
PENDAHULUAN
Pertumbuhan industri di Indonesia diharapkan dapat mendorong ekonomi dan standar kualitas hidup di Indonesia. Namun, industri-industri tersebut dapat juga menyebabkan masalah lingkungan seperti timbulnya buangan yang tidak dikelola dengan baik. Industri yang menghasilkan limbah tidak hanya industri besar, tetapi juga industri skala kecil seperti industri tahu. Limbah industri tahu menimbulkan masalah lingkungan berupa bau dan polusi pada badan air penerima (Romli & Suprihatin, 2009).
Proses produksi tahu menggunakan air bersih dengan jumlah besar untuk beberapa tahapan proses, yaitu perendaman dan pencucian kedelai serta penggumpalan. Oleh karena itu, limbah cair yang dihasilkan juga dalam kuantitas yang besar dengan rata-rata jumlah limbah cair industri tahu per kilogram kedelai yang diolah adalah 17±3 L (Romli & Suprihatin, 2009).
Karakteristik limbah cair tahu sebagian besar terdiri dari polutan organik dengan nilai yang cukup tinggi. Dari beberapa hasil penelitian, konsentrasi COD limbah tahu dapat mencapai angka 10.000-20.000 mg/l dan mempunyai BOD yang tinggi pula (Zhu dkk., 2008). Kandungan COD ini termasuk tinggi sehingga apabila langsung dibuang ke badan air dapat menyebabkan bau. Apabila dibandingkan dengan baku mutu limbah cair Kep-51/MENLH/10/1995, maka diperlukan suatu pengolahan limbah yang efisien dan relatif murah untuk diaplikasikan kepada industri tahu tersebut.
Dengan karakteristik limbah cair tahu yang memiliki beban organik yang tinggi, pengolahan secara anaerob baik untuk dilakukan. Mikroorganisme memiliki peran yang penting dalam pengolahan air limbah (Grady dkk., 1999). Pada penelitian ini, digunakan Anaerobic Baffled Reactor dengan harapan adanya peningkatan kualitas efluen limbah cair tahu dan menghasilkan biogas untuk potensi pemanfaatan sumber energi.
Anaerobic Baffled Reactor merupakan sistem pengolahan tersuspensi anaerob yang terdiri dari sekat-sekat vertikal sebagai tempat mengalirnya air limbah hingga mencapai outlet. Pertumbuhan tersuspensi lebih menguntungkan dibandingkan pertumbuhan melekat karena tidak membutuhkan media pendukung serta tidak mudah tersumbat. Limbah cair berkontak dengan biomassa aktif selama mengalir dalam reaktor, sehingga effluen terbebas dari padatan biologis. (Liu dkk., 2009). Manfaat utama dari penggunaan ABR adalah kemampuan untuk memisahkan proses asidogenesis dan metanogenesis (Barber dan Stuckey dalam Liu dkk., 2009).
Pada penelitian ini, akan digunakan reaktor ABR skala laboratorium dengan Hydraulic Retention Time selama 96 jam dan diamati degradasi senyawa organik antar kompartemen pada ABR. Dengan adanya penelitian ini, diharapkan dapat mendorong pengolahan limbah cair tahu di kawasan industri, sehingga masalah limbah cair tahu akan teratasi.
METODOLOGI
Penelitian dilakukan dalam skala laboratorium dengan menggunakan limbah cair yang berasal dari industri Tahu yang berlokasi di Dago Bengkok, Bandung Utara. Seluruh percobaan dilaksanakan di Laboratorium Penelitian Kualitas Air Program Studi Teknik Lingkungan ITB. Metodologi penelitian ini akan dijelaskan pada Gambar 1.
Gambar 1. Diagram Alir Kerangka Kerja Pengolahan Limbah Industri Tahu Dengan Menggunakan Anaerobic Baffled Reactor (ABR)
Reaktor yang digunakan pada penelitian ini adalah sebuah Anaerobic Baffled Reactor (ABR) skala laboratorium dengan volume total 40 L dan volume operasi 35,15 L (Gambar 2). ABR (1000 mm x 190 mm x 185 mm) berbahan acrylic dengan lima kompartemen dapat menampung tinggi permukaan air sebesar 185 mm sehingga volume kerja tiap kompartemen adalah sebesar 7,03 L. Masing-masing kompartemen terdiri dari bagian upflow dan downflow yang dibatasi oleh penyekat vertikal atau baffle yang dipasang secara seri. Baffle-baffle ini memiliki sudut sebesar 70° agar pencampuran fasa cair lebih merata dan untuk memperpanjang jarak tempuh umpan di dalam reaktor. Pada inlet dan outlet digunakan selang silikon dengan pompa peristaltik pada inlet untuk mengatur debit aliran yang masuk ke dalam reaktor. Mikroorganisme untuk reaktor ini diperoleh dari hasil seeding dan aklimatisasi kotoran sapi, rumen sapi, dan lumpur IPAL yang dilakukan sebelum reaktor dioperasikan. Operasi dilakukan secara kontinu tanpa resirkulasi dengan konsentrasi COD terlarut sebesar 8.000 mg/l dan HRT selama 96 jam dan 72 jam.
Sampel air limbah diambil dengan metode grab sampling pada bagian influen, masingmasing kompartemen dan effluen pada reaktor. Parameter yang dianalisis setiap hari adalah; pH, COD terlarut, Volatile Suspended Solids (VSS), Total Asam Volatil (TAV), dan etanol. Sedangkan gas yang terbentuk diukur saat kondisi reaktor sudah tunak.
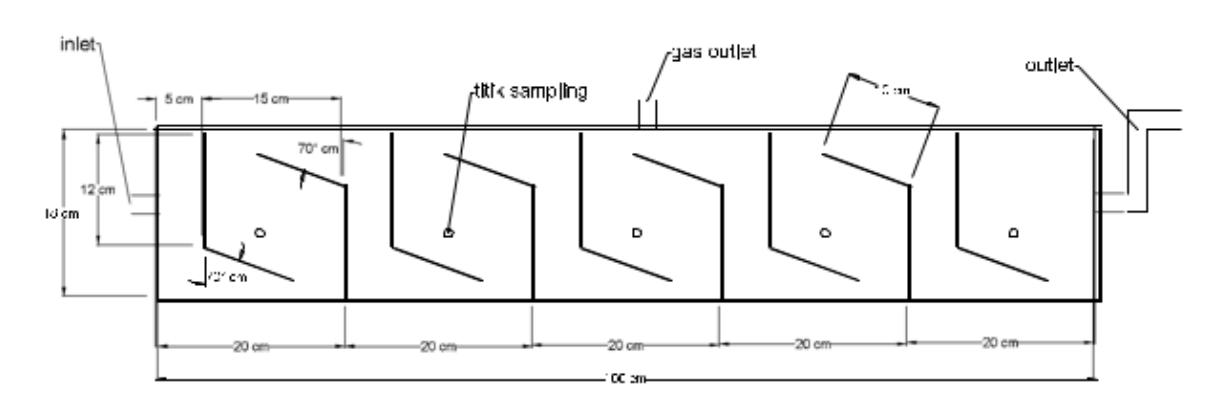
Gambar 2. Anaerobic Baffled Reactor Dengan Lima Penyekat
HASIL DAN PEMBAHASAN Karakteristik limbah
Pada penelitian ini, limbah cair tahu yang digunakan merupakan limbah whey yang berasal dari proses pengepresan tanpa melalui pengolahan sebelumnya. Karakteristik limbah industri limbah cair tahu dapat dilihat pada Tabel 1, serta perbandingan terhadap baku mutu limbah cair bagi kegiatan industri (Kep-51/MENLH/10/1995). Beradasarkan hasil analisis, sebagian besar
parameter yang diukur berada di atas standar baku mutu termasuk parameter organik seperti BOD dan COD.
| Tabel 1 Uji karakteristik awal limbah cair tah |
|---|
| Parameter | Satuan | Nilai | Baku Mutu (*) | |
|---|---|---|---|---|
| рН . | - | 5,44 | 6,0-9,0 | |
| Zat Organik* | mg/L KMnO4 | 9.449 | - | |
| BOD | mg/L | 6.586 | 50 | |
| COD terlarut* | mg/L | 8.641 | 100 | |
| NTK* | mg NH3-N/L | 297,5 | 20 | |
| Nitrat | mg/L | 25,355 | 20 | |
| Total Phospat* | mg PO43 -- P/L | 2,1075 | 5 | |
| TSS | mg/L | 2.350 | 200 | |
*Pengujian tambahan (tidak ada dalam baku mutu limbah cair)
Pembentukan Biomassa
Biomassa memiliki peran penting dalam pengoperasian reaktor anaerob sebagai organisme yang aktif mendegradasi senyawa organik. Produk yang dihasilkan dari proses yang terjadi pada suatu reaktor anaerob sangat bergantung pada bakteri yang terlibat (Gerardi, 2003). Sebelum tahap awal pengoperasian reaktor ABR ini, biomassa hasil aklimatisasi di CBR dipindahkan ke dalam reaktor ABR untuk tahap pengoperasian reaktor. Masing-masing kompartemen pada ABR diisi dengan ±300 mL lumpur dari CBR. Sesuai dengan hasil pengukuran VSS pada tahap aklimatisasi, lumpur biomassa yang telah teraklimatisasi ini memiliki VSS sebesar 7.270 mg/L.
Dalam pengoperasian reaktor ini, biomassa yang dianalisis berasal dari titik sampling pada supernatan sampel. Konsentrasi rata-rata biomassa pada reaktor dinyatakan dalam Volatile Suspended Solids (VSS).
Hubungan Antara COD terlarut, Total Asam Volatil, dan Etanol
Berdasarkan pathway proses anaerob, senyawa organik yang dinyatakan dalam COD terlarut akan terdegradasi menjadi senyawa yang lebih sederhana, berupa asam organik, alkohol, dan lain-lain. Total Asam Volatil (TAV) merupakan produk aktivitas fermentasi oleh bakteri asidogenik yang terdiri dari beberapa asam organik (Gerardi, 2003). Asam volatil sebagai asam asetat merupakan substrat yang seharusnya dikonversi oleh bakteri metanogen menjadi gas metan dan karbon dioksida. Pada penelitian ini, analisis penyisihan TAV sepanjang reaktor dalam HRT yang ditentukan dilakukan dengan menghitung perubahan konsentrasi dalam satuan waktu (dTAV/dt).
Etanol (C2H5OH) sebagai salah satu alkohol diukur sebagai salah satu parameter dalam pengoperasian reaktor dengan menggunakan refraktometer. Senyawa organik yang diubah menjadi bentuk lebih sederhana kemudian akan dikonversi menjadi etanol. Pada penelitian ini, analisis pembentukan etanol sepanjang reaktor dalam waktu detensi tertentu dilakukan dengan menghitung perubahan konsentrasi dalam satuan waktu (dC/dt).
1. Hydraulic Retention Time 96 jam
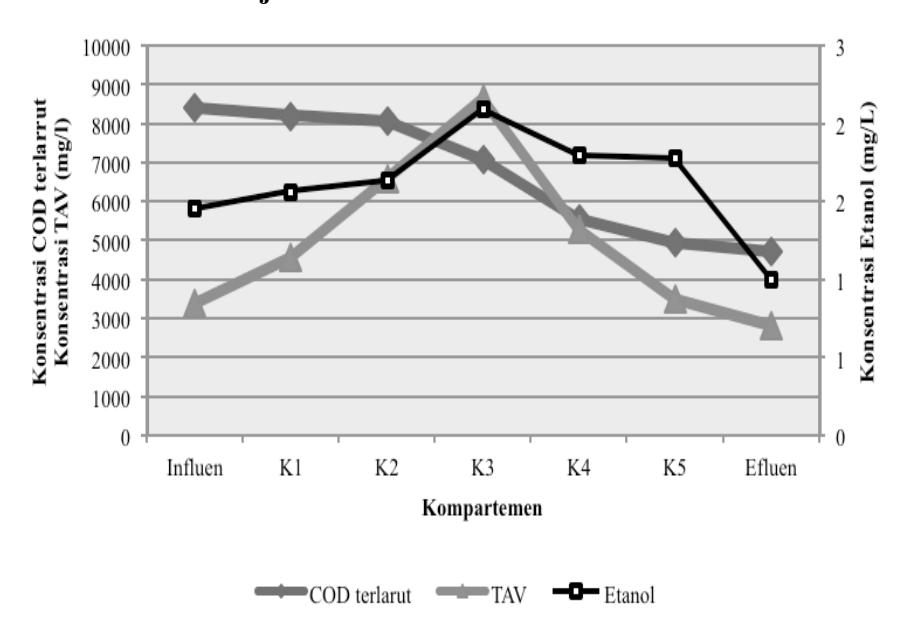
Gambar 3. Hubungan COD terlarut, TAV, dan etanol pada HRT 96 jam
Konsentrasi COD terlarut, TAV, dan etanol sepanjang reaktor pada HRT 96 jam ditunjukkan pada Gambar 3. Pada kompartemen pertama (waktu 9,6 jam), COD yang tersisihkan sebagian diubah menjadi etanol, hal ini terlihat dari produksi etanol yang meningkat dari influen sebesar 1,455 mg/L (waktu 0 jam) menjadi 1,564 mg/L. Produksi etanol tertinggi pada waktu detensi 96 jam adalah pada jam ke-48 yakni pada kompartemen tiga (K3). Hal ini menunjukkan bahwa pada kompartemen pertama, terdapat bakteri asidogenik yang mengubah substrat organik menjadi asam-asam organik. Namun, pada kompartemen kedua dan ketiga aktivitas bakteri asidogenik dalam transformasi substrat organik menjadi asam organik dalam bentuk etanol juga mengalami peningkatan. Selain ditransformasi menjadi etanol, COD yang tersisihkan ini juga dapat pula terkonversi menjadi senyawa asam organik lainnya seperti butirat, propionat, dan format serta gas CO2 dan H2. Setelah kompartemen empat (K4) dan seterusnya, terlihat bahwa terjadi penurunan produksi etanol yang menunjukkan bahwa pada tahapan tersebut telah mencapai tahapan lain pada proses pengolahan anaerob.
Pembentukan TAV tertinggi terjadi pada jam ke-48 atau pada titik sampling Kompartemen Tiga (K3). Nilai TAV yang tinggi disebabkan oleh reaksi yang terjadi di dalam reaktor adalah proses asidogenesis, sesuai dengan pH reaktor pada variasi ini yang masih berada pada kisaran pH 4-6,3 dan belum mencapai pH netral atau proses metanogenesis yang optimal.
2. Hydraulic Retention Time 72 Jam
Konsentrasi COD terlarut, TAV, dan etanol sepanjang reaktor pada HRT 72 jam ditunjukkan pada Gambar 4. Konversi COD menjadi etanol sudah terlihat sejak pada kompartemen kedua. Produksi etanol terus meningkat sepanjang kompartemen dengan produksi etanol tertinggi dicapai pada jam ke-36 yakni pada kompartemen tiga (K3) sebesar 2,091 mg/L. Setelah itu cenderung terjadi penurunan konsentrasi etanol. Hal ini menunjukkan bahwa bakteri asidogenik yang mengkonversi
substrat organik menjadi asam-asam organik terdapat sepanjang reaktor pada kompartemen satu hingga kompartemen tiga. Pada kompartemen lima (K5), terlihat bahwa terjadi penurunan produksi etanol yang menunjukkan bahwa pada kompartemen tersebut telah mencapai tahapan lain pada proses pengolahan anaerob.
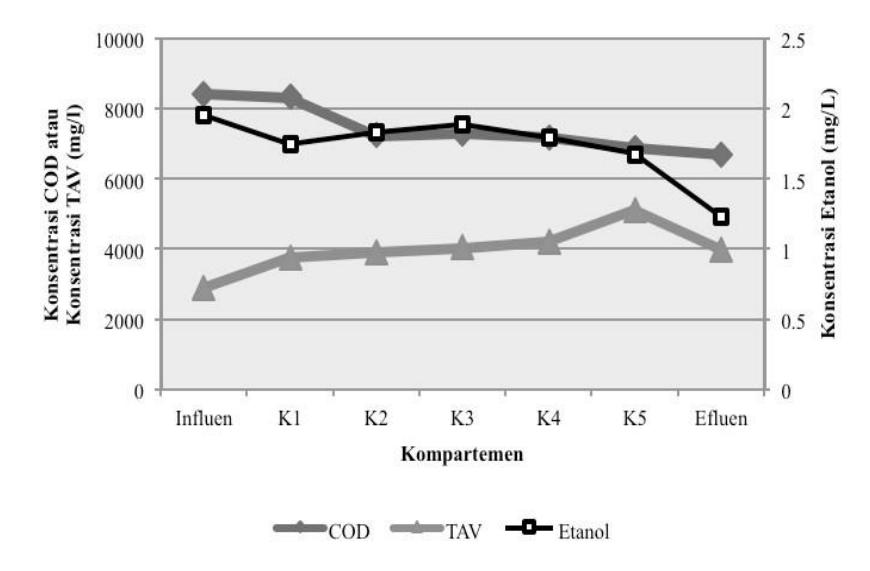
Gambar 4. Hubungan COD terlarut, TAV, dan etanol pada HRT 72 jam
Pembentukan TAV tertinggi terjadi pada jam ke-50,4 atau pada titik sampling kompartemen lima (K5). Nilai TAV pada HRT 72 jam cukup meningkat dengan konstan hingga kompartemen lima (K5) dan disisihkan pada kompartemen lima (K5) hingga efluen. Penurunan nilai TAV pada efluen menunjukkan konsumsi TAV oleh bakteri metanogen.
Sama seperti halnya pada HRT 96 jam, konsentrasi COD dan konsentrasi TAV yang cenderung berbanding terbalik menunjukkan bahwa senyawa organik sebagai COD diubah menjadi TAV. Hal ini khususnya terjadi sepanjang K1, K2, K3, K4, dan K5.
Perbandingan kinerja pada jam operasi tertentu
Dengan mengetahui proses yang terjadi di dalam reaktor, maka dapat diketahui produk yang dihasilkan pada kondisi operasi tertentu. Oleh karena itu, pemanfaatan produk anaerob yang diinginkan dapat dilakukan dengan mengoperasikan reaktor pada jam operasi optimal dari proses produksi suatu produk. Perhitungan konsentrasi pada waktu operasi tertentu dilakukan dengan perhitungan perubahan konsentrasi terhadap waktu (dC/dt).
COD Terlarut
Pada Gambar 5, terlihat proses degradasi senyawa organik pada waktu pengoperasian reaktor. Pada HRT 72 jam, terlihat bahwa pada awal pengoperasian HRT 72 jam, penyisihan lebih baik daripada pada HRT 96 jam. Namun pada jam ke-48, terlihat bahwa penyisihan organik dengan HRT 96 jam lebih cepat daripada disusul oleh HRT 72 jam.
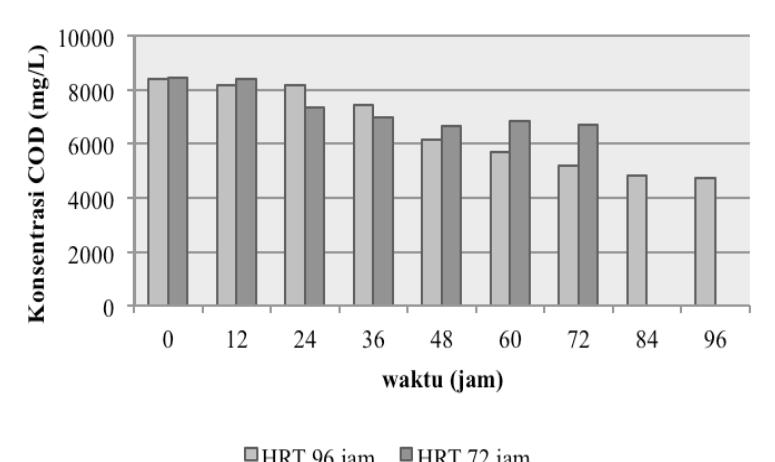
Gambar 5. Konsentrasi COD pada Jam Operasi Tertentu
Berdasarkan penelitian Manariotis (2002), stabilisasi materi organik terjadi pada dua kompartemen awal. Pada penelitian ini, pernyataan ini hanya sesuai untuk HRT 72 jam yang menyisihkan secara optimum pada kompartemen dua (K2).
Total Asam Volatil
Total Asam Volatil yang terukur sebagai asetat pada penelitian ini meliputi asam asetat, asam propionat, dan asam butirat.
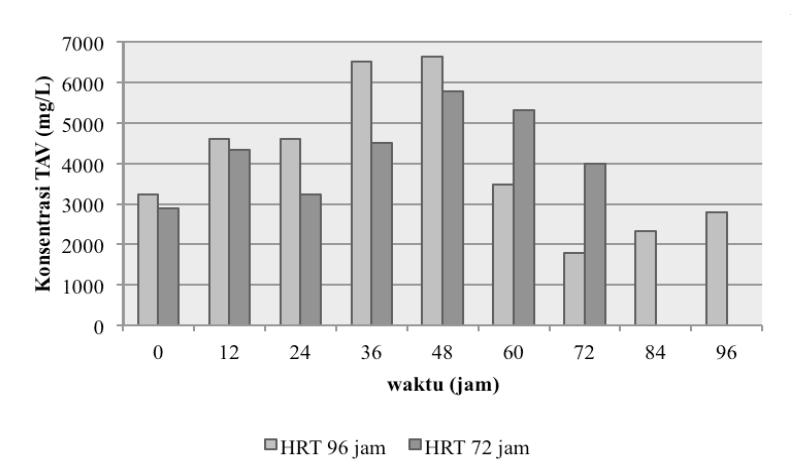
Gambar 6. Konsentrasi TAV pada Jam Operasi Tertentu
Kandungan TAV dalam bentuk asetat pada penelitian ini (Gambar 6) cenderung naik seiring dengan bertambahnya waktu operasi, dengan pembentukan TAV tertinggi pada jam ke-48. Sedangkan pembentukan TAV terendah saat HRT 96 jam terjadi pada jam ke-24.
Pembentukan TAV terendah saat HRT 72 jam adalah pada efluen. Apabila dibandingkan dengan HRT, maka pada penelitian ini HRT yang lebih besar (96 jam) akan memproduksi TAV lebih besar pula.
Etanol
Etanol merupakan salah satu alkohol yang dapat digunakan menjadi bahan bakar yang secara teknis dan ekonomis cocok untuk pembakaran pada mesin. (Demirbas, 2007). Gambar 7 menunjukkan bahwa pembentukan etanol sepanjang waktu operasi berfluktuasi, dengan etanol tinggi pada influen saat HRT 72 jam, namun produksi etanol yang cukup signifikan selama proses pengoperasian reaktor terjadi pada jam ke 36-60 waktu operasi. Sedangkan pada HRT 96 jam, produksi etanol tertinggi dicapai pada jam ke-60. Setelah itu produksi etanol cenderung turun, hal ini disebabkan oleh dimulainya proses metanogenesis dengan transformasi menjadi biogas. Hal ini sesuai pula dengan meningkatnya pH sepanjang reaktor.
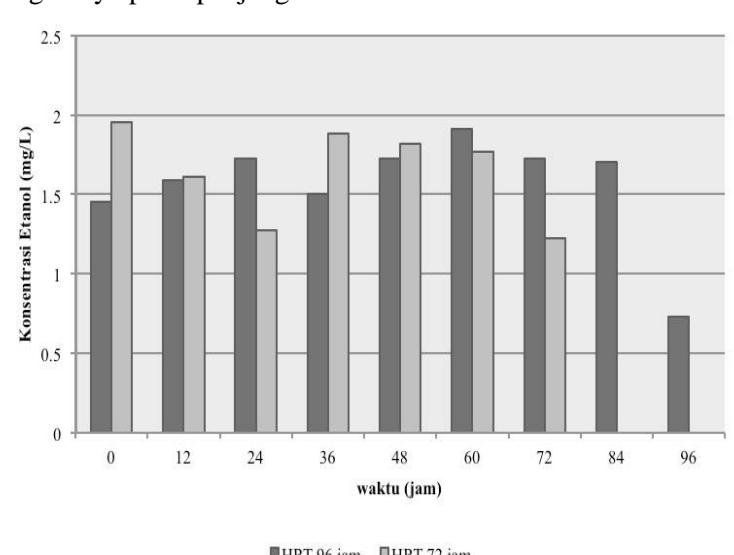
Gambar 7 Konsentrasi Etanol pada Jam Operasi Tertentu
Acetate Yield
Koefisien hasil (yield coefficient) adalah suatu nilai yang menyatakan jumlah penggunaan suatu materi. Akumulasi asam-asam volatil pada reaktor menghambat keberlangsungan proses metanogenesis. Secara stoikiometri, 1 mg COD akan menghasilkan 5,82 mg asetat (Syafila, 2003). Berdasarkan Tabel 2, diperoleh nilai acetate yield untuk HRT 96 jam sebesar 0,25 dan 0,64 pada HRT 72 jam. Pada variasi HRT yang semakin rendah maka semakin besar nilai produksi asam volatil. Hal ini menyebabkan adanya akumulasi asam-asam volatil pada reaktor sehingga proses metanogenesis akan membutuhkan waktu yang lebih lama.
| Variasi | (mg/L) | COD terlarut | dC (mg) | asetat) | TAV (mg/L | dTAV (mg) | Acetate Yield (mg TAV/mg |
|---|---|---|---|---|---|---|---|
| Influen | Efluen | Influen | Efluen | COD) | |||
| HRT 96 jam | 8.400 | 4.718 | 129.422 | 1.869 | 2.800 | 32.718 | 0,25 |
| HRT 72 jam | 8.426 | 6.700 | 60.688 | 2.885 | 3.988 | 38.768 | 0,64 |
Tabel 2. Koefisien hasil pembentukan asam volatile
Potensi Pembentukan Gas Metan
Pada proses anaerob, potensi pembentukan gas metan dapat dibentuk berdasarkan nilai methane yield adalah sebesar 0,34 m3 CH4/kg COD (McCarty dalam Grady dkk., 2005).
Tabel 3. Koefisien hasil pembentukan gas metan
| Variasi | (mg/L) | COD terlarut | Penyisihan COD (g/hari) | CH4Teoritis kondisi STP (L/hari) | CH4Teoritis kondisi saat itu |
|---|---|---|---|---|---|
| Influen | Efluen | (L/hari) | |||
| HRT 96 jam | 8.400 | 4.718 | 32,36 | 11,32 | 12,36 |
| HRT 72 jam | 8.426 | 6.700 | 20,83 | 7,08 | 7,73 |
Pada Tabel 3, disajikan hasil perhitungan koefisien hasil pembentukan gas metan. Proses metanogenesis berkaitan erat dengan proses pembentukan asam volatil. emakin banyak asam volatil di dalam reaktor, waktu yang dibutuhkan untuk proses metanogenesis lebih lama.
Penyisihan organik pada HRT 96 jam yang lebih tinggi daripada penyisihan pada HRT 72 jam, memiliki potensi pembentukan metan teoritis yang lebih besar daripada pada HRT 72 jam, yakni sebesar 12,36 L/hari.
Pembentukan CH4 aktual pada dasarnya dapat dihitung apabila diketahui volume harian gas yang terbentuk. Namun demikian, pada penelitian ini alat penampung gas sederhana tidak berfungsi dengan baik, sehingga volume gas yang terbentuk tidak tertampung pada botol penampung volumetrik. Hal ini disebabkan aquadest pada botol penampung yang belum dalam keadaan jenuh sehingga gaya tekan belum terpenuhi.
Produksi Biogas
Analisis gas CO2, H2, N2 dan CH4 dengan menggunakan gas chromatograph dilakukan pada saat kondisi tunak sudah tercapai selama dua hari. Pada HRT 96 jam, hasil analisis gas (Gambar 8) menunjukkan bahwa komposisi biogas terbesar didominasi oleh gas CO2 yakni sebesar 73,4867%v/v dan 71,7508%v/v diikuti dengan produksi gas metan sebesar 14,6128%v/v dan 13,978%v/v. Reaktor yang didominasi oleh gas CO2 ini menunjukkan bahwa tahapan reaksi proses anaerob yang terjadi adalah tahap fermentasi atau asidogenesis. Tahap metanogenesis yang terjadi pada HRT 96 jam masih sangat rendah ditunjukkan dengan komposisi gas metan yang sedikit.
Pada HRT 72 jam, hasil analisis gas (Gambar 9) menunjukkan bahwa komposisi biogas terbesar adalah CO2, sama seperti pada HRT 96 jam. Namun demikian, pada HRT 72 jam, produksi gas metan sudah meningkat menjadi 29,0728 - 29.5802%v/v. Produksi gas metan ini didukung pula oleh nilai pH pada HRT 72 jam yang sudah meningkat menjadi pada kisaran pH netral yang menunjukkan bahwa bakteri metanogenesis sudah dapat tumbuh dengan lebih baik pada kondisi reaktor tersebut. Keberadaan gas O2 sebesar 3,7621 – 4,1826%v/v juga terdeteksi saat analisis gas, hal ini menunjukkan bahwa reaktor tidak beroperasi dalam kondisi strict anaerob melainkan fakultatif-anaerob.
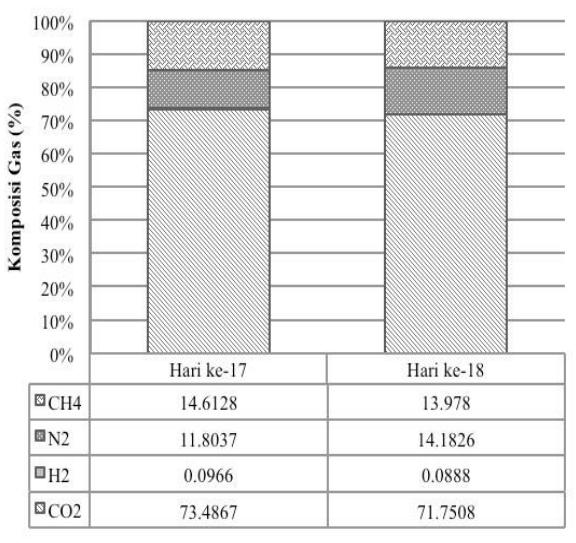
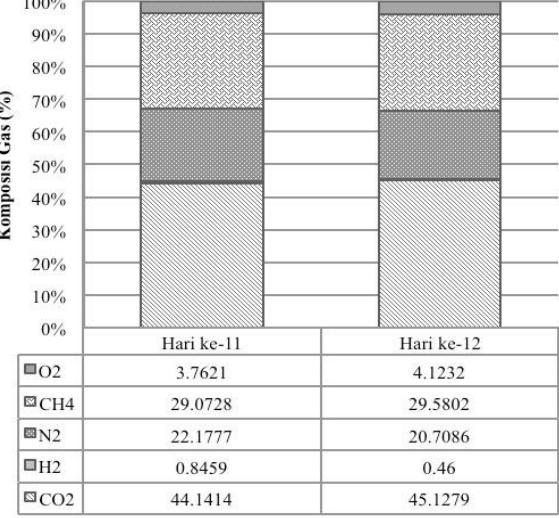
Gambar 8. Produksi biogas HRT 96 jam Gambar 9. Produksi biogas HRT 72 jam
Neraca Massa
Berdasarkan hasil analisis gas CO2, H2, O2, N2, dan CH4 ditemukan konsentrasi gas metan dalam jumlah kecil, maka diasumsikan bahwa tahapan reaksi proses anaerob pada penelitian ini adalah tahap metanogenesis namun masih dalam tahap awal. Sehingga tahap asidogenesis masih mendominasi proses yang terjadi di dalam reaktor. Pada tahap asidogenesis, terjadi proses degradasi senyawa organik kompleks menjadi glukosa, yang kemudian terkonversi menjadi asam asetat, CO2 dan H2 maupun terlebih dahulu menjadi produk antara (intermediate) etanol, asam laktat, asam butirat, asam propionat, sebelum membentuk CO2 dan H2 (Widjajanti, 2008).
Perhitungan neraca massa dilakukan dalam satuan COD, dengan faktor konversi asam asetat menjadi COD adalah sebesar 1,07 g COD/g asetat (Lettinga, 1999). Sedangkan faktor konversi etanol menjadi COD adalah sebesar 2,2326 g COD/g etanol. Biogas yang diperhitungkan dalam perhitungan neraca massa adalah CH4 dan CO2, dengan faktor konversi CH4 0,35 m3 CH4/kg COD dan faktor konversi CO2 sebesar 3,12 mol CO2/kg COD (van Haandel, 2007).
Berdasarkan Tabel 4, dapat dilihat bahwa pada angka negatif pada kolom tersisihkan menunjukkan pembentukan VSS, CO2, dan CH4 di dalam reaktor. Pada HRT 72 jam, angka negatif pada TAV menunjukkan bahwa terjadi akumulasi TAV di dalam reaktor akibat penyisihan asam volatil yang lebih kecil daripada pembentukan TAV berupa asam asetat, asam propionat, dan asam butirat. Senyawa non-TAV yang terbentuk merupakan selisih dari COD yang masuk dengan COD sebagai TAV, VSS, CH4, dan CO2. Senyawa non-TAV yang sebagian besar tersisihkan ini dapat berupa senyawa suksinat, fumarat, laktat, maupun alkohol yang lainnya (aseton, butanol, maupun propanol).
Senyawa non-TAV yang diproduksi di dalam reaktor memiliki potensi pemanfaatan. Asam suksinat yang berupa asam karboksilat dapat dimanfaatkan sebagai pemanis pada industri makanan dan minuman (Nattrass, 2010). Asam fumarat juga merupakan salah satu pengasam makanan yang banyak dimanfaatkan pada industri.
Tabel 4. Perhitungan Neraca Massa (sebagai COD)
| HRT | Parameter | 96 jam | 72 jam |
|---|---|---|---|
| Influen | COD | 295.260 | 296.176 |
| TAV | 121.256 | 108.492 | |
| VSS | 14.223 | 10.460 | |
| Etanol | 3,25 | 4,36 | |
| CH4 | - | - | |
| CO2 | - | - | |
| Non TAV | 159.778 | 177.220 | |
| Efluen | COD | 165.838 | 235.487 |
| TAV | 105.301 | 149.974 | |
| VSS | 16.187 | 18.687 | |
| Etanol | 1,62 | 2,74 | |
| CH4 | 0,466 | 1,108 | |
| CO2 | 29.881 | 28.384 | |
| Non TAV | 14.467 | 38.438 | |
| Tersisihkan | COD | 129.422 | 60.688 |
| TAV | 15.955 | -41482 | |
| VSS | -1963 | -8228 | |
| Etanol | 1,62 | 1,62 | |
| CH4 | -0,466 | -1,108 | |
| CO2 | -29881 | -28384 | |
| Non TAV | 115.429 | 110.396 |
KESIMPULAN
Pada penelitian ini, proses yang berlangsung di dalam reaktor didominasi dengan proses asidogenesis. Produksi etanol optimum terjadi pada waktu operasi pada jam ke 36-48 pada HRT 72 jam dan pada waktu operasi jam ke-60 pada HRT 96 jam. Sedangkan produksi Total Asam Volatil tertinggi dapat ditemukan pada jam ke-48 baik pada HRT 96 jam maupun 72 jam. Proses metanogenesis sudah mulai terbentuk dengan adanya produksi gas metan. Selain itu, perhitungan neraca massa menunjukkan bahwa selisih nilai merupakan produksi senyawa non-TAV berupa asamasam organik non-TAV dan alkohol lainnya, memiliki potensi untuk dimanfaatkan lebih lanjut.