
1. Pendahuluan
American Institute of Steel Construction 2005 (AISC 2005) menyatakan mekanisme pengalihan gaya-gaya pada sambungan tipe geser dengan baut mutu tinggi ditentukan oleh (lihat Gambar 1):
- 1. Mekanisme friksi antar pelat sejajar arah sambungan, yaitu jika ada gaya pretensioning yang mencukupi pada baut mutu tinggi;
- 2. Mekanisme tumpu antara pelat dengan baut, tegak lurus arah gaya sambungan.
Apabila sambungan menggunakan sistem sambungan baut mutu tinggi dengan pretensioning yang mencukupi, maka pada proses pengalihan gaya, mekanisme friksi terjadi lebih dahulu. Apabila gaya yang terjadi melampaui kuat friksi sambungan maka akan terjadi slip kritis sehingga terjadi pengalihan gaya dengan mekanisme tumpu. Kuat tumpu yang umumnya lebih besar dari kuat friksi akan mengambil alih gaya yang terjadi, sehingga mekanisme tumpu akan meneruskan pengalihan gaya.
Mekanisme tumpu dan mekanisme friksi mempunyai formulasi yang berbeda. Mekanisme tumpu ditentukan oleh parameter diameter baut dan tebal pelat profil, sedangkan mekanisme friksi ditentukan oleh parameter koefisien slip dan gaya pretensioning pada baut mutu tinggi seperti pada persamaan di bawah ini:
Kapasitas Friksi Sambungan (AISC 2005)
\[R_n = \mu D_u h_{sc} T_b N_s \tag{1}\]
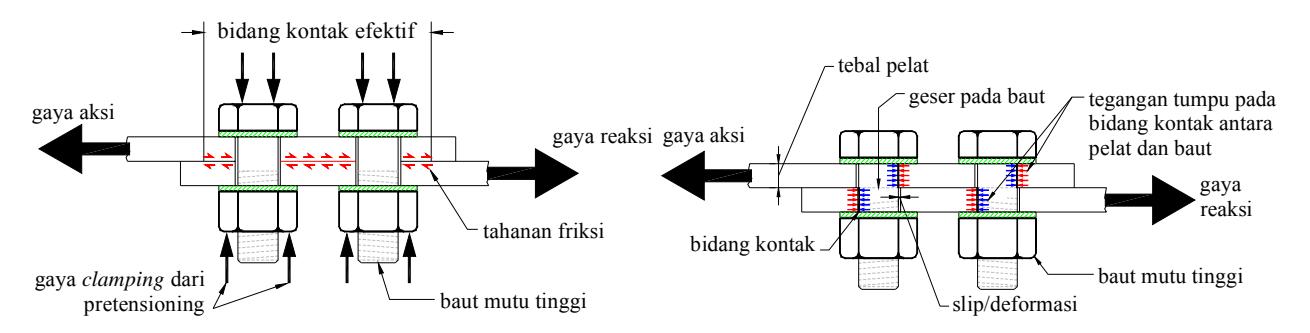
Gambar 1. Mekanisme pengalihan gaya pada sambungan
Dimana,
µ = rata-rata koefisien slip pada permukaan;
Du = 1.13, faktor pengali yang mewakili rasio ratarata tegangan pretension baut yang terpasang dan nilai min yang ditetapkan;
hsc = 0.85 faktor lubang dianggap sebagai lubang oversized;
Nc = jumlah bidang slip, Nc = 1 (satu sisi);
Tb = gaya pretension min, Tb = 142 kN.
Pada Persamaan (1) tidak ditemukan parameter ketebalan pelat sebagai penentu kapasitas friksi sambungan. Terlepas dari persamaan di atas, pada American Iron and Steel Institue 2001 (AISI 2001) dijelaskan bahwa apabila ketebalan pelat sambungan ≤ 3 /16 in atau 4.76 mm (umumnya profil baja coldformed), sambungan baut mutu tinggi dengan gaya pretensioning hanya dapat mengandalkan mekanisme tumpu saja dengan kata lain bahwa mekanisme friksi (bila ada) harus diabaikan.
Jadi berdasarkan regulasi yang ada mekanisme friksi tidak dapat diandalkan pada sambungan pelat baja cold-formed (tipis). Padahal apabila hanya dengan mengandalkan mekanisme tumpu saja, maka perlu menjadi perhatian bahwa minimnya ketebalan pelat baja cold-formed yang dimaksud akan berdampak langsung pada minimnya kuat tumpu sambungan.
Apabila mekanisme friksi dapat diandalkan, sambungan terkait dapat memiliki kekuatan sambungan yang yang lebih tinggi dibandingkan dengan apabila hanya mengandalkan mekanisme tumpu (sesuai dengan regulasi). Seperti yang dapat dilihat pada analisis yang telah dilakukan terhadap sambungan geser tunggal pada pelat baja cold-formed (lihat Gambar 2) dengan spesifikasi teknis sebagai berikut:
1. E = 200 000 Mpa;
2. Fy = 235 Mpa;
3. Fu = 297.5 Mpa;
4. Fu / Fy = 1.27;
5. µ = 0.35 (Hot dip Galvanizes).
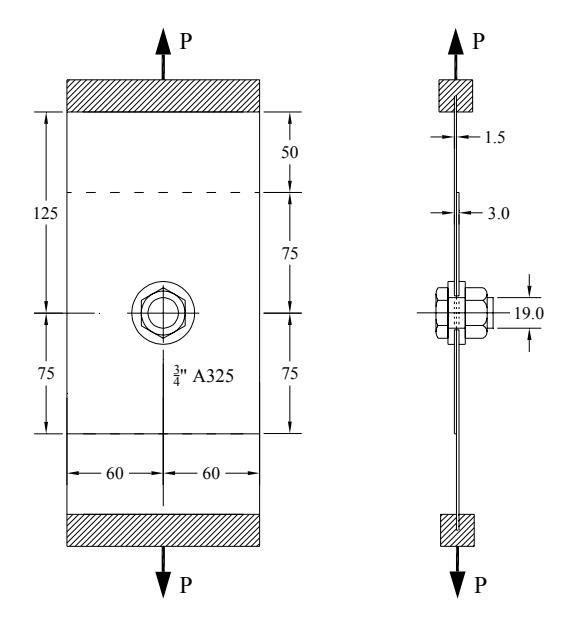
Gambar 2. Analisis kuat sambungan geser tunggal (Hendrik, 2008)
Tabel 1. Analisis kuat sambungan (Hendrik, 2008)
| No. | Komponen yang dievaluasi | Pumaks (kN) | Efisiensi sambungan | Aplikasi |
|---|---|---|---|---|
| 1. | Pelat (Tumpu) | 13.7 | 58 % pelat utuh | Ya |
| 2. | Baut HTB (Tumpu) | 60.8 | 260 % pelat utuh | Ya |
| 3. | Friksi | 40.5 | 170 % pelat utuh | Diabaikan |
Hasil analisis yang telah dilakukan memberikan kinerja seperti pada Tabel 1.
2. Tujuan Penelitian
AISI (2001) yang secara tidak langsung menyatakan bahwa faktor ketebalan pelat mempengaruhi mekanisme friksi menjadi acuan untuk dapat dilakukannya penelitian sehubungan dengan pemanfaatan mekanisme friksi. Oleh karena itu dapat disimpulkan bahwa parameter ketebalan pelat baja mempengaruhi mekanisme friksi. Kuat sambungan yang rendah (berdasarkan mekanisme tumpu) akibat tipis-nya pelat baja cold-formed tersebut dapat ditingkatkan dengan mengandalkan mekanisme friksi yang sebelumnya diabaikan.
Dengan dilakukannya manipulasi faktor ketebalan pelat baja cold-formed yang minim, maka bidang kontak efektif yang minim dapat diperluas. Hal tersebut dilakukan dengan menggunakan washer khusus dengan ketebalan dan luas permukaan yang maksimal.
Walaupun berdasarkan ketentuan yang telah ada tidak menyebutkan luas permukaan bidang kontak friksi sebagai parameter yang menentukan kuat friksi, secara
logika sederhana, semakin luas permukaan bidang kontak friksi akan berdampak pada semakin banyak tahanan friksi yang terjadi (Dewobroto, 2008).
Pada Gambar 3(a), dianggap bahwa distribusi gaya pretensioning pada baut dapat disebarkan pada daerah luasan dengan sudut 45° pada arah ketebalan, maka semakin tebal pelat yang disambung akan menyebarkan gaya pretensioning dengan lebih luas, sehingga permukaan bidang kontak efektif (friksi) meniadi lebih luas.
Mekanisme (tahanan) friksi pada bidang kontak efektif tergantung pada gaya pretensioning yang merupakan fungsi dari diameter dan mutu baut yang dipakai, yaitu minimum sebesar 70% dari kuat tarik baut mutu tinggi yang digunakan (AISC-LRFD Table J3.1).
Penggunaan baut dengan diameter dan mutu yang sama menghasilkan pemberian gaya pretensioning vang sama pada pelat baja tebal maupun pelat baja tipis (cold-formed).
Minimnya ketebalan pelat baja cold-formed seperti pada Gambar 3(b) mengakibatkan minimnya gaya clamping akibat pretensioning, oleh karena itu sambungan pelat baja tipis (cold-formed) mempunyai bidang kontak efektif yang lebih sempit dibandingkan
Gambar 3. Pengaruh tebal pelat dan washer khusus terhadap mekanisme friksi pada pelat tebal. Maka dari itu total tahanan friksi yang dihasilkan juga lebih kecil, sehingga mekanisme friksi menjadi tidak efektif dibanding pada pelat tebal (hot-rolled).
Jadi jika ketebalan mempengaruhi distribusi gaya pretensioning maka sistem sambungan pelat tipis (cold-formed) dapat ditingkatkan tahanan friksinya dengan menempatkan washer khusus yang tebal. Washer besar ini berfungsi sebagai media distribusi gaya pretensioning dalam memperluas bidang kontak friksi. Penggunaan washer khusus dengan metode di atas (Gambar 3(c)) diharapkan dapat cukup efektif meningkatkan kekuatan sambungan dengan mengandalkan kapasitas kuat friksi yang sebelumnya diabaikan (berdasarkan AISI 2001).
3. Strategi Penelitian
Sehubungan dengan pembuktian hipotesa di atas dalam memanipulasi ketebalan pelat dengan menggunakan washer khusus (besar) maka dibuatlah sebuah washer dengan ketentuan seperti pada Gambar 4.
Perlu diketahui pula bahwa spesifikasi benda uji telah didesain sedemekian rupa sehinnga telah memenuhi persyaratan jarak baut ke tepi pelat (sejajar arah gaya maupun tegak lurus arah gaya)
Selanjutnya dilakukan pengujian tarik untuk membandingkan kinerja sambungan sistem washer khusus (besar) biasa (washer/ring biasa) terhadap sambungan dengan sistem. Pengujian tarik sambungan dengan sistem biasa (washer/ring biasa) menggunakan hasil penelitian sebelumnya telah dilakukanoleh
Natanael (2008). Pengujian tarik dilakukan dengan membandingkan kedua sistem sambungan pada baja cold-formed merk dagang LOKFOM berlapis galvanized dengan ketebalan 1.5 mm. Kedua sistem sambungan menggunakan baut berdiameter 3 /4 in, mutu A 325 dengan lubang baut berdiameter 22 mm (oversized).
Selain membandingkan kedua sistem sambungan di atas, juga dilakukan pengujian tarik terhadap sistem sambungan dengan menggunakan washer khusus (besar) hanya saja dengan memanipulasi friksi pelat pada daerah bidang kontak friksi yaitu dengan membuat permukaan bidang kontak terkait menjadi lebih kasar (dengan gurinda).
4. Pelaksanaan Penelitian
Eksperimen dilakukan terhadap benda uji seperti yang tercantum pada Tabel 2. Masing-masing jenis benda uji dengan permukaan natural memberikan pola keruntuhan pada daerah sambungan yang hampir sama seperti pada Gambar 5(a) dan (b), sedangkan benda uji dengan permukaan kasar (UPH-C2OG) mengalami keruntuhan tidak pada daerah sambungan melainkan pada daerah pelat (Gambar 5(c)) dan juga pada bagian grip bantu.
Tabel 2. Benda uji pada eksperimen yang dilakukan
| Parameter | ||||
|---|---|---|---|---|
| Notasi | t (mm) | Jenis Washer | Permukaan | Σ |
| UPH-C1ON | 1.5 | Washer Biasa | Natural | 2 |
| UPH-C2ON | 1.5 | Washer Khusus | Natural | 2 |
| UPH-C2OG | 1.5 | Washer Khusus | Gurinda | 2 |
| 6 |
a). Tampak Atas
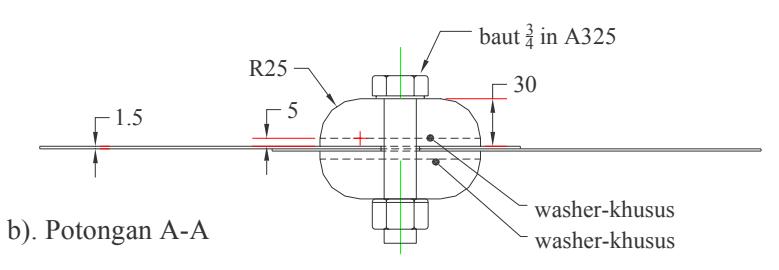
Gambar 4. Penggunaan washer khusus (besar) pada sambungan
Tabel 3. Perbandingan kinerja sambungan pada eksperimen
| Notasi | Friksi Mekanisme Tumpu | Note | ||||
|---|---|---|---|---|---|---|
| P slip | Pultimate | % | Dultimate | |||
| UPH-C1ON-A | - | 23,425 N | 1.0 x | 2.98 mm | 1.0 x | Kegagalan tumpu |
| UPH-C1ON-B | - | 23,590 N | 1.0 x | 3.02 mm | 1.0 x | Kegagalan tumpu |
| UPH-C2ON-A | 2,520 N | 45,250 N | 1.9 x | 76.41 mm | 25.6 x | Kegagalan tumpu |
| UPH-C2ON-B | Tidak jelas | 53,430 N | 2.3 x | 79.15 mm | 26.6 x | Kegagalan tumpu |
| UPH-C2OG-B | 46,135 N | 59,875 N | 2.6 x | 70.70 mm | 23.5 x | Kegagalan GRIP |
| UPH-C2OG-C | 1,495 N | 58,745 N | 2.5 x | 31.77 mm | 10.7 x | Pelat putus |
Kinerja dari keenam benda uji sambungan di atas dapat dilihat dalam bentuk pebandingan pada Tabel 3 dan kurva P-∆ pada Gambar 6..
Mekanisme friksi tidak dapat diandalkan pada sambungan baja cold-fromed terbukti dengan tidak terjadinya fenomena slip pada sambungan dengan washer/ring biasa (benda uji UPH-C1ON). Tidak terjadinya mekanisme friksi pada sistem sambungan tesebut sesuai dengan regulasi AISI 2001 yang menyatakan sambungan pelat tipis hanya mengandalkan mekanisme tumpu. Benda uji UPH-C2ON dan UPH-C2OG menunjukkan bahwa sambungan dengan washer khusus (besar) mengalami mekanisme friksi. Dengan memperbesar luas bidang kontak efektif (friksi) dengan manipulasi dari penggunaan washer khusus (besar) dapat menghasilkan mekanisme friksi pada sambungan pelat baja cold-formed (tipis). Hipotesa penggunaan washer khusus (besar) sebagai sarana manipulasi ketebalan pelat untuk menghasilkan mekanisme friksi telah terbukti.
Penggunaan washer khusus (besar) selain dapat menghasilkan mekanisme friksi, juga berdampak pada peningkatan kekuatan sambungan yang cukup signifikan. Terlebih lagi pada saat dilakukan manipulasi permukaan pelat menjadi kasar (dengan gurinda), peningkatan kekuatan sambungan terjadi sangat signifikan, kegagalan terjadi tidak pada daerah sambungan melainkan pada daerah grip bantu dan bahkan pada benda uji UPH-C2OG-C kegagalan terjadi pada bagian pelat (putus pada pelat).
Peningkatan kekuatan yang terjadi memberikan hasil yang sangat fluktuatif (bervariatif), hal ini ditunjukan dengan perbedaan nilai ultimate yang cukup besar antara ketiga benda uji sambungan dengan menggunakan washer khusus (besar).
5. Kesimpulan
Pengunaan washer khusus (besar) yang diusulkan pada pelat baja cold-formed (tipis) telah dapat menghasilkan fenomena friksi yang biasanya tidak terjadi pada sambungan dengan ring baut biasa. Penggunaan washer khusus (besar) ini juga telah
memberikan dampak yang positif dalam peningkatan kinerja sambungan, hanya saja kinerja yang dihasilkan sangat fluktuatif (bervariatif) sehingga diragukan kepastian nilai nominal-nya dalam aplikasi, untuk itu diperlukan penelitian lebih lanjut dengan jumlah benda uji yang mencukupi sebagai dasar statistik. Penelitian ini juga membuka peluang penelitian lebih lanjut mengenai pengaruh jumlah baut, jarak tepi baut, dan lain-lain. Perlu menjadi perhatian pula bahwa peningkatan kinerja yang telah dihasilkan sistem sambungan baru ini menjadi indikasi terbukanya peluang untuk penelitian lebih lanjut dengan inovasiinovasi yang perlu dilakukan seperti mengandalkan mekanisme friksi sebagai kekuatan sambungan.
6. Acknowledgment
Dapat dilaksanakannya penelitian ini (No: P-009- FDTP/I/2008) tidak terlepas dari dukungan Lembaga Penelitian dan Pengadian Masyarakat Universitas Pelita Harapan (LPPM UPH) dan Lab. Struktur Jurusan Teknik Sipil Unika Parahyangan. Untuk itu diucapkan terima kasih kepada kedua institusi akademik tersebut.