
PENDAHULUAN
Setiap tempat kerja selalu memiliki risiko terjadinya kecelakaan. Besarnya risiko yang terjadi tergantung dari jenis industri dan teknologi serta upaya pengendalian risiko yang dilakukan. Seluruh upaya pengendalian risiko tersebut bertujuan untuk terciptanya keselamatan kerja. Menurut Undang-Undang Republik Indonesia No.1 Tahun 1970, keselamatan kerja adalah setiap tenaga kerja berhak mendapatkan perlindungan atas keselamatannya dalam melakukan pekerjaan kesejahteraan hidup dan meningkatkan produksi serta produktivitas nasional. Setiap perusahaan wajib untuk memberikan perlindungan keselamatan dan kesehatan baik secara fisik maupun mental terhadap pekerja dan orang lain yang berada di lingkungan (Suma'mur, 2009).
Data angka kecelakaan di Indonesia masih tinggi terjadi kecelakaan akibat kerja Tahun 2013-2017, pada Tahun 2013 yaitu 97.144 orang (Direktorat Bina Kesehatan Kerja, Kementerian Kesehatan, 2014). Sedangkan data kecelakaan kerja pada Tahun 2014 yaitu 105.383 orang; Tahun 2015 yaitu 110.285 orang; Tahun 2016 yaitu 105.182 orang; 2017 yaitu 123.000 orang (Data BPJS Ketenagakerjaan, 2018). Berdasarkan data angka kecelakaan kerja terjadi kenaikan angka kecelakaan kerja di Indonesia dari tahun 2013 hingga 2017 yaitu sebesar 25.856 orang. Dampak dari kecelakaan kerja tersebut tidak hanya dihadapi oleh korban kecelakaan namun juga kepada pihak perusahaan akibat hilangnya hari kerja yang dapat menyebabkan kerugian finansial bagi perusahaan, sehingga sistem manajemen K3 sangat diperlukan di setiap perusahaan misalnya ISO 45001: 2018 tentang Occupational Safety Health Management System (OSHMS) yang merupakan standar bertaraf internasional yang menetapkan berbagai persyaratan dalam Sistem Manajemen Kesehatan dan Keselamatan Kerja (SMK3) untuk mencegah kecelakaan kerja. Salah satu metode untuk mewujudkan riset ini adalah dengan metode HIRADC (Hazard Identification, Risk Assessment, and Determining Control). Menurut penelitian yang dilakukan oleh (Febrilia, 2017), industri pengecoran adalah salah satu industri yang memiliki risiko kecelakaan tinggi karena aktivitas di dalamnya berhubungan dengan material logam yang panas, suhu ruangan yang tinggi, maupun peralatan yang berbahaya baik secara fisik, mekanik, maupun listrik. Penelitian sebelumnya tentang identifikasi bahaya, penilaian risiko dan pengendalian risiko (HIRADC) sudah banyak dilakukan. Akan tetapi belum ada yang membahas detail di industri pengecoran, sehingga penelitian ini menjadi sangat penting dilakukan. Penelitian ini bertujuan untuk mengetahui potensi bahaya, penilaian risiko dan teknik pengendalian risiko keselamatan dan kesehatan kerja di industri pengecoran, Yogyakarta.
METODOLOGI PENELITIAN
Penelitian ini dilaksanakan di industri pengecoran yang terletak di Giwangan, Umbul Harjo Kota Yogyakarta. Penelitian dilakukan pada Bulan Mei 2018. Jenis penelitian ini menggunakan metode analisis kualitatif. Proses penilaian risiko mengacu pada standar AS/NZS 4360:2004 dengan menggunakan metode HIRADC (Hazard Identification, Risk Assessment and Determining Control). Untuk parameternya berdasarkan
Permenaker Republik Indonesia No. 5 tahun 2018 tentang keselamatan dan kesehatan kerja di lingkungan kerja. Observasi dilakukan secara langsung dengan mengamati dan mencatat data yang dibutuhkan pada saat proses produksi. Data primer didapatkan melalui hasil observasi dan wawancara kepada 3 responden yaitu pihak manajemen, teknisi dan koordinator produksi. Selain itu, menggunakan data sekunder yaitu dari penanggung jawab K3/manajemen produksi. Data sekunder yang didapat berupa gambaran proses produksi, ketersediaan alat pelindung diri dan aturan K3 yang diterapkan.
Pengumpulan dan analisis data dilakukan bersamaan yaitu dengan tahapan sebagai berikut: Pengumpulan data dari perusahaan yaitu data produksi secara umum, data kecelakaan kerja dan data ketersediaan APD. Selanjutnya, Hazard Identification: identifikasi bahaya dengan melihat langsung proses produksi dan mencatat potensi bahaya pada lembar HIRADC. Risk Assessment: penilaian risiko dengan menentukan nilai probability dan severity berdasarkan hasil wawancara langsung. Setelah itu kombinasi nilai probability dan severity digunakan untuk menentukan level risiko (rendah, sedang atau tinggi). Determining Control: penentuan langkah pengendalian risiko dan usulan-usulan yang bisa diterapkan di industri.
Proses penilaian risiko dalam bentuk skor 1-5 dapat menentukan pengendalian selanjutnya. Dapat dilihat pada Tabel 1 di bawah ini.
Probability No Sangat Sering Severity Hampir tidak Jarang Agak sering Sering pernah (Tahunan) (Bulanan) (Mingguan) (Harian) 5 10 Fatality 16 4 Severe injury 4 Moderate 9 3 12 15 3 6 4 2 Minor injury 2 8 6 No injury 2 3 1 Low Risk * Melakukan pemantauan Medium Risk * Melakukan pengendalian atau pengendalian harus dinilai
* Segera melakukan tindakan pencegahan
* Mulai aktifitas jika pengontrolan sesuai
* Menghentikan aktifitas
* Tindakan pengendalian yang dilakukan oleh manajemen
Tabel 1. Skala Risk Matrix pada Standar AN/NZS 4360
HASIL DAN PEMBAHASAN
High Risk
Exreme Risk
Identifikasi Bahaya di Industri Pengecoran
Identifikasi potensi bahaya dilakukan dengan cara memperhatikan aktifitas pada tiaptiap divisi untuk mendeteksi bahaya apa saja dan menilai risiko yang ada di industri
pengecoran. Identifikasi bahaya dilakukan pada empat divisi dimulai dari gudang yaitu bertanggung jawab dalam proses penyediaan aluminium bekas (pelak mobil) sebagai bahan baku untuk diolah menjadi barang jadi; divisi pengecoran yaitu bertugas untuk meleburkan dan mencetak aluminium; divisi teknisi yaitu dalam penambahan aksesoris pada barang yang sudah dicetak; dan divisi finishing yaitu bertugas dalam menghaluskan produk hingga siap untuk didistribusikan.
Penilaian Risiko di Industri Pengecoran
Penilaian risiko ini menggunakan matriks penilaian risiko potensi bahaya dengan acuan matriks bersumber dari AS/NZS 4360:2004. Adapun caranya yaitu mengalikan probability/kemungkinan yang terjadi dan severity/dampak yang terjadi, kemudian hasilnya dapat menentukan tingkatan risiko.
Kondisi Risiko Awal di Industri Pengecoran
Hasil penilaian risiko di industri pengecoran. Sumber bahaya di tempat kerja memiliki tingkatan bahaya mulai dari tingkat bahaya rendah/low sampai ke tinggi/high.
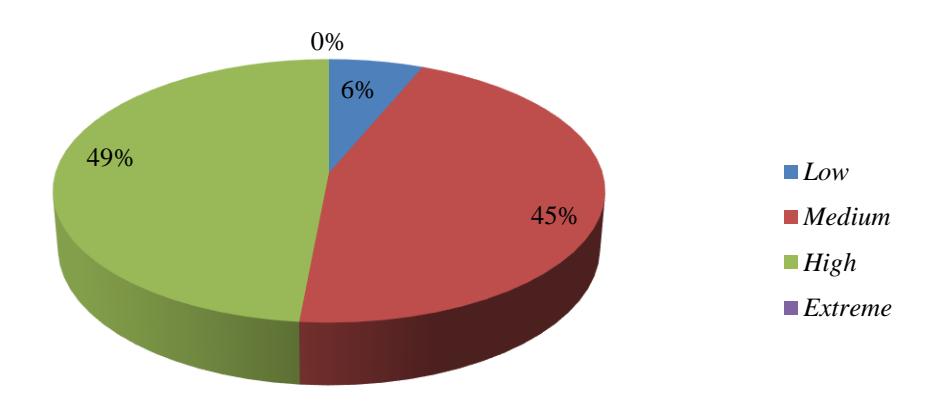
Gambar 1. Persentase Tingkat Risiko awal
Pada tingkat risiko awal dapat dilihat bahwa risiko low/dipertimbangkan baru sebanyak 8 risiko (6%), sedangkan untuk medium/direncanakan sebanyak 57 risiko (45%), untuk high/mendesak sebanyak 60 risiko (49%) dan extreme/segera sebanyak 0 risiko (0%). Sehingga ini membuktikan bahwa tindakan pengendalian sangat perlu dilakukan untuk meminimalisir atau mengurangi risiko di industri pengecoran. Dengan beberapa tindakan pengendalian tambahan maka dapat dihitung jumlah risiko akhir dan presentase tingkat risiko akhir.
Kondisi Risiko Akhir dengan Pengendalian Tambahan di Industri Pengecoran
Dari hasil penilaian risiko akhir, risiko yang berada pada kategori low/dapat diterima sebanyak 65 risiko (51%), kategori medium/direncanakan sebanyak 60 risiko (48%), kategori high/mendesak 1 risiko (1%), kategori extreme/segera tidak ada (0%). Ini membuktikan bahwa pada risiko saat ini masih terdapat sekitar 49% risiko yang belum mendapatkan tindakan pengendalian hingga pada level yang dapat diterima.
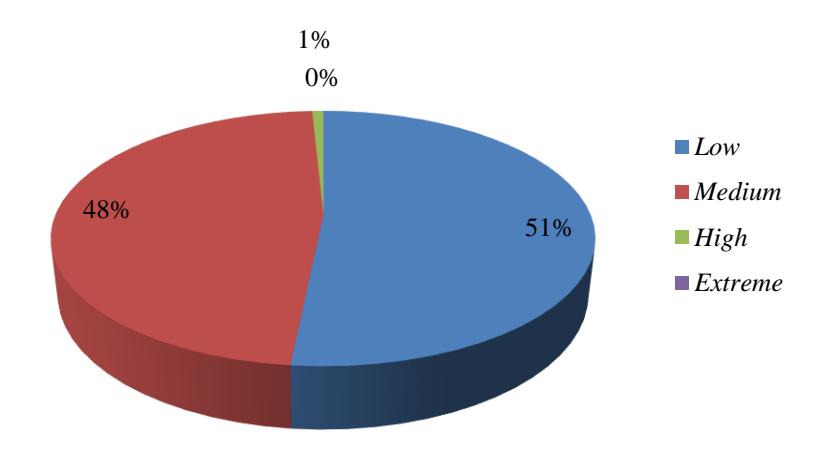
Gambar 2. Persentase Tingkat Risiko Akhir
Adapun hasil dari perhitungan risk reduction dapat dilihat pada Tabel 2 berikut:
No Divisi Jumlah Risiko Jumlah Pengurangan Risiko Rata-rata Pengurangan Risiko 1 Gudang 20 475% 24,00% 2 Pengecoran 47 1050% 22,30% 3 Teknisi 30 675% 22,50% 4 Finishing 37 773% 21,00% Total 134 2973% 22,00%
Tabel 2. Risk Reduction Tingkat Risiko
Dari tabel terlihat bahwa rata-rata risk reduction yang ada di industri pengecoran adalah 22% dengan nilai tertinggi yaitu 24% dan terendah adalah 21%. Dari angka ini dapat disimpulkan bahwa risk reduction di industri pengecoran masih kecil, dengan kata lain tindakan pengendalian terhadap risiko yang telah diterapkan di industri pengecoran masih rendah. Hasil identifikasi Bahaya, penilaian risiko, teknik pengendalian di industri pengecoran dapat dilihat pada Tabel 3 berikut.
Tabel 3. Hasil Identifikasi Bahaya, Penilaian Risiko dan Pengendalian (HIRADC)
| Manajemen Risiko Industri Pengecoran Metode HIRADC | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Penilaian Awal Penilaian Akhir | ||||||||||||||
| No | Aktifitas | Bahaya | Risiko | Pengendalian existing | Probability | Severity | Tingkat Risiko | , , | Pengendalian tambahan | Probability | Severity | Tingkat Risiko | Kategori | RR |
| 1 | ı | Fak | tor Ba | haya Fisik | ||||||||||
| 1 | Menggerinda | Kebisingan | gangguan fungsi pendengaran , gangguan komunikasi, sulit konsentrasi. | (1) Briefing SOP mengenai keselamatan dan kesehatan kerja sebelum bekerja (2) tersedia ventilasi (3) penggunaan APD seperti masker, sarung tangan dan earplug | 4 | 2 | 8 | (1) penambahan pemasangan exhaust fan (2) melakukan pengukuran tingkat kebisingan diruang gerinda (3) briefing SOP keselamatan dan kesehatan kerja (4) membuat ramburambu keselamatan dan kesehatan kerja (5) training prilaku aman bekerja (6) safety talk (7) melakukan inspeksi K3 harus dilakukan secara berkala meliputi pemeriksaan lingkungan kerja, bahan, peralatan dan sistem (8) menggunakan APD secara konsisten seperti masker, sarung tangan, dan ear plug | 3 | 2 | 6 | Medium | 25% | |
| Faktor Bahaya Listrik | ||||||||||||||
| 2 | kabel terkelupas | Arus pendek kebakaran/t erhenti produksi | (1) bekerja sesuai SOP (2) melakukan pemeriksaan secara berkala terhadap kabel maupun listrik | 2 | 5 | 10 | High | (1) mengganti instalasi listrik setiap 20 tahun pemakaian (2) pemasangan perlindungan kabel dan penutup stop kontak (3) mengecek dengan rutin kondisi APAR (4) Inspeksi APAR rutin (5) membuat leaflet/poster yang berhubungan dengan penggunaan perangkat listrik yang benar disetiap unit pengoperasian alat (6) membuat sistem keadaan darurat seperti pemasangan fire alarm dan pemasangan emergency shut down gedung (7) melakukan pekerjaan sesuai SOP (8) penggunaan APD seperti sarung tangan, masker dan sepatu | 2 | 3 | 6 | Medium | 25% | |
| Fakt | or Bal | naya Kimia | ||||||||||||
| 3 | Pemberian cairan pendingin | cairan pendingin/ bahan kimia | iritasi tangan | (1) Briefing SOP mengenai keselamatan dan kesehatan kerja sebelum bekerja (2) penggunaan APD seperti masker, sarung tangan | 2 | 4 | Low | (1) Bekerja sesuai SOP (2) penempatan ember cairan pendingin ditata dengan baik (3) pemberian label pada wadah cairan pendingin (4) penggunaan APD seperti masker, sarung tangan | 2 | 1 | 2 | Low | 0% | |
| Fakto | or Bah | aya Biologi | ||||||||||||
| 4 | Aktifitas minum di produksi pada gelas yang sama | penularan Virus TBC (jika salah satu pekerja berpenyakit TBC) | Terkena penyakit TBC | (1) melakukan pekerjaan sesuai SOP (2) menyediakan beberapa gelas | 2 | 2 | 4 | Low | (1) menyediakan beberapa gelas dan khusus untuk yang terkena penyakit TBC dibedakan (2) pemberian label pada gelas | 2 | 1 | 2 | Low | 0% |
| I | aktor | Baha | ya Ergonomi | |||||||||||
| 5 | bahan baku dari mobil ke | Mengangkat manual material/ bahan baku (batang alum) | tertimpa material ke kaki | (1) Briefing SOP mengenai keselamatan dan kesehatan kerja sebelum bekerja (2) penggunaan APD seperti masker, sarung tangan dan sepatu | 3 | 3 | 9 | High | (1) mengganti proses manual dengan penggunaan troli (2) bekerja sesuai dengan SOP (3) training prilaku aman bekerja (4) safety talk (5) penyediaan kotak P3K (6) penggunaan APD seperti sarung tangan, masker dan sepatu safety | 2 | 3 | 6 | Medium | 25% |
Pengendalian Risiko di Industri Pengecoran
Berdasarkan hasil observasi dan wawancara yang dilakukan kepada pihak manajemen, produksi dan teknisi. Adapun hasil identifikasi dan penilaian risiko yang telah dilakukan, penulis memberikan rekomendasi pencegahan dan pengendalian sebagai berikut:
Faktor Bahaya Lingkungan
Dalam menangani masalah lingkungan di industri pengecoran diperlukan untuk menerapkan manajemen umum pada proses pengecoran, penyimpanan dan penanganan, udara, pengelolaan emisi, pengelolaan air limbah, pemeliharaan, dan daur ulang. Hampir semuanya berurusan dengan dampak lingkungan. Misalnya, penyimpanan dan penanganan material yang cermat di dalam pengecoran dapat mengurangi risiko tumpahan dan meminimalkan emisi debu dan investasi pada teknologi hemat energi menghasilkan peningkatan efisiensi (Stefana et.al, 2019).
Bahaya lingkungan ditemukan di bagian produksi yaitu pada proses pendistribusian oli menggunakan katrol melalui pipa bawah tanah menuju ke blower di dekat tungku/furnace. Potensi bahaya pada proses ini dikategorikan medium dengan nilai probability 2 dan severity 3 dengan nilai tingkat risiko adalah 6 yang dikategorikan medium/perlu direncanakan. Pengaruh oli/limbah B3 terhadap lingkungan dengan karakteristik yang dimilikinya yang bersifat toksik, reaktif dan korosif. Penanganan bahan berbahaya dan beracun (B3) menurut Peraturan Pemerintah Republik Indonesia Nomor 74 Tahun 2001 Tentang Pengelolaan Bahan Berbahaya dan Beracun adalah bahan yang karena sifat atau konsentrasinya dan atau jumlahnya, baik secara langsung maupun tidak langsung, dapat mencemarkan dan atau merusak lingkungan hidup, dan atau dapat membahayakan lingkungan hidup, kesehatan, kelangsungan hidup manusia serta makhluk hidup lainnya.
Adapun untuk pengendalian tambahan yang bisa dilakukan adalah : penggunaan pipa besi yang aman dan sesuai dengan standar, melakukan pengecekan pipa secara berkala dan pengecekan lainnya meliputi pemeriksaan lingkungan kerja, bahan, peralatan dan sistem, melakukan pengawasan secara berkala untuk mengidentifikasi setiap kelainan yang terjadi seperti kebocoran, melakukan pengecekan kualitas tanah maupun air untuk melihat apakah tanah dan air terkontaminasi, melakukan pelatihan bagi karyawan dalam penanggulangan keadaan darurat yang dilakukan minimal dua kali dalam setahun, bekerja sesuai dengan Standar Operasional Prosedur (SOP), dan menggunakan APD secara konsisten.
Faktor Bahaya Fisik
Industri pengecoran sangat berbahaya bagi kesehatan dan keamanan di antaranya bahaya fisik yang akan menyebabkan dan dicirikan oleh beberapa kimia simultan, fisik dan pemaparan bahaya mekanis, yang akan menyebabkan cedera pada pekerja. Risiko kesehatan dari bekerja di industri pengecoran termasuk paparan asap logam cair (asap pengecoran), panas dan semprotan kabut. Selain itu pekerja terkena paparan debu silika yang dikenal sebagai silika kristal yang dapat terhirup (Mgonja, 2017).
Bahaya fisik banyak ditemukan pada pekerjaan bagian pengecoran, gerinda maupun pembubutan. Potensi bahaya fisik dapat berupa kebisingan, cuaca kerja maupun penerangan/pencahayaan. Potensi bahayanya yaitu merusak pendengaran, dehidrasi pada pekerja maupun mengganggu proses produksi. Adapun untuk pengendalian tambahan yang bisa dilakukan adalah : melakukan kontrol terhadap suhu udara dan kelembapan ruangan baik di dalam maupun di luar ruangan, membuat exhaust fan, menyediakan air putih yang dicampur garam, pengaturan jam bekerja atau istirahat, penggunaan pakaian yang nyaman dan longgar, penyediaan kotak P3K, training prilaku aman bekerja, bekerja sesuai SOP, safety talk, melakukan pembersihan debu secara manual dengan disapu, disekop, dan dibuang ke penampungan bila memungkinkan melakukan penangkapan debu dengan dust collector, melakukan pemantauan oleh koordinator produksi terhadap pekerja, inspeksi keselamatan dan kesehatan kerja harus dilakukan secara berkala meliputi pemeriksaan lingkungan kerja, bahan, peralatan dan sistem, sosialisasi mengenai APD dengan tindakan tegas kepada pekerja, penggunaan APD konsisten seperti masker, sarung tangan, kaca mata, ear plug dan sepatu.
Faktor Bahaya Elektrik/listrik
Bahaya instalasi listrik terdapat pada pekerjaan yang menggunakan listrik sebagai alat bantu pekerjaan di industri pengecoran, seperti pada proses gerinda dan pembubutan. Adapun tingkat potensi bahaya di industri pengecoran termasuk ke dalam tingkat bahaya tinggi. Kapasitas ampere yang terdapat pada peralatan listrik di industri pengecoran adalah 300 ampere dengan sistem kelistrikan 3 pha. Berdasarkan penelitian (Indra, 2011) dalam penelitiannya mengenai analisis sistem instalasi listrik rumah tinggal dan gedung menyebutkan dampak dari kerugian bila instalasi listrik gedung tidak memenuhi standar ialah kebakaran. Kebakaran tersebut disebabkan oleh kelalaian dan pemakaian listrik yang salah, sehingga berdampak pada kerusakan material yang cukup besar dan juga dapat menyebabkan hilangnya nyawa. Adapun untuk pengendalian tambahan yang bisa dilakukan adalah : mengganti instalasi listrik setiap 20 tahun pemakaian, memasang perlindungan terhadap kabel dan penutup stop kontak, mengecek dengan rutin kondisi peralatan listrik, inspeksi APAR secara rutin dan inspeksi K3 harus dilakukan secara teratur meliputi pemeriksaan seluruh kondisi lingkungan, membuat poster yang berhubungan dengan penggunaan perangkat peralatan dan sistem, membuat listrik yang benar di setiap unit pengoperasian alat, membuat sistem penanggulangan keadaan darurat, melakukan pekerjaan sesuai dengan Standar Operasional Prosedur (SOP), memberi rambu peringatan 3 seperti pemasangan peringatan "AWAS bahaya listrik!", menggunakan perlengkapan APD secara rutin seperti menggunakan perlindungan tangan/sarung tangan, masker dan sepatu, penyediaan kotak P3K harus terisi lengkap dan pemasangan emergency shut down gedung.
Faktor Bahaya Kimia
Bahaya kebocoran gas terdapat pada pekerjaan yang menggunakan gas sebagai media penghasil energi. Tabung LPG diletakkan di bagian produksi, jumlah tabung LPG ada 8 buah, untuk berat 50 kg sebanyak 5 buah dan berat 20 kg sebanyak buah. Tabung LPG ini bisa berisiko tinggi apabila pemasangan tabung gas tidak aman dapat memicu terjadinya ledakan bahkan kebakaran. Menurut (Ike, 2012) dalam analisis potensi risiko keselamatan liquefied petroleum gas (LPG), frekuensi kecelakaan kebakaran dan ledakan pada tabung gas (LPG) tergolong cukup tinggi. Adapun pengendalian tambahan yaitu: (1) Melakukan program pemeliharaan dengan mengecek dengan rutin kondisi tabung gas (2) Melakukan kegiatan dalam penanggulangan keadaan darurat (3)
Melakukan pekerjaan sesuai SOP (4) Memberikan rambu peringatan (5) Memberikan rambu peringatan K3 seperti bahaya tekanan gas (6) Inspeksi K3 harus dilakukan secara teratur meliputi pemeriksaan seluruh kondisi lingkungan, bahan dan peralatan (7) Penyediaan kotak P3K (8) Menggunakan APD masker dan sepatu.
Sebagai upaya untuk mencegah terjadinya kebakaran di tempat kerja, seharusnya industri menerapkan emergency respon plan sebagai upaya pencegahan keadaan darurat, seperti menyiapkan fasilitas pendukung lainnya, antara lain Alat Pemadam Api Ringan (APAR) dan memberikan edukasi kepada pekerja (Abidin dan Putranto, 2017). Selain itu, industri atau tempat kerja dapat menerapkan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) secara menyeluruh sebagai upaya mengurangi kerugian dan minimalisir kecelakaan kerja (Abidin dkk., 2021).
Faktor Bahaya Biologi
Faktor bahaya biologi bisa disebabkan oleh bakteri, jamur maupun virus. Berdasarkan penelitian (Della, 2012) tentang analisis risiko keselamatan dan kesehatan kerja di penyamakan kulit X . Menyebutkan bahaya biologi berpotensi menimbulkan infeksi akibat kerja seperti bakteri dan virus. Adapun pengendalian tambahan yaitu: menyediakan beberapa gelas di setiap penyediaan air minum, di mana menyediakan gelas umum dan khusus. Khusus yaitu untuk pekerja yang memiliki penyakit tertentu/batuk/TBC supaya tidak menularkan kepada pekerja yang lainnya, pemberian label pada gelas khusus dan umum dan melakukan pengecekan kesehatan terhadap pekerja. Bahaya biologi berupa kontaminasi mikroorganisme patogen dan air limbah dari proses produksi. Biasanya dilakukan pengolahan di unit instalasi pengolahan air limbah. Pada instalasi pengolahan terdapat unit ruang pasir, unit perangkap lemak, unit tangki pemerataan, unit flokulasi, unit koagulasi, unit penjernih, unit sedimentasi, dan tangki aerasi (Sanito, 2018).
Faktor Bahaya ergonomi
Potensi bahaya ergonomi yaitu manual material handling, lighting, work posture, nonergonommic tool design, fall incident dan Work Musculoskeletal Disorder's (WMSDs). Pada industri pengecoran pekerjaan cenderung dilakukan dalam posisi jongkok, posisi membungkuk dengan kepala menunduk. Hal ini tentunya sangat beresiko bagi kesehatan tulang dan otot, dan dapat menyebabkan risiko WMSD (Sari dkk., 2016).
Bahaya ergonomi yang terdapat pada pekerjaan yang melakukan pengangkatan bahan baku dari mobil ke ruang bahan baku secara manual, pengambilan coran dan penuangannya, pemindahan material/produk jadi ke gudang. Dalam penelitian (Artia, 2009) tentang identifikasi bahaya dan penilaian risiko keselamatan dan kesehatan kerja di Unit Utiliy PT. SK. Keris Banten menyajikan bahwa pekerjaan manual seperti mengangkat beban dan melakukan secara berulang-ulang dapat mengakibatkan tegangan tubuh dan Adapun untuk pengendalian tambahan yang bisa dilakukan adalah: proses pengangkatan bahan baku secara manual diganti menjadi penggunaan troli, melakukan pengaturan jam kerja/ istirahat, penyediaan air minum yang dicampur garam, bekerja sesuai dengan Standar Operasional Prosedur (SOP), training prilaku
aman bekerja, safety talk, penyediaan kotak P3K, melakukan pemantauan oleh koordinator produksi, penggunaan APD secara konsisten seperti sarung tangan, masker dan sepatu safety.
Dalam industri sangat penting untuk memiliki sistem kerja yang aman karena dapat mencegah kecelakaan dan hemat biaya. Pemerintah perlu menegakkan hukum Keselamatan dan Kesehatan untuk memastikan semua industri mengikuti pedoman keselamatan budaya kerja. Pemerintah juga perlu melakukan beberapa kampanye atau lokakarya untuk meningkatkan kesadaran akan budaya kerja yang aman dan perlunya mengikuti aturan dan regulasi. Karyawan harus tetap waspada dan sadar setiap saat untuk menghindari kecelakaan, sementara manajer perlu mengetahui penyebab paling umum dari kecelakaan kerja dan dapat mengenali faktor risiko sejak dini untuk pencegahan (Shamsuddin dkk., 2015).
KESIMPULAN
Hasil identifikasi dan penilaian risiko awal yang dilakukan pada 4 divisi di industri pengecoran memiliki 126 risiko, diantaranya risiko low sebanyak 8 risiko (6%), medium sebanyak 57 risiko (45%), high sebanyak 60 risiko (48%) dan extreme sebanyak 0 risiko (0%). Risiko dari aspek keselamatan, kesehatan dan lingkungan meliputi konsleting/kebakaran, ledakan, luka bakar, tertimpa material, dehidrasi, gangguan pendengaran, gangguan pernafasan (batuk), sakit pinggang, iritasi mata, pencemaran lingkungan oleh limbah B3 dan limbah padat. Sumber bahaya berasal dari bahaya fisik, bahaya listrik, bahaya kimiawi, bahaya lingkungan dan bahaya ergonomi. Hasil identifikasi dan penilaian risiko dengan pengendalian tambahan didapatkan risiko yang berada pada kategori low/dapat diterima sebanyak 65 risiko (51%), kategori medium/direncanakan sebanyak 60 risiko (48%), kategori high/mendesak 1 risiko (1%), kategori extreme/segera tidak ada (0%). Rata-rata risk reduction setelah menambahkan pengendalian di industri pengecoran adalah 22% dengan nilai tertinggi yaitu 24% dan terendah adalah 21%. Berdasarkan penelitian yang telah dilakukan didapatkan bahwa membuat dan menerapkan manajemen risiko di setiap industri sangat penting untuk meminimalisir kecelakaan kerja, peningkatan terhadap keselamatan dan kesehatan kerja serta meningkatkan produktifitas pekerja dan industri.
UCAPAN TERIMA KASIH
Terima kasih kepada manajemen industri pengecoran dan para pekerja yang sudah membantu dalam kelancaran penelitian ini.
DAFTAR PUSTAKA
Abidin, A.U., Nurmaya, E.M., Hariyono, W., Sutomo, A.H. (2021). IOP Conf. Series: Earth and Environmental Science 933 (2021) 012037.
- Abidin, A.U., Putranto R. (2017). Identifikasi Fasilitas Safety Building Sebagai Upaya Pencegahan Kebakaran di Gedung Institusi Perguruan tinggi. Jurnal Medika Respati, 12(4): 51-5.
- Artia, (2009). Identifikasi Bahaya dan Penilaian Risiko Keselamatan dan Kesehatan Kerja Tahun 2009 di Unit Utility PT. SK. Keris Banten. Semarang: Universitas Negeri Semarang.
- AS/NZS 4360 : 2004 Risk Management Guidelines. Sidney: Standards Australia/Standards New Zealand: 52-55.
- Badan Penyelenggara Jaminan Sosial. (2018) Data Kecelakaan Kerja. Badan Penyelenggara Jaminan Sosial Ketenagakerjaan.
- Cross, Jean et.al. (2004). OHS Risk Management Handbook. Australia: Standards Australia International Ltd.
- Della, Gusani. (2012). Analisis Risiko Keselamatan Dan Kesehatan Kerja di Penyamakan Kulit X Tahun 2012. Tugas Akhir. Universitas Indonesia
- Direktorat Bina Kesehatan Kerja. (2014). Data Kecelakaan Kerja. Kementrian Kesehatan.
- Febrilia, Mustika. (2017). Identifikasi Bahaya Penilaian Risiko dan Pengendalian Risiko Dengan Metode HIRADC Di Pabrik Pengecoran Logam Politeknik Manufaktur, Bandung.
- Ike, Pujiriani. (2012) Analisis Potensi Risiko Keselamatan Liquefied Petroleum Gas (LPG) di Depok Tahun 2011. Universitas Indonesia. Jakarta
- Indra Z. (2011) Analisis Sistem Instalasi Listrik Rumah Tinggal dan Gedung untuk Mencegah Bahaya Kebakaran. Politeknik Negeri Jakarta
- Mgonja, C.T. (2017). A Review on Effects of Hazards in Foundries to Workers and Environment. IJISET - International Journal of Innovative Science, Engineering & Technology, 4(6), 326-334.
- Peraturan Menteri Tenaga Kerja Republik Indonesia No. 5 tahun 2018 tentang Keselamatan dan Kesehatan Kerja Lingkungan Kerja
- Peraturan Pemerintah Republik Indonesai Nomor 74 Tahun 2001 tentang Pengelolaan Bahan Berbahaya dan Beracun.
- Sanito, R.C. (2018). Physical, Chemical And Biological Potential Hazards Identification Of Slaughterhouse And Chicken Nuggets Production Process. Jurnal Biologi Udayana, 22(1), 25-34.
- Sari, D.A., Suryoputo, M.R., Kurnia, R.D., and Purnomo, Hari. (2016). Risk Assessment of Aluminium Foundry SME Using Ergonomics Approach. Springer International Publishing Switzerland. DOI 10.1007/978-3-319-41929-926, 275-284.
- Shamsuddin, K.A., Ani, M.N., and Ismail, A.K. (2015). Investigation the effective of the Hazard Identification, Risk Assessment and Determining Control (HIRADC) in manufacturing process. International Journal of Innovative Research in Advanced Engineering (IJIRAE). 2(8), 80-84.
- Stefana, Elena., Cocca, Paola., Marciano, Filippo., Rossi, Diana., and Tomasoni, Giuseppe. (2019). A Review of Energy and Environmental Management Practices in Cast Iron Foundries to Increase Sustainability, Sustainability, 11(24), 1-8.
- Suma'mur. (2009). Higiene Perusahaan dan Kesehatan Kerja (Hiperkes). Jakarta: Sagung Seto.
- Undang-Undang Republik Indonesia Nomor 1 Tahun 1970 mengenai Keselamatan Kerja. Jakarta: Republik Indonesia.