
PENDAHULUAN
Peningkatan nilai tambah mineral dan batubara merupakan kewajiban bagi setiap perusahaan tambang sesuai amanat yang tertuang di dalam Undang-Undang Nomor 4 Tahun 2009 Tentang Pertambangan Mineral dan Batubara, yang dijabarkan dalam Peraturan Pemerintah Nomor 23 Tahun 2010 tentang Pelaksanaan Kegiatan Usaha Pertambangan Mineral dan Batubara. Arti dari nilai tambah adalah hasil dari transformasi tekno-ekonomi dari kondisi awal sumber daya mineral dan komoditas terhadap kondisi dengan nilai yang lebih besar dari ekonomi, pemanfaatan dan kegunaan dari sebelumnya, maka kondisi baru ini akan memberikan kontribusi dampak positif pada ekonomi, sosial dan budaya pada tingkat global, regional, nasional dan lokal (Hill dalam Ukar, 2013). Dalam rangka untuk mengamankan terlaksananya amanat UU tersebut, khususnya terkait dengan kewajiban pengolahan dan pemurnian mineral di dalam negeri, maka telah diterbitkan Peraturan Menteri ESDM No. 8 Tahun 2015. Permen ini dikeluarkan disebabkan sampai saat ini belum tercermin suatu rencana yang komprehensif dari pemegang IUP mineral untuk melaksanakan UU dimaksud khususnya dalam pembangunan fasilitas pengolahan dan pemurnian, dan/atau bentuk kerja sama pengolahan dan pemurnian mineral di dalam negeri.
Nikel sebagai salah satu dari logam utama yang tertera dalam Permen No. 7 tahun 2012 saat ini diproduksi oleh berbagai perusahaan di Indonesia dalam bentuk nikel matte, ferro-nikel dan logam nikel (Ukar, 2013). Terdapat 3 perusahaan di Indonesia yang telah membangun smelter dalam usaha mengolah nikel mentah menjadi barang setengah jadi yang diperoleh dari pertambangan yang dijalankan oleh tiap perusahaan. Sebagian besar kegiatan pertambangan dan pengolahan mineral secara bersamaan mempengaruhi masyarakat karena sebagian besar masyarakat mengandalkan pertambagan dan smelter untuk mata pencaharian mereka, baik secara langsung atau tidak langsung (Neelawala dkk, 2013)
Dampak yang dihasilkan baik yang berimbas pada masyarakat ataupun lingkungan perlu divaluasi nilainya lebih lanjut agar tidak menjadi ekternalitas yang merugikan pihak yang terkena dampak. Eksternalitas yang timbul akibat proses eksploitasinya seringkali tidak dimasukkan sebagai komponen biaya. Kondisi pengurasan sumberdaya alam yang berlebihan ini pada akhirnya dapat menganggu keberlanjutan dan kelestarian lingkungan. Pembangunan yang berwawasan lingkungan merupakan orientasi
pembangunan dimasa sekarang dan yang akan datang serta merupakan visi dan misi pembangunan yang tertuang pada UU No. 32 tahun 2009 mengenai Perlindungan dan Pengelolaan Lingkungan Hidup. Melihat hal tersebut diperlukan kajian berbagai aspek lingkungan khususnya dampak yang timbul serta penanganannya yang dikuantifikasi dalam nilai moneter.
Dengan melihat dampak ekonomi, sosial serta lingkungan, yang ditimbulkan dari keberadaan smelter pengolahan nikel, dibutuhkan sebuah alat analisis dalam pembuatan keputusan maupun kebijakan yang mendukung filosofi keberlanjutan pembangunan. Salah satu alat yang dapat digunakan adalah analisis biaya manfaat (cost benefit analysis) dengan penentuan net present value (NPV) dan benefit cost ratio (BCR) (Hakkert, 2005). Hasil dari analisis biaya manfaat ini, dapat digunakan sebagai salah satu pertimbangan dalam pembuatan kebijakan maupun pengambilan keputusan yang mendukung semua aspek dalam pembangunan berkelanjutan.
Tujuan dari penelitian ini adalah untuk mengetahui proses pertambangan serta pengolahan nikel terpadu melalui smelter yang dimiliki oleh suatu perusahaan di Sulawesi Selatan yang mempunyai dampak terhadap lingkungan dan masyarakat sekitar, mengidentifikasi eksternalitas dari kegiatan smelter pengolahan nikel terhadap pengelolaan lingkungan yang dilakukan oleh Perusahaan tersebut serta mengkaji manfaat dari keberadaan smelter terhadap lingkungan dan masyarakat dalam nilai ekonomi.
METODOLOGI PENELITIAN
Metode dalam penelitian ini menggunakan Analisis Biaya Manfaat (Cost Benefit Analysis) untuk melihat dampak dari keberadaan smelter nikel dari suatu perusahaan di Sulawesi Selatan sebagai studi kasus. Dampak smelter dikaji dengan melihat proses secara keseluruhan dari pemurnian nikel dengan menggunakan metode pyrometalurgy. Setiap proses mempunyai kegiatan serta melibatkan bahan yang berbeda sehingga mempunyai dampak yang lebih spesifik.
Pengumpulan data dilakukan dengan melihat secara langsung proses pemurnian nikel pada lokasi Perusahaan. Dilakukan wawancara terhadap perwakilan dari kecamatan maupun tokoh masyarakat sekitar untuk melihat tanggapan terhadap smelter nikel dengan kehidupan masyarakat sekitar. Studi literatur terhadap proses pemurnian logam terutama nikel dilakukan untuk mengetahui prosesnya secara general. Data Sekunder berupa
kebutuhan material, hasil produk dan produk sampingan dari setiap proses, pembiayaan dan kewajiban pajak serta penjabaran dari setiap proses didapatkan langsung dari Perusahaan tersebut.
Pengolahan data diawali dengan menganalisa proses smelter nikel secara keseluruhan untuk mengidentifikasi kebutuhan bahan, kegiatan yang dilakukan dan produk dan produk sampingan yang dihasilkan dari pabrik smelter Perusahaan tersebut. Dengan melihat data yang relevan, estimasi nilai valuasi ekonomi dilakukan terhadap Kecamatan Nuha dan Danau Towuti menggunakan pendekatan nilai pasar untuk mengkuantifikasi manfaat langsung dan pendekatan biaya perjalanan untuk mengkuantifikasi manfaat tidak langsung dalam perhitungan Nilai Total Ekonomi yang dihitung dengan menggunakan persamaan (1) untuk mendapatkan nilai moneternya.
Nilai Total Ekonomi = Nilai Manfaat Langsung + Nilai Manfaat Tidak Langsung (1)
Identifikasi variabel biaya mengacu dengan melihat biaya yang dikeluarkan Perusahaan untuk melakukan pencegahan dan pengelolaan terhadap dampak yang dihasilkan oleh smelter beserta nilai valuasi ekonomi yang telah dilakukan. Data komponen nilai biaya akan dibandingkan terhadap data komponen nilai manfaat guna mendapatkan nilai rasio biaya manfaat.
HASIL DAN PEMBAHASAN
Analisis Proses Smelter Perusahaan
Pemurnian nikel yang dilakukan oleh suatu Perusahaan di Sulawesi Selatan mempunyai tahapan yang berbeda karena disesuaikan dengan jenis bijih yang ditambang, ketersediaan sumber energi listrik yang memadai serta hasil akhir produk berupa nikel matte. Proses pyrometalurgy meliputi pengeringan, reduksi dan kalsinasi, peleburan hingga pemurnian dan granulasi. Setiap proses memiliki rincian proses tersendiri dengan kebutuhan bahan serta hasil produk yang berbeda sehingga menghasilkan emisi yang berbeda.
Proses pemurnian nikel yang dilakukan oleh Perusahaan dimulai dengan proses pengeringan pada tanur pengering untuk mengurangi kadar air dalam bijih mentah. Setelah itu, dilanjutkan pada tanur pereduksi untuk membentuk kalsin sebagai umpan pada tanur peleburan. Pada tanur pereduksi dilakukan penambahan batubara pada awal serta sulfur cair pada akhir proses sebagai katalis dalam proses peleburan. Kalsin dilebur dalam tanur dengan cara mengalirkan listrik bertegangan tinggi melalui elektroda karbon sehingga terjadi proses metalisasi yang menghasilkan nikel hingga kemurnian 20% dan terak. Nikel matte hasil peleburan dimurnikan kembali pada converter dengan cara meniupkan oksigen sehingga terjadi proses oksidasi pada besi yang terkandung pada nikel matte. Penambahan silica dan scrap converter dibutuhkan sebagai katalis dalam proses ini untuk mendingingkan reaksi oksidasi besi yang menghasilkan energi panas yang besar. Proses pada converter menghasilkan nikel dengan kemurnian hingga 75% dan terak hasil oksidasi yang dilanjutkan dengan proses granulasi yaitu proses dimana nikel matte di semprotkan pada air bertekanan sehingga membentuk butiran lalu dikeringkan dalam tanur pengering dan siap untuk dikemas.
Alat yang dipasang untuk mereduksi emisi pada setiap proses smelter disesuaikan dengan jenis emisi yang dihasilkan pada proses serta kebutuhan atas penangkapan debu yang dapat digunakan lagi pada proses lainnya. Jenis alat yang digunakan adalah Multicyclone, Electrostatic Precipitator (ESP), Wet Scrubber dan Baghouse merupakan jenis alat pengendalian lingkungan untuk membersihkan udara dengan menangkap gas maupun abu/debu yang terkandung dalam gas buangan. Debu yang tertangkap dari setiap alat dikumpulkan pada tempat penampungan dan dikembalikan pada proses yang sesuai sehingga mengurangi dampak yang dihasilkan dan penerapan penggunaan kembali produk samping yang dihasilkan.
Pada tanur pengering, digunakan multicyclone yang dipasang secara seri dengan ESP guna mereduksi emisi yang dihasilkan oleh proses pengeringan. Pada tanur pereduksi multicyclone digunakan pada seluruh tanur namun Wet Scrubber digunakan pada tanur 1,2 dan 3 sedangkan ESP digunakan pada tanur 4 dan 5 yang merupakan pilot project dalam perencanaan implementasi ESP pada seluruh tanur pereduksi untuk menggantikan Wet Scrubber yang digunakan sebelumnya pada seluruh tanur pereduksi. Untuk tanur peleburan digunakan Baghouse sebagai alat pengendalian emisi karena suhu gas buang yang tinggi. Proses pemurnian menggunakan ESP/dust collector yang berujung pada cerobong yang sama dengan tanur peleburan. Tanur pengering yang mengeringkan granul nikel matte menggunakan ESP sebagai alat pengendalian emisi yang dihasilkan. Gambar 1 menggambarkan proses pemurnian bijih nikel yang dilakukan oleh
Perusahaan beserta proses penggunaan kembali produk samping yang dihasilkan pada setiap prosesnya.
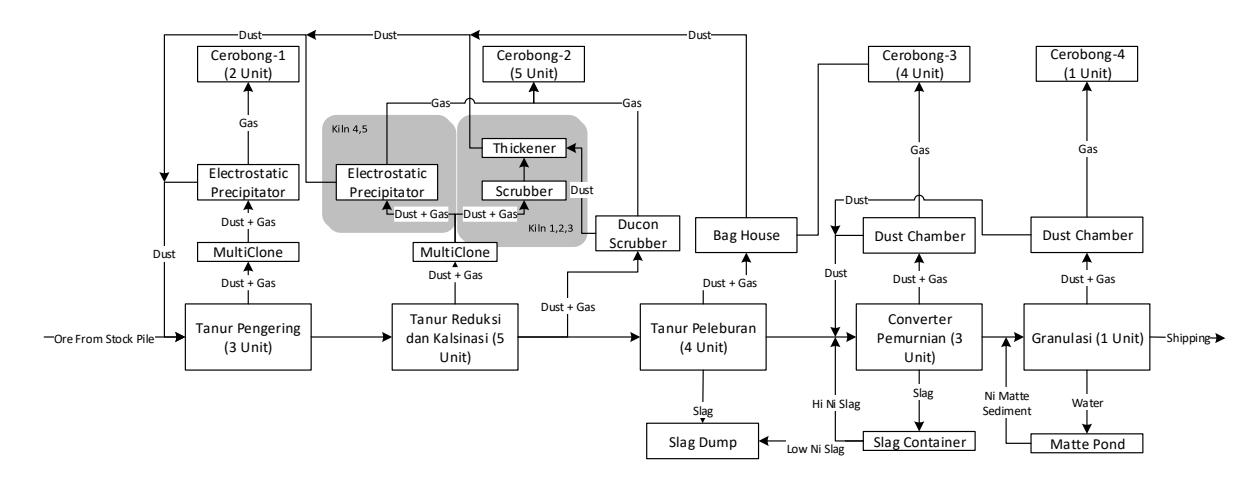
Gambar 1. Proses Smelter Nikel dengan Penggunaan Kembali Produk Sampingan
Kajian Dampak Kegiatan Smelter Nikel
Proses pyrometalurgy yang dilakukan Perusahaan banyak melibatkan reaksi pembakaran, mulai dari pengeringan, kalsinasi dan reduksi, peleburan dan granulasi (pada proses pengeringan nikel granul). Pada proses pengeringan, kalsinasi dan reduksi serta granulasi, digunakan bahan bakar diesel dan batubara sebagai bahan bakar dan pada proses peleburan menggunakan listrik bertegangan tinggi sebagai sumbernya.
Dalam usaha untuk mengurangi dampak terhadap lingkungan, pada seluruh fasilitas proses pemurnian nikel yang dimiliki Perusahaan telah dilengkapi dengan fasilitas maupun alat untuk mereduksi, menangkap, memisahkan antara debu dan gas maupun lumpur ataupun air yang terkontaminasi guna mengurangi emisi yang dikeluarkan langsung ke lingkungan. Usaha untuk mereduksi dampak pada lingkungan juga dilakukan dengan menggunakan kembali debu ataupun abu yang dihasilkan dari proses tersebut pada proses lainnya. Pengunaan material serta emisi yang dihasilkan beserta alat pengendalian pada setiap proses tertera pada Gambar 2 berikut.
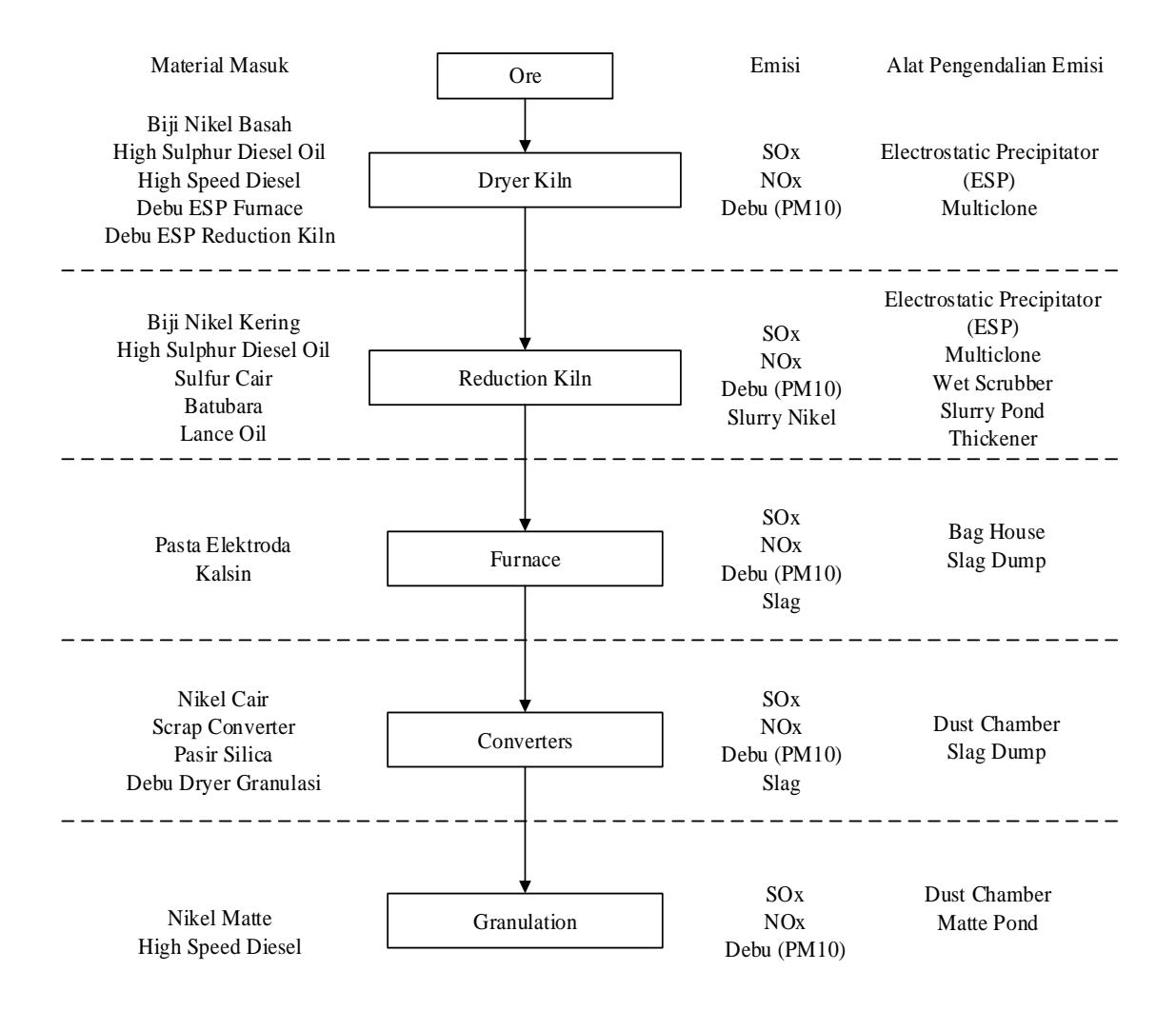
Gambar 2. Jenis Emisi dan Alat Pengendaliannya pada Setiap Proses Smelter
Reaksi pembakaran pada umumnya akan menghasilkan produk sampingan berupa debu/abu dan gas NOx, CO dan SOx. Dengan digunakannya High Sulphur Fuel Oil (HSFO) pada tanur pengering dan tanur pereduksi, potensi timbulnya gas SO2 sangat besar. Penambahan sulfur cair pada tanur pereduksi dilakukan pada akhir proses sehingga tidak ikut dalam proses pembentukan kalsin secara langsung. Potensi SO2 lainnya ada pada peleburan dimana kalsin mengandung sulfur dalam jumlah yang cukup banyak sebagai katalis serta pada proses pemurnian dimana oksidasi yang terjadi tidak hanya pada besi (Fe) saja, namun pada sisa sulfur yang ada pada nikel matte hasil peleburan. Selain itu, kandungan bijih nikel yang terdiri dari berbagai macam mineral mengakibatkan debu dan abu dari mengandung berbagai macam logam berat hasil dari proses pemurnian nikel.
Pada proses peleburan dan proses pemurnian pada converter menghasilkan terak yang merupakan produk sampingan berupa kumpulan material pengotor pada bijih nikel yang telah dimurnikan. Terak ini berbentuk cairan panas saat keluar dari tanur dan menjadi padat setelah dingin dengan banyak kandungan material logam yang sudah tidak dapat dimurnikan ataupun tidak ekonomis untuk diproses lebih lanjut. Untuk terak (slag), Perusahaan mempunyai penampungan slag pada area terpisah yang telah memiliki izin dan hingga saat ini terak tersebut digunakan pada campuran perkerasan jalan yang ada di sekitar area tambang maupun di sekitar pabrik smelter.
Identifikasi Komponen Biaya dan Manfaat
Dalam melaksanakan kegiatan operasional pemurnian nikel, Perusahaan mengeluarkan pengeluaran untuk operasional dan non-operasional sebagai biaya dalam memproduksi nikel matte. Perusahaan terikat kewajiban-kewajiban baik yang telah tertuang dalam perjanjian kontrak karya yang telah disepakati maupun kewajiban pajak dan non-pajak dalam peraturan pemerintah. Kewajiban tersebut merupakan salah satu pendapatan bagi pemerintah yang akan digunakan dalam pembangunan dan pengembangan daerah yang termasuk kedalam komponen manfaat internal karena memberikan manfaat secara langsung terhadap pemerintah dan secara tidak langsung terhadap masyarakat dengan nilai Rp 368.229.550.770 sesuai rincian pada Tabel 1.
Tabel 1. Rincian Kewajiban Pembayaran Perusahaan
| Pemasukan | Total Biaya | |
|---|---|---|
| Pajak Pengambilan dan Pemanfaatan Air Bawah Tanah | Rp 666.314.301 | |
| Pajak Air Permukaan | Rp 97.568.654.469 | |
| Royalti | Rp 129.411.282.000 | |
| Additional Royalty | Rp 12.416.118.000 | |
| Iuran Tetap | Rp 4.329.468.000 | |
| PKB, BBN, SPW3D | Rp 9.990.123.000 | |
| Pajak Mineral Bukan Logam dan Batuan | Rp 38.703.951.000 | |
| PNBP dan Pajak Daerah Lainnya | Rp 75.143.640.000 | |
| Total | Rp 368.229.550.770 | |
Manfaat internal lainnya juga termasuk biaya sosial yang dikeluarkan oleh Perusahaan melalui Corporate Social Responsibility (CSR) yang disalurkan kepada masyarakat guna pengembangan daerah setempat pada berbagai sektor. Reputasi positif dan publisitas yang dihasilkan dari CSR meningkatkan persepsi publik dari cerminan tanggung jawab sosial perusahaan dan meningkatkan legitimasi publik (Sino-German, 2012). Persepsi positif terhadap perusahaan dapat memberikan banyak manfaat non teknis terhadap perusahaan besar yang menjadi sorotan publik. Total nilai dana CSR yang dikeluarkan Perusahaan sebesar Rp 53.976.391.471 melalui berbagai program pembangunan di berbagai sektor, seperti ekonomi, infrastruktur, kesehatan, pendidikan dan sosial budaya dengan rincian pada Tabel 2 berikut.
Manfaat eksternal didapatkan melalui valuasi lingkungan menggunakan pendekatan harga pasar dan biaya perjalanan. Keberadaan PT. Vale Indonesia terutama pada Kecamatan Nuha sebagai lokasi smelter berada, memberikan dampak positif melalui pemberdayaan potensi lokal dari berbagai aspek. Potensi kecamatan Nuha terletak pada sektor perkebunan dengan komoditas berupa kelapa sawit, kopi, lada dan kakao dan perikanan air tawar terlepas dari kegiatan operasional PT. Vale Indonesia. Hal ini didukung dengan luas perkebunan 1.194 Ha (sekitar 1/3 luas keselurahan penggunaan lahan) serta keberadaan Danau Matano dengan luas 16.408 Ha yang mempunyai potensi sumberdaya komoditas alam yang melimpah. Melalui pendekatan harga pasar, didapatkan nilai ekonomi sebesar Rp 473.813.951.000 untuk kabupaten Nuha dan Danau Matano dengan rincian pada Tabel 3 berikut.
Tabel 2. Rincian Dana CSR dari Perusahaan
| No | Kegiatan | Dana | |
|---|---|---|---|
| Bidang keagamaan | Rp 248.447.516 | ||
| 1 | Hubungan Komunitas | Bidang sosial budaya | Rp 1.088.230.567 |
| Bidang olahraga dan kepemudaan | Rp 256.046.230 | ||
| Bidang Pendidikan | Rp 4.737.647.630 | ||
| 2 | Pemberdayaan Masyarakat | Bidang Kesehatan | Rp 12.095.577.376 |
| Bidang Ekonomi | Rp 15.363.136.232 | ||
| 3 | Pengembangan Infrastruktur | Sarana Umum | Rp 7.830.033.847 |
| 4 | Peresmian Lingkungan | Kampanye pelestarian lingkungan | Rp 24.882.000 |
| 5 | Progam Lainnya | Rp 12.332.390.070 | |
| Total | Rp 53.976.391.471 |
Tabel 3. Valuasi Ekonomi Kecamatan Nuha
| Komoditas | Produksi (Ton/Tahun) | Unit Biaya/Kg | Total Biaya | |
|---|---|---|---|---|
| Kelapa Sawit | 330.3 | Rp 1.380.000.00 | Rp | 455.814.000.000 |
| Kopi | 0.9 | Rp 17.500.00 | Rp | 15.750.000 |
| Lada | 61.54 | Rp 109.500.00 | Rp | 6.738.630.000 |
| Kakao | 436.94 | Rp 22.150.00 | Rp | 9.678.221.000 |
| Perikanan | 34.83 | Rp 45.000.00 | Rp | 1.567.350.000 |
| Total | 473.813.951.000 | |||
Untuk manfaat eksternal lainnya di valuasi dengan menggunakan pendekatan biaya perjalanan. Pemilihan penggunaan valuasi ini dikarenakan keberadaan Perusahaan membuka akses transportasi seperti akses jalan yang semakin bagus serta keberadaan bandara. Hal ini memudahkan para wisatawan untuk mencapai lokasi danau matano yang mempunyai potensi pariwisata yang begitu besar terhadap keindahan alam disekitarnya maupun yang ada didalamnya. Dari pengamatan langsung, ada tiga klasifikasi wisatawan yang mengunjungi Danau Matano yaitu, wisatawan lokal yang datang dari daerah di sekitar Sulawesi Selatan, wisatawan domestik yang berasal dari wisatawan Indonesia diluar Sulawesi Selatan dan wisatawan asing yang datang dari luar Indonesia. Melalui pendekatan biaya perjalanan, diperoleh nilai ekonomi Rp 217.167.100.000 untuk nilai potensi pariwisata Danau Matano dengan rincian pada Tabel 4 berikut.
Tabel 4. Valuasi Ekonomi Danau Matano
| Jenis Wisatawan | Unit Biaya/Orang/Hari | Total Wisatawan | Biaya Total | |
|---|---|---|---|---|
| Wisatawan Lokal | Rp | 5.940.000 | 26691 | Rp 158.544.540.000 |
| Wisatawan Domestik | Rp | 7.940.000 | 7145 | Rp 56.731.300.000 |
| Wisatawan Asing | Rp | 23.940.000 | 79 | Rp 1.891.260.000 |
| Total | Rp 217.167.100.000 | |||
Kegiatan produksi yang menghasilkan emisi maupun beban terhadap lingkunganya tentunya pihak penyelenggara mempunyai kewajiban untuk mengurangi dampaknya sesuai dengan baku mutu yang telah diatur. Usaha mengurangi dampak tersebut tentunya memerlukan biaya, waktu dan sumber daya manusia dalam pelaksanannya sehingga timbulah biaya lingkungan. Dengan emisi yang dikeluarkan oleh proses pemurnian nikel pada smelter, Perusahaan mempunyai kewajiban untuk mengurangi dampaknya terhadap lingkungan maupun masyarakat sekitar dengan penggunaan teknologi yang sesuai. Dengan karakteristik emisi yang didominasi oleh emisi hasil pembakaran, Perusahaan memasang berbagai macam alat untuk mengendalikan emisi tersebut dengan jenis pengendalian gas dan partikulat. Implementasi penggunaan alat pengendalian emisi tersebut mempunyai biaya modal serta biaya operasional yang cukup besar dalam penggunannya. Peralatan pengendalian emisi yang terpasang pada seluruh mesin proses smelter Perusahaan berjumlah 25 alat dengan jenis Multicyclone, Electrostatic Precipitator (ESP), Wet Scrubber dan Thickener dan Baghouse. Dari hasil perhitungan, total biaya kapital Rp 851.128.501.946 serta untuk biaya operasional yang dikeluarkan tiap tahunya sebesar Rp 25.130.854.715 dengan rincian pada Tabel 5 berikut.
Table 5. Biaya kapital dan operasional alat pengendalian emisi
| Proses | Jenis Alat | Total Biaya Kapital | Biaya Operasional/Tahun |
|---|---|---|---|
| Tanur | Multicyclone | Rp 27.225.461.175 | Rp 776.735.049 |
| Pengering | Electrostatic Precipitator | Rp 128.903.441.835 | Rp 4.406.946.193 |
| Tanur | Multicyclone | Rp 45.375.768.625 | Rp 776.735.049 |
| Pereduksi | Electrostatic Precipitator | Rp 73.552.551.600 | Rp 3.147.651.627 |
| Wet Scrubber | Rp 25.026.984.168 | Rp 784.058.194 | |
| Thickener | Rp 24.360.982.298 | Rp 2.498.557.137 | |
| Tanur Peleburan | Bag House | Rp 494.137.102.320 | Rp 10.928.717.449 |
| Pemurnian | Dust Collector | Rp 20.664.954.000 | Rp 794.546.953 |
| Granulasi | Electrostatic Precipitator | Rp 11.881.255.925 | Rp 1.016.907.061 |
| Total | Rp 851.128.501.946 | Rp 25.130.854.715 | |
Biaya lainnya yang termasuk dalam komponen perhitungan adalah biaya pengelolaan lingkungan lainnya meliputi usaha pemantauan lingkungan, pemeliharaan fasilitas eksisting dan lainnya untuk mendukung perbaikan kondisi lingkungan dengan nilai Rp 164.182.533.372.
Analisis Biaya Manfaat
Dalam menilai kelayakan suatu proyek, digunakan kriteria rasio manfaat terhadap biaya. Kelayakan dari proyek tersebut dapat berpengaruh terhadap kebijakan yang akan diputuskan, terutama kebijakan yang akan dikeluarkan oleh pemerintah dalam usaha untuk mengatur sektor-sektor vital seperti pertambangan. Rasio manfaat biaya lebih besar dari pada 1 yang mengartikan bahwa proyek mempunyai manfaat lebih sehingga layak untuk diusahakan (Suparmoko, 2006). Dari hasil pengolahan data, didapatkan nilai total untuk setiap komponen dengan rincian pada Tabel 6 berikut. Dengan membandingkan nilai manfaat total dengan nilai biaya total didapatkan nilai rasio manfaat dan biaya sebesar 1.07 yang berarti smelter Nikel layak untuk diusahakan.
Tabel 6. Ringkasan komponen manfaat dan biaya
| Kategori | Klasifikasi | Biaya Total | |
|---|---|---|---|
| Manfaat Langsung | Pajak dan Kewajiban | Rp | 368.229.550.770 |
| Biaya Sosial | Rp | 53.976.391.471 | |
| Manfaat Tidak Langsung | Pendekatan Biaya Pasar | Rp | 473.813.951.000 |
| Pendekatan Biaya Perjalanan | Rp | 217.167.100.000 | |
| Total | Rp | 1.113.186.993.242 | |
| Biaya Langsung | Biaya Kapital | Rp | 851.128.501.946 |
| Biaya Operasional | Biaya Operasional Peralatan | Rp | 25.130.854.715 |
| Biaya Lingkungan | Biaya Pengelolaan Lingkungan | Rp | 164.182.533.372 |
| Total | 1.040.441.890.033 | ||
KESIMPULAN
Emisi yang dihasilkan oleh kegiatan smelter pemurnian nikel dari Perusahaan yang berlokasi di Sulawesi Selatan didominasi oleh emisi dari reaksi pembakaran berupa debu/abu dan gas NOx, CO dan SOx. Terdapat beberapa potensi emisi SO2 pada smelter nikel Perusahaan yaitu pada proses pengeringan, proses kalsinasi dan reduksi, proses peleburan dan proses pemurnian. Diperlukan penanganan emisi yang dihasilkan dengan pemasangan alat pengendalian emisi terutama yang berjenis pengendalian emisi udara dan partikulat seperti Multicyclone, Electrostatic Precipitator dan Bag House yang telah terpasang pada pabrik smelter PT. Vale Indonesia.
Dari hasil perhitungan. didapatkan nilai manfaat total sebesar Rp 1.113.186.993.242.54 dan nilai biaya total Rp 1.040.441.890.033.89 dengan nilai rasio manfaat biaya sebesar 1.07 yang berarti smelter nikel dari Perusahaan tersebut mempunyai manfaat dan layak untuk diusahakan.