255 | (Avila et al., 2019) [19] |
| 5 | PEEK | 100% | 95 | 7 | 128 | 355 | (Avila et al., 2019) [19] |
| 6 | PLA | 100% | 45 | 6 | 60 | 215 | (Vidakis et al., 2020) [20] |
| 7 | ABS | 100% | 35 | 7 | 80 | 260 | (Vidakis et al., 2020) [20] |
| 8 | PETG | 100% | 40 | 7 | 70 | 240 | (Vidakis et al., 2020) [20] |
| 9 | PA6 | 100% | 16 | 120 | 60 | 235 | (Vidakis et al., 2020) [20] |
| 10 | PP | 100% | 25 | 16 | 105 | 230 | (Vidakis et al., 2020) [20] |
Compared with the results of the previous study [9], the PET filament in this research (67.66 MPa, strain 103%) demonstrated higher tensile strength and elongation. This finding confirms that the use of recycled PET from plastic bottles has the potential to produce filaments with superior mechanical performance compared to conventional pultrusion PET. The data for other materials are presented in Table 4 solely as practical references rather than for direct comparison. This distinction is essential because mechanical properties are entirely material-dependent. Accordingly, the data for PLA, ABS, PETG, PA6, and PP are provided only to illustrate the range of mechanical properties of commercial materials commonly used in 3D printing.
3.4 Validation of Energy Consumption Measurement
To assess the energy efficiency of the developed system, electrical energy consumption was measured separately for the pultrusion machine and the heating element. This distinction allows for independent analysis of each system's energy profile, particularly valuable when one unit is operated without the other. Understanding energy consumption also enables cost estimation, contributing to broader goals of industrial sustainability by promoting economical and environmentally responsible manufacturing.
The energy consumption data were collected for both units under two operational states: during the initial period until reaching the desired temperature set point, and one hour after the system stabilized at the set point. The measurements are summarized in Table 5.
Table 5. Energy consumption measurement.
| The circumstances of the measurement being carried out | Time | kWh | V | A | Wlow | Whigh |
|---|---|---|---|---|---|---|
| Heating element to set point | 18 minutes | 0,2033 | 226,67 | - | 0,3 | 905,3 |
| Heating element every hour after set point | 1 hour | 0,5087 | 218,77 | 3,068 | 0,3 | 905,3 |
| Pultrusion to set point | 8 minutes | 0,0023 | 238,83 | - | 0,7 | 59,6 |
| Pultrusion every hour after set point | 1 hour | 0,0257 | 224,03 | 0,461 | 0,7 | 59,6 |
From this dataset, a comparative graph of electrical energy consumption is illustrated in Figure 11.
To establish a baseline for the minimum selling price and to assess the potential profitability of the system, a cost analysis was conducted. This analysis takes into account the raw material (recycled PET bottles) and the energy consumption required for filament production using the developed Arduino-based pultrusion system.
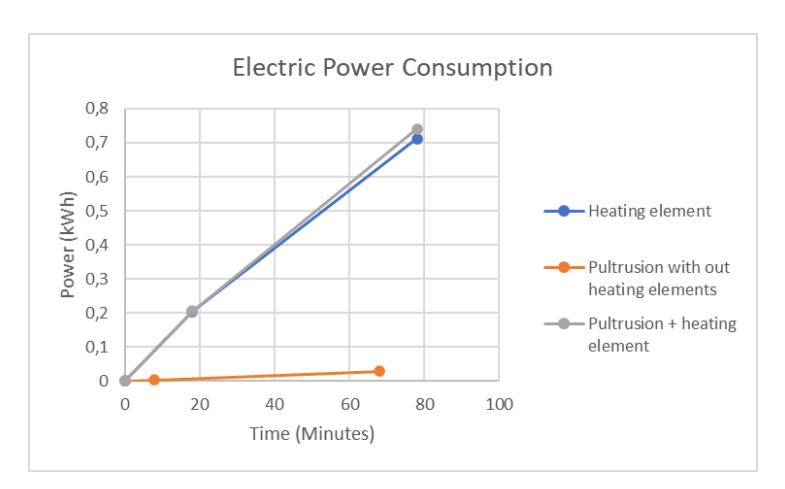
Figure 11. Graph of electrical energy consumption.
A 1.5-liter empty PET bottle has an average weight of approximately 35 grams, which yields 7 meters of filament weighing 9.45 grams. On average, 1 kilogram of PET bottles contains 28 units. Therefore, to produce 1 kg of filament, approximately 3.7 kg of PET bottles are required.
The energy required to reach the heating element's set point is 0.203 kWh, and the continuous energy consumption is 0.509 kWh per hour. Given that it takes 15 minutes to process one bottle, the system requires 7 hours to process 28 bottles (equivalent to 1 kg of plastic input). Thus, the total energy consumed by the heating element is calculated using Equation (1):
ℎ ℎ =
Energy consumption to reach the set point \[+\] (1)
( ℎ × × )
ℎ ℎ =
\[0.203 \, kWh + \left(0.509 \frac{kWh}{hour} \times \frac{7hours}{kg} \times 3.7 kg\right)\]
ℎ ℎ = 13.386 ℎ
The energy required to reach the pultrusion system's set point is 0.0023 kWh, with continuous operation consuming 0.0257 kWh per hour. Operating at a speed of 150 steps, the system extrudes filament at a rate of 15 cm/minute. Given a filament density of 1.36 grams/meter, approximately 735.3 meters of filament are required to produce 1 kg. This process takes 4902 minutes, or approximately 81.7 hours. Total energy consumption for the pultrusion system is calculated using Equation (2):
\[Total\ energy\ consumption\ for\ pultrusion = \\ Energy\ to\ reach\ the\ set\ point\ +\ (Energy\ consumption\ per\ hour\ \times\ time)\]
=
\[0.00233 \ kWh + \left(0.0257 \frac{kWh}{hour} \times 81.7 \ hours\right)\]
= 2.102 ℎ
The total energy consumption is obtained by summing both components, as shown in Equation (3):
\[Total\ Energy\ Consumption = \tag{3}\]
+
=
13.386 ℎ + 2.102 ℎ = 15.488 ℎ
The cost of the plastic bottles used to make the filament also needs to be calculated to determine the total material cost. The calculation is presented in Equation (4):
Bottle Cost = Bottle weight \[\times\] Price per kg Bottle Cost = 3.7 kg \(\times\) IDR 3,750 = IDR 13,875
The cost of electricity used to produce 1 kg of filament can be calculated by multiplying the total energy consumption by the price of electricity per kWh, as shown in Equation (5):
Electricity Cost = Total energy consumption \[\times\] Electricity price per kWh Electricity Cost = 15.488 kWh \(\times\) IDR 1,444.70/kWh Electricity Cost = IDR 22,376
The production cost per kilogram of filament can be found by summing the cost of the bottle and the electricity cost. This cost represents the breakeven point where total revenue equals total cost, ensuring no profit or loss. The calculation is shown in Equation (6):
= + (6) = 13,875 + 22,376 = 36,251
4 Conclusion
This study successfully developed an integrated pultrusion system utilizing Polyethylene Terephthalate (PET) plastic waste, equipped with heating elements, a bottle cutter, strip reservoir, gear-based speed transmission, and temperature control. The experimental results demonstrated that extrusion temperature significantly affected the mechanical properties of the produced filament, with the highest tensile strength of 67.66 MPa achieved at a nozzle temperature of 195°C, followed by 62.075 MPa at 175°C, and 58.635 MPa at 185°C. In terms of energy consumption, the heating element required an average of 0.203 kWh to reach the set point and 0.509 kWh per hour after stabilization, while the pultrusion machine consumed 0.00233 kWh to reach the set point and 0.0257 kWh per hour during steady-state operation. These findings confirm the feasibility of transforming PET waste into 3D printing filament through a controlled pultrusion process. Further research is recommended to optimize process parameters, improve filament consistency, and assess long-term mechanical performance to support sustainable additive manufacturing applications.
Acknowledgement
This research was conducted independently without being funded by any institution.