
PENDAHULUAN
Zat warna azo remazol black 5 (RB5) merupakan salah satu zat warna yang sering digunakan dalam industri tekstil. Penggunaan zat warna ini akan menghasilkan air buangan limbah tekstil yang juga mengandung zat warna sehingga air buangan tekstil tersebut haruslah melalui pengolahan sebelum di buang ke lingkungan. Masuknya zat warna ke lingkungan tidaklah diinginkan tidak hanya karena karena zat warna tersebut memiliki warna yang menurunkan nilai estetik tetapi juga karena dapat menurunkan kualitas badan air (Georgiou et al,2004) dan beberapa produk penguraian zat warna azo bersifat toksik dan/atau mutagenik bagi lingkungan (Malik, 2004). Salah satu alternatif pengolahan yang dapat digunakan untuk mengolah zat warna azo adalah dengan bioreaktor membran.
Bioreaktor membran (BRM) merupakan kombinasi proses lumpur aktif dengan sistem membran yang dapat meningkatkan efisiensi pengolahan dan membuat konfigurasi pengolahan yang lebih hemat lahan (Schoeberl et al, 2005). Penambahan tangki anoksik pada BRM berguna untuk memaksimalkan pemutusan ikatan ganda zat warna azo menjadi aminaaromatik, sebelum amina aromatik tersebut diuraikan kembali menjadi mineral di tangki kontak yang bersifat aerobik. Tangki stabilisasi memiliki kegunaan yang sama dengan bak stabilisasi pada pengolahan lumpur aktif konvensional, yaitu untuk menetralkan biomassa yang telah jenuh. Adanya membran hollow fiber menghasilkan pemisahan antara biomassa dengan effluen dari pengolahan tersebut yang maksimal.
Kinerja bioreaktor membran akan berbeda pada setiap umur lumpur reaktor yang berbeda, karena akan terjadi perbedaan jumlah biomassa yang terdapat didalam BRM. Banyaknya biomassa akibat semakin tingginya umur lumpur akan memperbanyak pengadsobsi zat warna dan pendegradasi zat organik yang terdapat pada umpan, sehingga kinerja BRM akan semakin optimum. Diharapkan pada kinerja optimum BRM, penyisihan terhadap parameterparameter yang dipantau akan mencapai kondisi maksimalnya, serta menekan timbulnya amina aromatik, sehingga akan terjadi biodegradasi yang sempurna.
METODOLOGI
Peralatan dan Kondisi Pengolahan
Bioreaktor Membran ini dioperasikan dengan menggunakan kombinasi konfigurasi tangki kontak-stabilisasi dengan penambahan tangki anoksik, dan menggunakan membrane hollow fiber ultrafiltasi sebagai pengganti unit sedimentasi pada pengolahan biologis secara konvensional. Skema dari bioreaktor membran sendiri adalah sebagai berikut
Waktu detensi atau Hydraulic Retention Time (HRT) pada tangki anoksik, kontak dan stabilisasi berturut-turut adalah 4 jam, 2 jam, dan 4 jam. Umpan yang terdiri atas zat warna azo remazol black dengan konsentrasi 120 mg/l, ko-substrat limbah tempe dan NaOH untuk menetralkan pH umpan dialirkan kedalam BRM dengan debit 2 l/jam.
Zat warna azo umumnya persisten pada kondisi aerob. Tetapi pada kondisi anaerob zat warna azo dapat direduksi dengan mudah dan menghasilkan amina aromatik yang tidak berwarna. Karena itu reduksi zat warna azo berkaitan erat dengan pemutusan zat warnanya. Amina aromatik yang dilepaskan dari reduksi azo umumnya memerlukan kondisi aerob untuk degradasinya. Dengan demikian strategi pengolahan yang paling logis untuk degradasi sempurna zat warna azo adalah pendekatan rangkaian anaerob-aerob.
Tangki anoksik dilengkapi dengan pengaduk untuk memastikan air limbah tercampur sempurna dengan biomassa, sedangkan pencampuran pada tangki kontak dan stabilisasi menggunakan aerator yang sekaligus berguna untuk menyuplai oksigen kedalam dua tangki tersebut. Backwash dilakukan satu jam sekali, dengan durasi backwash adalah selama 1 menit. Pembuangan lumpur dilakukan setelah konsentrasi biomassa mencapai umur lumpur yang diinginkan untuk mempertahankan konsentrasi biomassa. Pembuangan lumpur dilakukan 3 kali dalam satu harinya.
Variasi
Variasi yang dilakukan pada penelitian ini adalah variasi umur lumpur pengolahan yang dilakukan, yaitu pada umur lumpur 5, 10, 15 dan 20 hari.
Sampling
Sampling dilakukan selama 4 hari setelah umur lumpur yang sesuai variasi telah didapatkan. Sampel diambil dari dasar tangki untuk mendapatkan hasil yang representatif.
Metoda Pengukuran dan Analisis
Parameter yang diukur untuk mengetahui hasil pengolahan dari bioreaktor membran adalah VSS, COD, konsentrasi warna, dan LC50 dari effluent yang dihasilkan pada setiap variasi. Pengukuran VSS menggunakan metode gravimetri, COD menggunakan metode titrimetri, dan konsentrasi warna menggunakan spektrofotometri. Analisis kinerja reactor dilakukan dengan membandingkan jumlah VSS di setiap umur lumpur dengan hasil pengolahan.
HASIL DAN PEMBAHASAN
Peningkatan Biomassa Pada Bioreaktor Membran Seiring Dengan Peningkatan Umur Lumpur
SRT atau umur lumpur menunjukkan periode rata-rata lamanya lumpur didalam system (Metcalf and Eddy,2003). Umur lumpur ini akan mempengaruhi kinerja dari BRM. Pada umur lumpur yang tinggi, akan dapat terjadi peningkatan kinerja BRM (Pallice,2008). Umur lumpur dapat pula merepresentasikan banyaknya biomassa didalam BRM, karena semakin tinggi umur lumpur pengolahan, maka akan semakin banyak biomassa yang terdapat dalam system. Biomassa dapat dinyatakan dalam volatile suspended solid (VSS) karena biomassa didominasi oleh material organik (Metcalf and Eddy, 2003). Jumlah biomassa dalam setiap tangki pada setiap variasi akan diperlihatkan di Tabel 1 dan Gambar 2
| Variasi | Konsentrasi Biomassa (mg/l) | ||||||
|---|---|---|---|---|---|---|---|
| Anoksik | Kontak | Stabilisasi | Effluen | ||||
| I | SRT 5 Hari | 923 | 943 | 2008 | 87 | ||
| II | SRT 10 Hari | 1888 | 2008 | 2825 | 81 | ||
| III | SRT 15 Hari | 3191 | 3369 | 3509 | 84 | ||
| IV | SRT 20 Hari | 3305 | 4692 | 5915 | 88 | ||
Tabel 1 Kandungan biomassa di tiap tangki pada setiap variasi
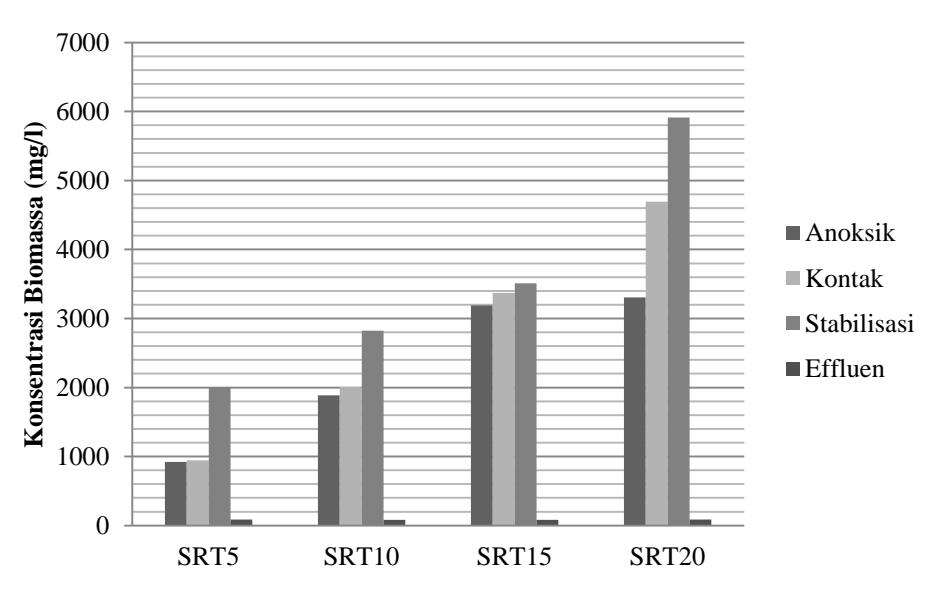
Gambar 2 Konsentrasi biomassa di tiap tangki pada setiap variasi
Dari Gambar 2,biomassa dalam tangki selalu meningkat seiring meningginya variasi umur lumpur, baik pada tangki anoksik, kontak, maupun stabilisasi. Biomassa sangat sensitif
akan terjadinya gangguan, sehingga kondisi pengolahan harus dipertahankan pada kondisi optimalnya untuk mendapatkan umur lumpur yang diinginkan. Di semua variasi, konsentrasi biomassa anoksik lebih kecil daripada kontak dan stabilisasi akibat perbedaan kondisi lingkungan tangki. Konsentrasi biomassa didalam tangki stabilisasi paling tinggi, hingga mencapai rata-rata 5900mg/l di umur lumpur 20 hari karena selain kondisinya yang cocok bagi mikroorganisme untuk hidup, juga karena merupakan tempat masuknya lumpur yang datang dari hasil backwash membran, sehingga biomassa akan banyak menumpuk di stabilisasi. Lama waktu detensi tangki stabilisasi ini juga menimbulkan peningkatan jumlah biomassa dalam tangki ini, karena terdapat waktu yang cukup banyak bagi mikroorganisme untuk tumbuh dan berkembang biak. Sedangkan di tangki kontak, pertumbuhan terjadi karena adanya suplai nutrisi dari umpan berupa campuran yang terdiri dari limbah tempe dan zat warna, dengan ditambah aerasi untuk memenuhi kebutuhan oksigen sebagai akseptor elektron. Tangki anoksik, yang tidak terdapat aerasi dan berguna untuk mendegradasi zat warna akibat kondisinya yang anaerob sehingga membuat mikroorganisme mengeluarkan enzim azo reduktase, konsentrasi biomassa cenderung akan menurun karena banyak mikroorganisme lain selain yang dapat hidup pada kondisi tersebut akan mati.
Konsentrasi biomassa di effluen menunjukkan performa membran dalam menyaring biomassa, perbedaan spesifikasi membran akan memberikan kemampuan yang berbeda pula. Jumlah biomassa dalam effluent cenderung stabil, yaitu berkisar antara 80-90mg/l. Untuk mendapatkan umur lumpur yang tinggi, diperlukan membrane yang mempunyai kemampuan yang baik dalam menahan biomassa agar tidak ikut keluar bersama effluen. Jumlah biomassa pada effluent yang stabil pada setiap variasi menunjukkan bahwa performa membrane tetap terjaga dari awal sampai akhir variasi. Dari hal tersebut dapat disimpulkan bahwa semakin besar jumlah biomassa didalam sistem, dengan jumlah biomassa yang keluar dari sistem melalui effluent stabil, akan terjadi peningkatan umur lumpur.
Pada kondisi lingkungan yang sesuai dan stabil, konsentrasi biomassa dalam BRM akan terus meningkat. Oleh karena itu, setelah didapatkan jumlah biomassa yang menghasilkan angka umur lumpur sesuai dengan variasi, dilakukan pembuangan lumpur untuk mempertahankan umur lumpur pengolahan. Apabila dalam effluen telah terdapat cukup banyak biomassa sehingga konsentrasi biomassa didalam sistem tidak dapat meningkat lagi, maka pembuangan lumpur tidak perlu dilakukan. Dari Tabel 1, konsentrasi biomassa di effluen sangat kecil, yaitu hanya sekitar 80-90mg/l, sehingga perlu dilakukan pembuangan lumpur karena konsentrasi biomassa didalam sistem masih dapat meningkat dan akan mempengaruhi umur lumpur pengolahan.
Walaupun menurut Pallice (2008) umur lumpur pengolahan yang tinggi akan dapat menghasilkan pengolahan yang semakin baik, namun kendala yang dihadapi akan semakin rumit. Pada umur lumpur tinggi, jumlah biomassa akan semakin banyak, sehingga kemungkinan terjadinya pemampatan biomassa didalam membran akan semakin besar. Biomassa yang telah memadat ini tentunya akan mempengaruhi hasil pengolahan karena mikroorganisme yang berada ditengah padatan tersebut tidak dapat berinteraksi dengan air limbah, sehingga kesulitan mendapatkan makanan dan oksigen, sehingga akan berpotensi mati. Adanya kematian mikroorganisme tersebut juga akan mengaburkan perhitungan umur lumpur, karena tidak semua biomassa yang terukur dari perhitungan VSS hidup. Oleh karena masalah ini, hasil pengolahan tidak akan maksimal.
Peningkatan Penyisihan Zat Warna Pada Bioreaktor Membran Seiring Dengan Peningkatan Umur Lumpur
Menurut schoeberl (2005), Peningkatan umur lumpur mengakibatkan tingkat efisiensi penyisihan warna yang meningkat karena bertambahnya biomassa yang dapat mengadsorbsi substrat yang datang. Konsentrasi warna didapatkan dengan melihat absorbansi pada panjang gelombang 595nm untuk spektrofotometer digital dan 615nm pada spektrofotmeter non-digital. Konsentrasi warna pada umpan berkisar di 120 mg/l. Hasil penyisihan warna dapat dilihat pada Tabel 2 dan Gambar 3 di bawah ini :
Tabel 2 Konsentrasi zat warna di tiap umur lumpur pada setiap tangki
| Variasi | Efisiensi | |||||
|---|---|---|---|---|---|---|
| Umpan | Anoksik | Kontak | Stabiliasi | Effluen | (%) | |
| SRT20 | 125 | 37 | 39 | 38 | 27 | 85 |
| SRT15 | 121 | 31 | 33 | 30 | 23 | 83 |
| SRT10 | 120 | 29 | 30 | 30 | 21 | 81 |
| SRT5 | 122 | 26 | 27 | 28 | 19 | 78 |
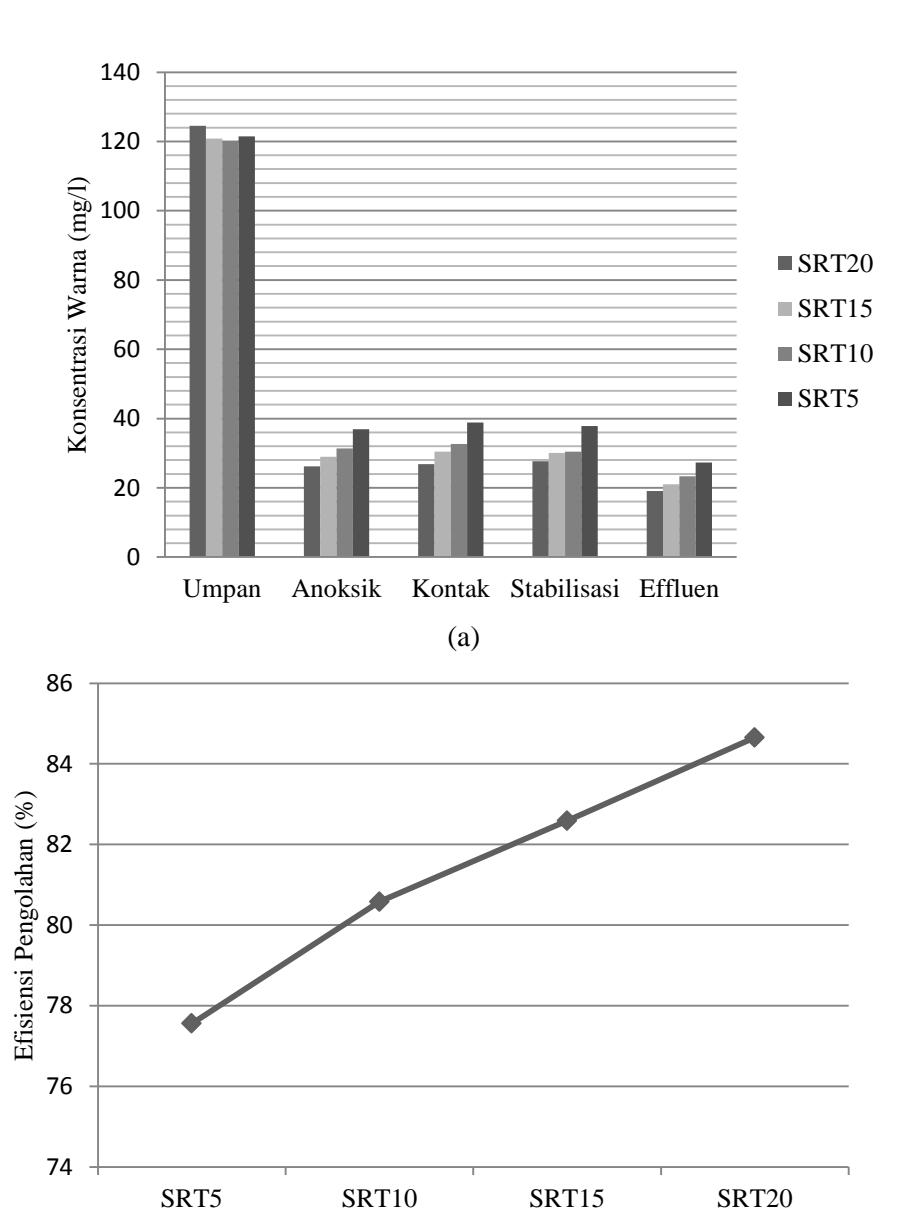
(b) Gambar 3 (a) Konsentrasi warna pada setiap tangki (b) Efisiensi penyisihan warna di setiap variasi
Degradasi zat warna paling tinggi terjadi pada tangki anoksik, ini diakibatkan oleh adanya enzim azo reduktase yang dikeluarkan oleh mikroorganisme. Azo reduktase ini mempercepat degradasi zat warna azo menjadi amina aromatik. Pada tangki kontak, degradasi zat warna tidak
berlangsung maksimal karena tidak adanya kondisi yang paling optimal untuk mendegradasi zat warna. Selain karena kondisinya yang aerobik, juga karena waktu detensi yang hanya 2 jam. Tangki stabilisasi, yang merupakan tangki penetralan biomassa yang telah jenuh menyerap zat organik, memiliki hasil yang mirip dengan tangki kontak. walaupun jumlah biomassa di tangki ini yang paling tinggi diantara kedua tangki lain dan di tangki ini banyak terjadi pengenceran oleh air backwash secara langsung yang akan membuat konsentrasi warna akan menjadi lebih kecil, namun hasilnya tidak signifikan. Dari Tabel 2 dan Gambar 3 bahkan memperlihatkan tidak adanya penurunan konsentrasi warna pada tangki kontak dan stabilisasi, Konsentrasi warna pada air setelah keluar dari tangki anoksik cenderung tidak berubah sebelum masuk kedalam membran.
Banyaknya biomassa didalam membrane akan membentuk cake layer pada dinding membrane. Semakin banyak biomassa dalam yang masuk kedalam membrane, maka akan semakin tebal cake layer yang akan terbentuk (Hong, et al., 2001). Akibat tidak adanya suplai oksigen kedalam membrane, maka cake layer didalam membrane akan memiliki kondisi anaerobic atau anoksik (Zhang et al, 2005). Lapisan anoksik ini akan dapat meningkatkan efisiensi dari pengolahan, karena kondisinya mirip dengan kondisi pada tangki anoksik, yaitu mikroorganisme yang telah diaerasi pada tangki kontak kemudian masuk lagi kedalam kondisi anoksik, sehingga enzim azo reduktase akan muncul kembali. Penurunan konsentrasi zat warna akibat adanya lapisan anoksik akibat lumpur yang menempel di dinding membrane cukup signifikan, terlihat dari Tabel 2, penurunan konsentrasi zat warna dari tangki kontak ke effluent mencapai 9 persen pada umur lumpur 5, 15 dan 20 hari. Walaupun siginifikan dalam menyisihkan kandungan zat warna, lapisan ini seperti yang telah dikatakan sebelumnya, apabila penumpukan terjadi terlalu cepat, maka akan menyumbat membran dan meningkatkan kematian mikroorganisme.
Efisiensi pengolahan tertinggi terjadi pada umur lumpur 20 hari, dengan efisiensi 85% dan efisiensi terendah didapatkan pada umur lumpur 5 hari dengan hanya 78% saja. Hal ini menunjukkan bahwa semakin tinggi umur lumpur pengolahan, maka akan semakin tinggi penyisihan warna yang terjadi.
Peningkatan Penyisihan COD Pada Bioreaktor Membran Seiring Dengan Peningkatan Umur Lumpur
Kandungan COD dalam bioreaktor membran pada penelitian ini berasal dari zat warna azo dan ko-substrat limbah tempe, yang merupakan komponen utama dalam umpan. Kandungan COD umpan adalah sebesar 2000-2500 mg/l, dengan COD dari zat warna azo sendiri hanya berkisar di 90-100 mg/l dan sisanya adalah berasal dari limbah tempe sebagai ko-substrat. Hasil penyisihan COD dapat dilihat pada Tabel 3 dan Gambar 4.
| Variasi | Hasil Pengolahan (mg/l) | |||||||
|---|---|---|---|---|---|---|---|---|
| Umpan | Anoksik | Kontak | Stabilisasi | Effluen | Efisiensi (%) | |||
| I | SRT5 | 2054 | 910 | 637 | 484 | 514 | 75 | |
| II | SRT10 | 2204 | 829 | 604 | 453 | 381 | 78 | |
| III | SRT15 | 2204 | 895 | 667 | 498 | 377 | 83 | |
| IV | SRT20 | 2446 | 785 | 601 | 477 | 361 | 85 | |
Tabel 3 Kandungan COD di tiap tangki pada setiap variasi
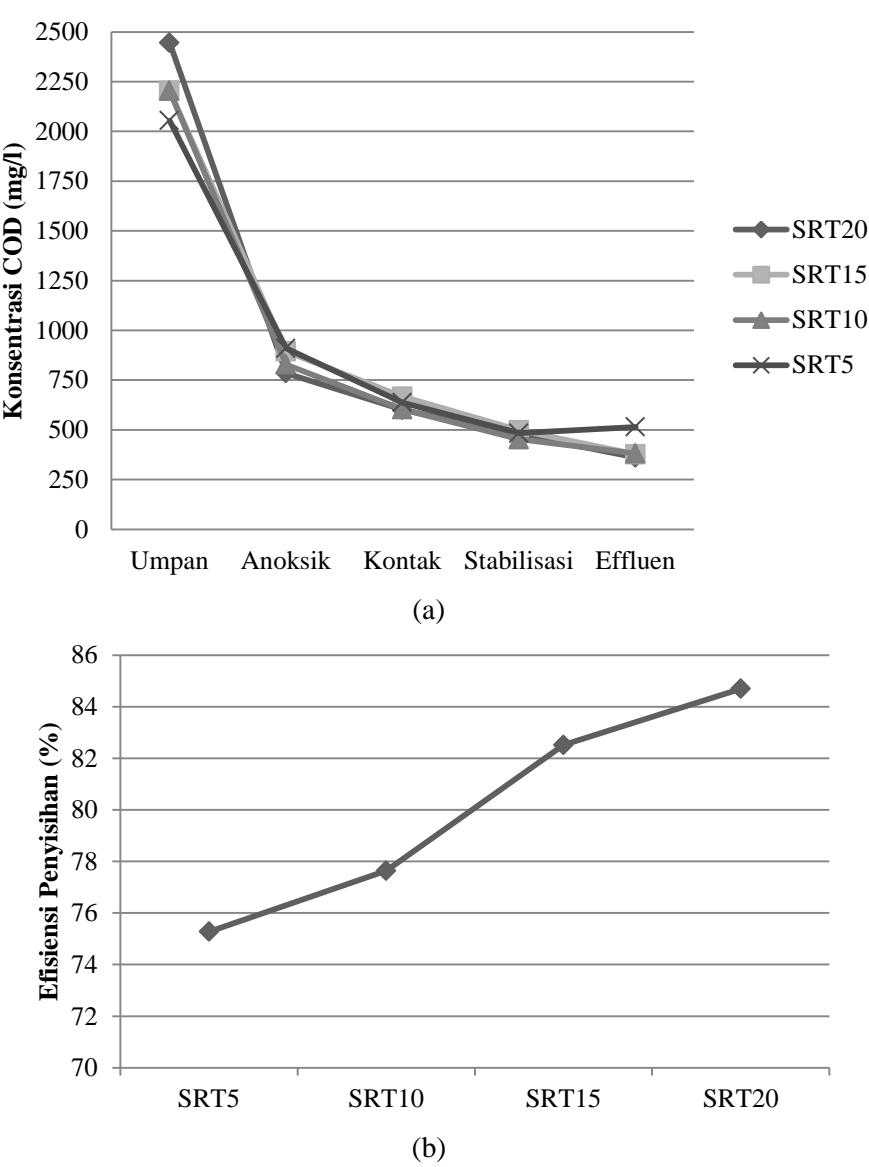
Gambar 4 (a) Kandungan COD pada setiap tangki di setiap variasi(b) Efisiensi penyisihan COD pada setiap variasi secara keseluruhan
Hasil pengolahan terhadap kandungan COD pada tangki anoksik tidak terlalu besar dibandingkan dengan pada tangki-tangki yang lainnya (Tabel 3 dan Gambar 4). Hal ini disebabkan karena tangki anoksik merupakan tangki untuk mengolah zat warna, dan bukan ditujukan untuk mendegradasi kandungan COD. Tangki kontak, yang merupakan tangki yang memiliki fungsi utama untuk mendegradasi zat organik dan senyawa aromatic hasil degradasi zat warna, menunjukkan hasil pengolahan yang lebih baik daripada pada tangki anoksik. Adanya aerasi dalam tangki ini juga memungkinkan mikroorganisme dapat berkembang biak, karena kondisi lingkungan yang sesuai dengan kondisi mikroorganisme untuk hidup. Kandungan COD terendah setelah effluent dalam bioreaktor ini terdapat pada tangki stabilisasi. Selain karena kondisi lingkungan yang sama dengan pada tangki kontak, sehingga mikroorganisme dapat tumbuh dengan optimum, juga karena waktu detensi pada tangki ini yang mencapai 4 jam, 2 jam lebih lama daripada tangki kontak. Banyaknya biomassa yang terdapat pada tangki ini memungkinkan pengolahan yang lebih baik juga daripada tangki kontak. . Kandungan COD pada effluen menunjukkan efisiensi reaktor secara keseluruhan, karena effluen inilah yang akan dibuang ke lingkungan. Selain pada SRT 5 hari, kandungan COD pada effluent lebih rendah daripada tangki stabilisasi, hal ini disebabkan oleh cake layer yang timbul pada dinding membrane. Walaupun cake layer yang timbul pada dinding membrane ini bersifat anoksik, namun tetap dapat menurunkan COD karena banyaknya jumlah biomassa yang menjadi cake layer tersebut. Semakin tinggi umur lumpur bioreactor membrane, maka akan semakin banyak biomassa yang terdapat pada setiap tangki, dan akan memberikan hasil pengolahan yang lebih baik. Kandungan COD terendah di effluen masih berada di angka 300 mg/l, sehingga berdasarkan Kep.Men. LH No.51 Tahun 1995, hasil pengolahan masih berada diatas batas maksimal COD yang terdapat pada limbah tekstil, yaitu 250 mg/l. Peran waktu detensi dalan penyisihan COD ini menjadi sangat penting karena mikroorganisme membutuhkan waktu untuk mendegradasi zat organic, sehingga dengan waktu detensi yang lebih lama, maka mikroorganisme akan memiliki waktu yang cukup untuk mengolah limbah.
KESIMPULAN
Beberapa kesimpulan yang dapat diperoleh dengan dilakukannya studi ini adalah:
- 1. Bioreaktor membran (BRM) merupakan teknologi pengolahan limbah yang dapat diterapkan untuk mendegradasi zat warna azo yang sering digunakan dalam industri tekstil, yaitu Remazol Black-5.
- 2. Semakin besar umur lumpur, maka semakin besar pula nilai efisiensi bioreaktor membran (BRM) secara keseluruhan, baik penyisihan warna maupun COD.
- 3. Salah satu faktor utama yang mengurangi efisiensi dari BRM adalah adanya pemampatan biomassa pada membran yang akan dapat mengakibatkan kematian pada mikroorganisme didalam reaktor.