
Abstrak
Keterbatasan material konstruksi jalan membutuhkan adanya material alternatif seperti daur ulang aspal dan pemanfaatan potensi limbah seperti slag baja untuk pengganti agregat, pada penelitian ini terdapat pengujian karakteristik slag dan daur ulang aspal (RAP) kemudian dilanjutkan dengan pengujian marshall untuk menentukkan kadar aspal optimum (KAO). Sembilan campuran direncanakan dalam penelitian ini yang terdiri dari 10-30% Slag dikombinasikan dengan 10-30% RAP dengan bahan peremaja Reclamite. Dengan menggunakan kombinasi RAP terjadi penurunan temperatur pencampuran dan pemadatan lebih rendah 20°C dibandingkan campuran panas konvensional. Hasil pengujian pada campuran beraspal panas dengan menggunakan kombinasi RAP dan slag dengan penambahan masing-masing sebesar 10-30% menggunakan koreksi volume dan gradasi gabungan, untuk campuran beraspal panas dengan RAP10 dan SLAG 10-30 (HMAR10S10-30) didapatkan nilai KAO sebesar 5,83%, 5,95%, dan 5,38%, sedangkan campuran beraspal panas dengan RAP20 dan SLAG 10-30 (HMAR20S10-30) didapatkan nilai KAO sebesar 5,90%, 5,60%, dan 5,95% dan untuk campuran beraspal panas dengan RAP30 dan SLAG 10-30 (HMAR30S10-30) didapatkan nilai KAO sebesar 5,55%, 5,60%, dan 5,33%.
Kata Kunci: Daur ulang Aspal (RAP), slag, OAC
1. Introduction
Road construction with the use and renewal of waste from by-products from industrial activities and the construction sector has become an important issue in the past few years in reducing raw material usage. On the other hand, the limitations of raw materials for development and increasing aggregate and asphalt
demand for construction that will occur in the future cause the need to find alternative materials. The Reclaimed Asphalt Pavement (RAP) technology is a material that results from the process of road pavement scrapping containing asphalt and aggregate. This material is produced when the asphalt layer is removed for reconstruction, surface recovery, or pavement deconstruction due to installation of utilities. Asphalt recycling is one of the alternative technologies that is useful for pavement materials, because it reduces the need for the use of natural aggregates and new asphalt binder needed in the asphalt mixture, so it saves construction costs and reduces waste that affects the environment.
Based on the study of Hansen and Copeland (2014) conducted by the National Asphalt Pavement Association in America, the average percentage of RAP used in asphalt mixture increased in 2009 by 15.6% and increased to 20.4% in 2014. The estimated number of RAP used in the asphalt mixture is 71,900,000 tons, with an assumption of 5% of asphalt content in RAP, which is equal to 3.6 million tons of asphalt and 68 million tons of natural aggregate. According to Suherman (2012), the use of RAP on Asphalt Concrete Binder Course (AC-BC) with a percentage of up to 25% of RAP causes the resilient modulus value and stability to increase, which causes a smaller permanent deformation damage (Suherman, 2012).
The continuous use of natural rock in large quantities can consume the limited amount of natural rock material. In addition to using the aggregates contained in RAP, artificial aggregates can also be used. Some artificial aggregates that can be used in construction include expanded shale, expanded slag, and slags from the by product of combustion in high furnace. Slag is the waste of the steel making process that goes into the hazardous and toxic waste (B3) category. Based on a study conducted by Gunawan et al (2010), in 2010, Indonesia only produced around 800 thousand tons of slag per year, compared to Japan which produced 20 million tons, where every ton of steel production produced 20% of slag waste. According to Kavussi et al (2014), the use of slag as an aggregate results in a better fatigue life compared to the mixed controls. This increase is due to the high level of slag which prevents cracking by the mixture's internal friction. The high bond between the asphalt and the slag also increases the fatigue life of the mixture by slowing down the cracks that occur. This affirms the hypothesis that the greater the adhesion is, the greater the aging mitigation occurs. Similarly, according to a follow-up study by Kavussi et al (2015), the results of X-Ray Diffraction (XRD) and X-ray Fluorescence (XRF) test show that slags containing aluminium oxide together with other metal elements in steel slags are high abrasive resistance contributors. CaO/SiO2 implies that steel slag is substantially alkaline. This will certainly give adhesion of the steel slag in the asphalt mixture.
2. Materials
The material used in this study is RAP, a new aggregate originating from the Klari area, Karawang Regency, West Java Province, with characteristics that meet the standards for asphalt mixtures, according to the Bina Marga 2010 General Specifications of Roads and Bridges, Rev 3 (BM 2010). The RAP material was obtained from the old pavement scrapping on the national road section in Karawang. The test results for the RAP material can be seen in Table 1 and Table 2 below
Table 1. Characteristics of the RAP asphalt
| No | Test Type | Test Result | Test Method | Unit |
|---|---|---|---|---|
| 1 | Asphalt content | 5,15% | SNI 03-3460- 1994 | % |
| 2 | 25°C, 100gr, 5 seconds; 0,1 mm penetration | 10 | SNI 06-2456- 1991 | 0.1 mm |
| 3 | Softening Point0C | 80 | SNI 06-2434- 1991 | °C |
| 4 | Ductility, 25°C, cm | 38 | SNI 06-2432- 1991 | Cm |
The oil asphalt used in this study was the oil asphalt pen 60/70 produced by PT. Pertamina (Persero), which was the control asphalt in this study. Meanwhile, the rejuvenating material used in this study was reclamite. Based on the results of the softening point and penetration test approach, there is an addition of 23% reclamite fluxing material to the RAP asphalt weight.
Table 2. Aggregate characteristic of RAP
| No | Test Type | Test Re | esult | Test Method | Unit |
|---|---|---|---|---|---|
| 1. | Abrasion | 32,30 | )% | SNI 03-3460- 1994 | % |
| 2 | Sieve analysis | SNI 06-2456- 1991 | 0.1 mm | ||
| sieve size | Aggregate gradation | Density | SNI 03-1968- 1990 | ||
| 1" | 100,00 | % passing | |||
| 3/4" | 97,85 | 2,472 | % passing | ||
| 1/2" | 91,88 | 2,472 | % passing | ||
| 3/8" | 80,86 | 2,529 | % passing | ||
| No.4 | 62,98 | 2,511 | % passing | ||
| No.8 | 43,48 | 2,467 | % passing | ||
| No.16 | 31,29 | 2,458 | % passing | ||
| No.30 | 23,24 | 2,457 | % passing | ||
| No.50 | 16,58 | 2,448 | % passing | ||
| No.100 | 6,57 | % passing | |||
| No.200 | 3,50 | 2,381 | % passing | ||
| Pan | % passing |
The next material in this study was the EAF slag, which is a slag produced from the processing of steel using electrodes derived from PT Krakatau Steel's steel waste. Then, a test of slag coarse and fine aggregates was carried out. The test results can be seen in Table 3 dan Table 4.
Table 3. Characteristics of slag fine aggregate
| Characteristics of tested material | Test Standard | Test Results | Sp | Bina Ma pecification 3rd Rev | Year 2010, | |||
|---|---|---|---|---|---|---|---|---|
| min | max | |||||||
| Sand equivalent value | SNI 03-4428-1997 / ASTM D 2419-74 | 88.62% | 60% | |||||
| Material passing the sieve No. 200 | SNI 03-4142-1996 / ASTM C_117 | 8.8 | 56% | 10% | ||||
| Fine aggregate density per grain size (sieve) | Bulk | SSD | App. | Abs. (%) | ||||
| Passed at 4.75 mm sieve (No. 4), retained at 2.36 mm sieve (No. 8) | 3.365 | 3.455 | 3.7 | 2.692 | ||||
| Passed at 2.36 mm sieve (No. 8), retained at 1.18 mm sieve (No. 16) | SNI 1970: 2008 / ASTM C 128-84 | 3.328 | 3.378 | 3.505 | 1.52 | _ | Bulk Specific ( | ic Gravitv > |
| Passed at 1.18 mm sieve (No. 16), retained at 0.6 mm sieve (No. 30) | 3.168 | 3.234 | 3.392 | 2.08 | _ | 3.3 Absorption | ||
| Passed at 0.6 mm sieve (No. 30), retained at 0.3 mm sieve (No. 50) | 3.084 | 3.165 | 3.354 | 2.61 | - | Difference i between fin aggregate < | e and coarse | |
| Passed at 0.3 mm sieve (No. 50), retained at 0.15 mm sieve (No. 100) | 2. | 916 | aggregate | . 0.2 | ||||
| Passed at 0.15 mm sieve (No. 100), retained at 0.075 mm sieve (No. 200) | SNI 1946: 2008/ ASTM D 854-02 | 2. | 981 | |||||
| Passed at 0.075 mm sieve (No. 200) | 2. | 758 | ||||||
Table 4. Characteristics of slag fine aggregate
| Tested Materials' Characteristics | Test Standard | Test Result | 2010 Rev 3 cations | ||||
|---|---|---|---|---|---|---|---|
| Standard | Min | Max | |||||
| Soundness on the Magnesium Sulphate solution | SNI 3407:2008 | 3, | 00 | 18% | |||
| Coarse aggregate abrasion with LA machines | SNI 2417:2008/ ASTM C 131-76 / | 5, | 64 | 6% | |||
| AASHTO T 96 – 87 | 13 | ,01 | 40% | ||||
| Aggregate adhesiveness to asphalt | SNI 2439:2011 | > | 95 | 95% | |||
| Material passing a 200 sieve | SNI 03-4142- 1996 | 0,014 | 2% | ||||
| Coarse aggregate density per grain size (sieve) | Bulk | SSD | Арр. | Abs | D. II. D II | ||
| Passing 25 mm (1") retained on 19 mm (3/4") | 3,504 | 3,548 | 3,663 | 1,232 | - Bulk Density | / > 3,3 | |
| Passing 19 mm (3/4") retained on 12,5 mm (1/2") | SNI 1969:2008/ | 3,405 | 3,453 | 3,578 | 1,420 | - Absorption | < 3% |
| Passing 12,5 mm (1/2") retained on 9,5 mm (3/8") | ASTM C 127-84 | 3,558 | 3,605 | 3,733 | 1,315 |
| egate and the |
| Passing 9,5 mm (3/8") retained on 4,75 mm (No. 4) | 3,484 | 3,547 | 3,717 | 1,797 | |||
Based on the results of the test above, the slag coarse aggregate met the Bina Marga General Specifications of Roads and Bridges in 2010. Meanwhile, for the fine aggregate, the density of the sieve cooked by furnace No.
8 (2.36 mm) to No. 200 (0.75mm) is smaller than the minimum requirements of 3.3. This is because the slag fine aggregate contains more carbon than the slag coarse aggregate.
3. Result and Discussion
3.1 Combined temperature
A determination of the combined temperature needed to be done because there were differences in the mixing method, where the RAP was mixed with a temperature under the new aggregate's temperature. Due to the condition of the availability of tools and application in the field, the maximum temperature of RAP was 150°C. Meanwhile, the new aggregate was mixed above the mixing temperature \((\pm 153^{\circ}C)\) \(\pm\)28°C. The test was carried out by adding 10 -30% RAP. Based on the test results, it was found that mixing the new aggregate with RAP would produce a smaller combined temperature compared to the new aggregate's temperature, so, the bigger the RAP percentage is, the combined temperature gets lower. Meanwhile, for a RAP with room temperature (not heated), the temperature decrease obtained was greater than that of RAP which was heated by 150°C. This is illustrated in Figure 1.
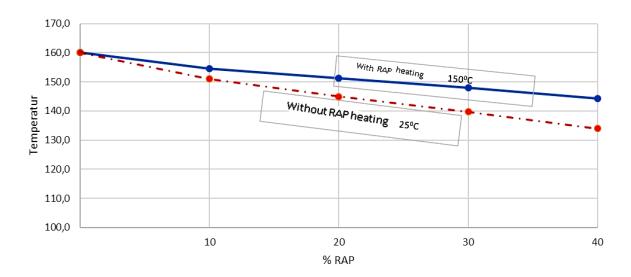
Figure 1. The relationship between the aggregate mixing temperature and RAP
3.2 XRD and XRF slag results
Slag material with a hydrated lime binder is widely used in steel smelting process. Slag has different chemical composition and mineral characteristics from other materials. The mineral and chemical composition of the slag was determined by testing the X-ray Fluorescence spectrometry (XRF) and X-ray Diffraction (XRD). Each test was performed for the slag coarse aggregate and the slag fine aggregate, where the XRD test results can be seen in Figure 2.
Based on the XRD test results, for the slag fine aggregate, there are 4 dominant crystals: Manganese Magnesium Oxide (MGOMnO), Aluminium Iron Oxide Calcium (Ca<sub>2</sub>Fe<sub>140</sub>AlO<sub>60</sub>O<sub>5</sub>), Calcium Silicate (Ca<sub>2</sub>SiO<sub>4</sub>), and Calcium Aluminium (Ca<sub>3</sub>Al<sub>2</sub>Si<sub>2</sub>). Meanwhile, for the slag coarse aggregates, there are 3 dominant crystals, which are the Calcium Silicate (Ca<sub>2</sub>SiO<sub>4</sub>), Sodium Oxide (NaO<sub>2</sub>) Calcium Aluminium Iron (Ca<sub>2</sub>Fe<sub>140</sub>Al<sub>060</sub>O<sub>5</sub>). The ratio of Ca or Si found in the slag fine and coarse aggregates is an indication that it is substantially alkaline. This characteristic certainly affects the adhesion characteristic of the slag aggregate in asphalt mixtures.
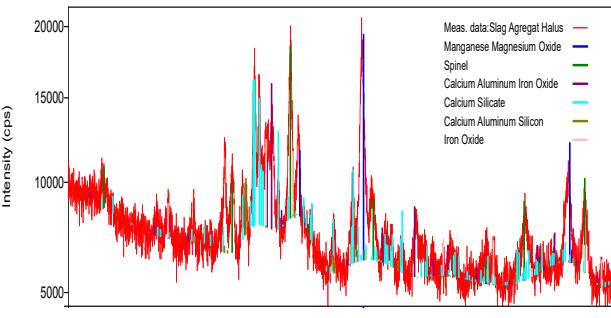
a. Slag fine aggregate
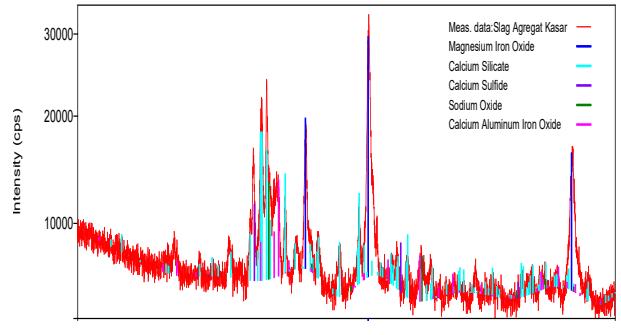
b. Slag coarse aggregate
Figure 2. XRD spektrum test results on slag fine and coarse aggregates
3.3 The Effect of slag and RAP on the AC-BC hot mix
A Marshall test was conducted by estimating the value of the design asphalt content (Pb), which was 5.3%. Then, the test was carried out on the asphalt content of \(\pm\) 1.0% of the Pb value with a range of 0.5%, which is in the 4.5%, 5.0%, 5.5%, 6.0% and 6.5 % variation of asphalt content. In this study, the addition of 10-30% RAP and 10-30% slag variation to obtain the Optimum Asphalt Content (OAC) and an absolute density test with a percentage range of 0.5 from the OAC value were done.
3.3.1 The effect of 10-30% slag and 10% RAP on the marshall test
Marshall test results and the absolute density of the HMAR10S10-30 hot mix design can be seen in the Figure 3.
Based on the limits specified in the Bina Marga 2010 General Specifications of the road and Bridge rev 3, the performance of the HMAR10 mixture with the addition of 10-30% slag fulfils the requirements with an OAC between 5.4 - 6.0%. The addition of slag aggregate to the mixture will reduce the OAC value, although in the HMAR10S20 mixture there was an increase in OAC of 5.95%, the value of the OAC is the same as the HMAR10 mixture. The results of the OAC condition can be seen in Table 5.
The addition of slag as a new aggregate substitute also affects the volumetric characteristics of the mixture, where the use of slag will increase the VIM value.
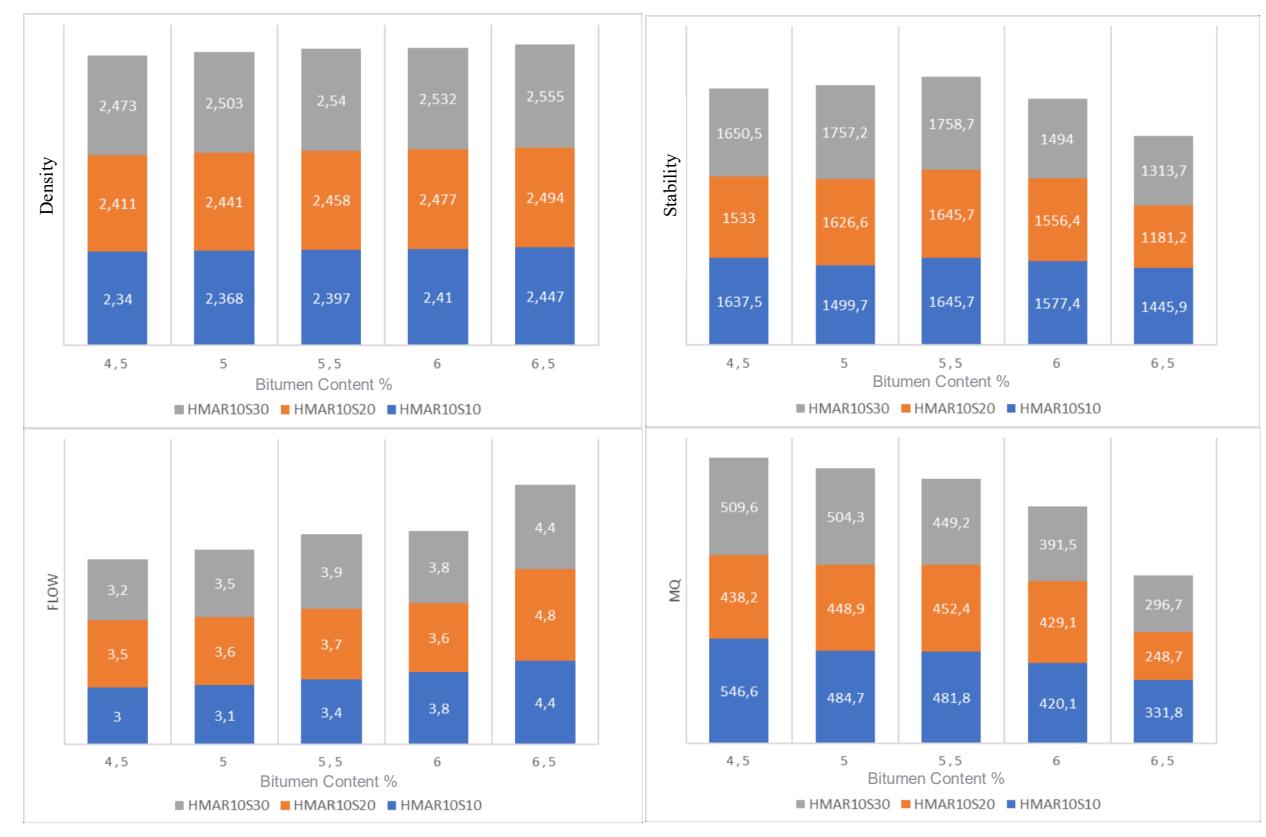
Figure 3. Marshall test results for AC-BC mixture with RAP 10 and slag 10-30
Table 5. Characteristics of the 10% RAP HMA mixture on the optimum asphalt content
| 10% RAP HMA Test Result | Bina Marga | ||||
|---|---|---|---|---|---|
| Mixture Characteristics | Unit | 10% Slag | 20% Slag | 30% Slag | Specifications |
| Optimum Asphalt Content | % | 5,83 | 5,95 | 5,38 | - |
| Effective Asphalt Content | % | 5,30 | 5,06 | 4,99 | Min of 4.3 |
| Asphalt Absorption | % | 0,56 | 0,95 | 0,42 | Max of 1.2 |
| Density | gr/mm3 | 2,40 | 2,46 | 2,50 | - |
| Void in Mix | % | 3,05 | 3,58 | 3,25 | Min of 3, max of 5 |
| Void in Mineral Aggregate | % | 15,49 | 15,72 | 15,40 | Min of 14 |
| Void Filled with Asphalt | % | 80,35 | 77,26 | 78,97 | Min of 63 |
| Stability | Kg | 1567,86 | 1456,09 | 1530,38 | Min of 800 |
| Melting | mm | 3,73 | 3,43 | 3,52 | 2 - 4 |
| Marshall Quotient | kg/mm | 420,34 | 427,22 | 435,07 | Min of 250 |
| Remaining Marshall stability after a 24-hour immersion | % | 94% | 95,4% | 93,9% | Min 90 |
With a larger VIM value at the same asphalt content, the addition of slag in the mixture results in a greater VMA value. This is possible because of the fine aggregate and filler found in the ordinary aggregate and RAP that fills the pores contained in the slag, so that the aggregate gradation formed tend to be uniform. As well as the VFA
value which is a function of VMA and VIM, where an increase of the slag causes the VFA value to increase. An increase in the based on the results of the test on Optimum Asphalt Content (OAC) condition, it was found that the stability value is also seen by the addition of slag. Even though there is a decrease in the value of stability on the 20% slag OAC, it increases again when the slag is OAC 30%. This is in line with the flow value in the mixture. An increase in the MQ value indicates that the increase in slag in the mixture is likely to increase the value of the stiffness. This also occurs in the Retained Marshall Stability Index (immersion) where the use of slag can increase the immersion value. This is because the adhesion of the slag can provide a better bond in the mixture.
3.3.2 The effect of 10-30% slag and 20% RAP on the marshall test
Marshall test results and the absolute density of the HMAR20S10-30 hot mix design can be seen in Figure 4.
during mixing and compaction. The increase in the amount of slag may store heat longer in the aggregate voids, so that even though it is mixed at a lower temperature, it does not have a significant decrease in temperature. The addition of slag showed a decrease in the stability value at 20% slag which then increased again at 30%. The increasing stability value is probably due to the addition of slag, which causes the mixture to be stiffer. This is according to the higher MQ value of HMAR20S30 mixture which indicates a stiffer mixture. Meanwhile, the increasing melting value at 20% slag that decreased at slag 30% indicates that the HMAR20S30 mixture has a better deformation resistance.
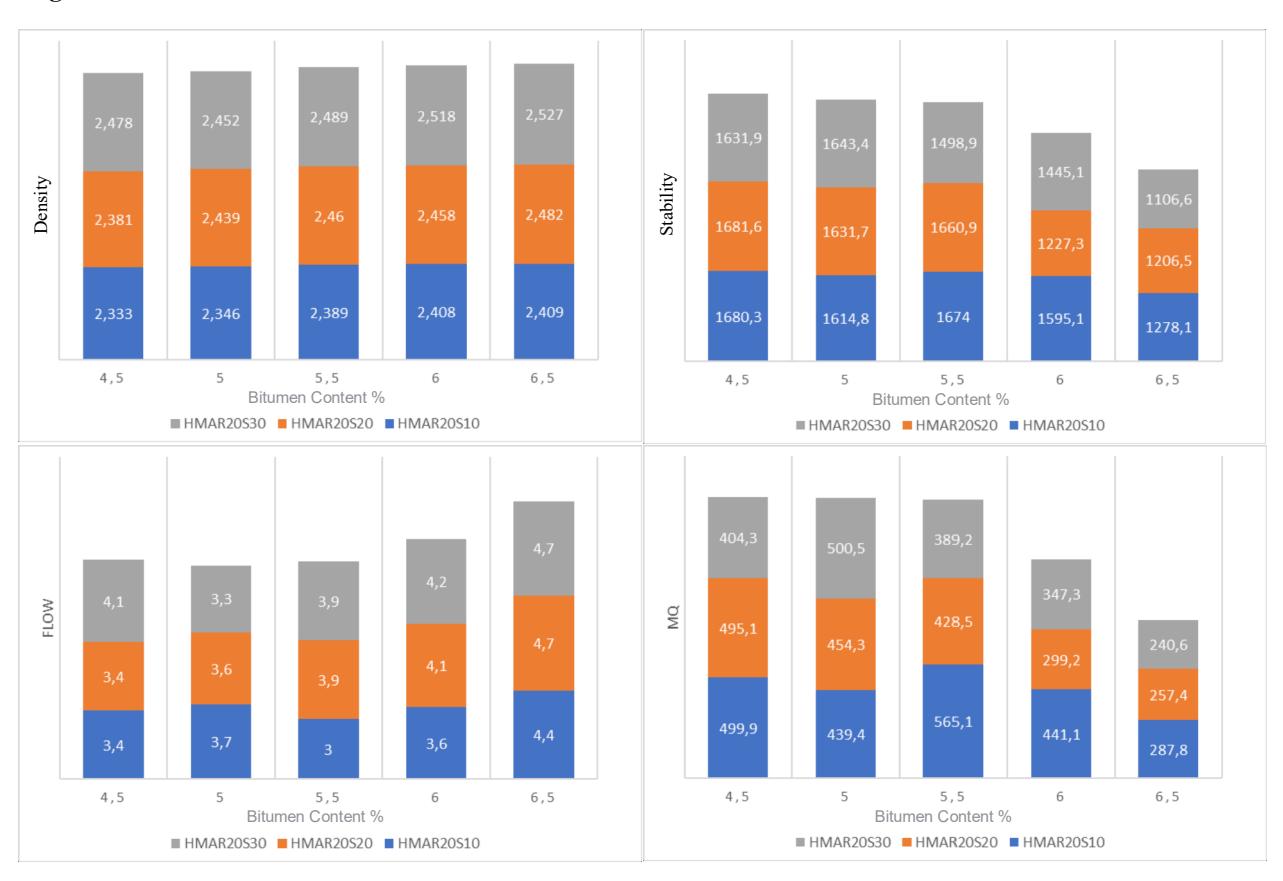
Figure 4. Marshall test results for AC-BC mixture with RAP 20 and slag 10-30
Based on the results of the test on optimum asphalt content (OAC) condition, it was found that the increase in slag in the HMAR20 mixture caused the OAC value to decrease. However, when the amount of slag exceeded the amount of RAP, the OAC value increased. This indicates that the asphalt contained in the RAP does not contribute when the amount of slag exceeds the amount of RAP so that it requires more asphalt pen to cover the slag. This can also be seen from the asphalt absorption value that is in line with the OAC value. The analysis on the OAC condition can be seen in Table 6.
The density of HMAR20 seems to increase as slag increases. This indicates an increase in workability
The test results of the mixture of HMAR30S10 to HMAR30S30 in Table 7 show that at slag 30, the OAC value decreased. This indicates that the asphalt contained in the RAP material can be activated properly, resulting in a decrease in OAC value, because the asphalt content, calculated theoretically, is the amount of asphalt contained in RAP plus 60/70 asphalt pen. The density of the HMAR30 mixture seems likely to increase with an increasing amount of slag in the mixture. This affirms the statement that with the addition of slag, the mixture will have a higher workability.
The test results at OAC also affect the value of VMA which increases as the amount of slag increases in the
Table 6. Characteristics of the 20% RAP HMA mixture on the optimum asphalt content
| 20% RAP HMA Test Result | Bina Marga | ||||
|---|---|---|---|---|---|
| Mixture Characteristics | Unit | 10% Slag | 20% Slag | 30% Slag | Specifications |
| Optimum Asphalt Content | % | 5,90 | 5,60 | 5,95 | - |
| Effective Asphalt Content | % | 4,85 | 4,75 | 4,78 | Min of 4.3 |
| Asphalt Absorption | % | 1,12 | 0,90 | 1,20 | Max of 1.2 |
| Density | gr/mm3 | 2,41 | 2,42 | 2,53 | - |
| Void in Mix | % | 3,15 | 4,98 | 3,15 | Min of 3, max 5 |
| Void in Mineral Aggregate | % | 14,58 | 16,21 | 14,68 | Min of 14 |
| Void Filled with Asphalt | % | 78,47 | 69,33 | 80,46 | Min of 63 |
| Stability | Kg | 1505,76 | 1457,58 | 1662,04 | Min of 800 |
| Melting | mm | 3,71 | 3,93 | 3,52 | 2 - 4 |
| Marshall Quotient | kg/mm | 405,68 | 374,56 | 473,91 | Min of 250 |
| Remaining Marshall stability after a 24-hour immersion | % | 99,7% | 98,7% | 90,1% | Min of 90 |
3.3.3 The Effect of 10-30% Slag and 30% RAP on the Marshall Test
Marshall test results and the absolute density of the HMAR30S10-30 hot mix design can be seen in Figure 5.
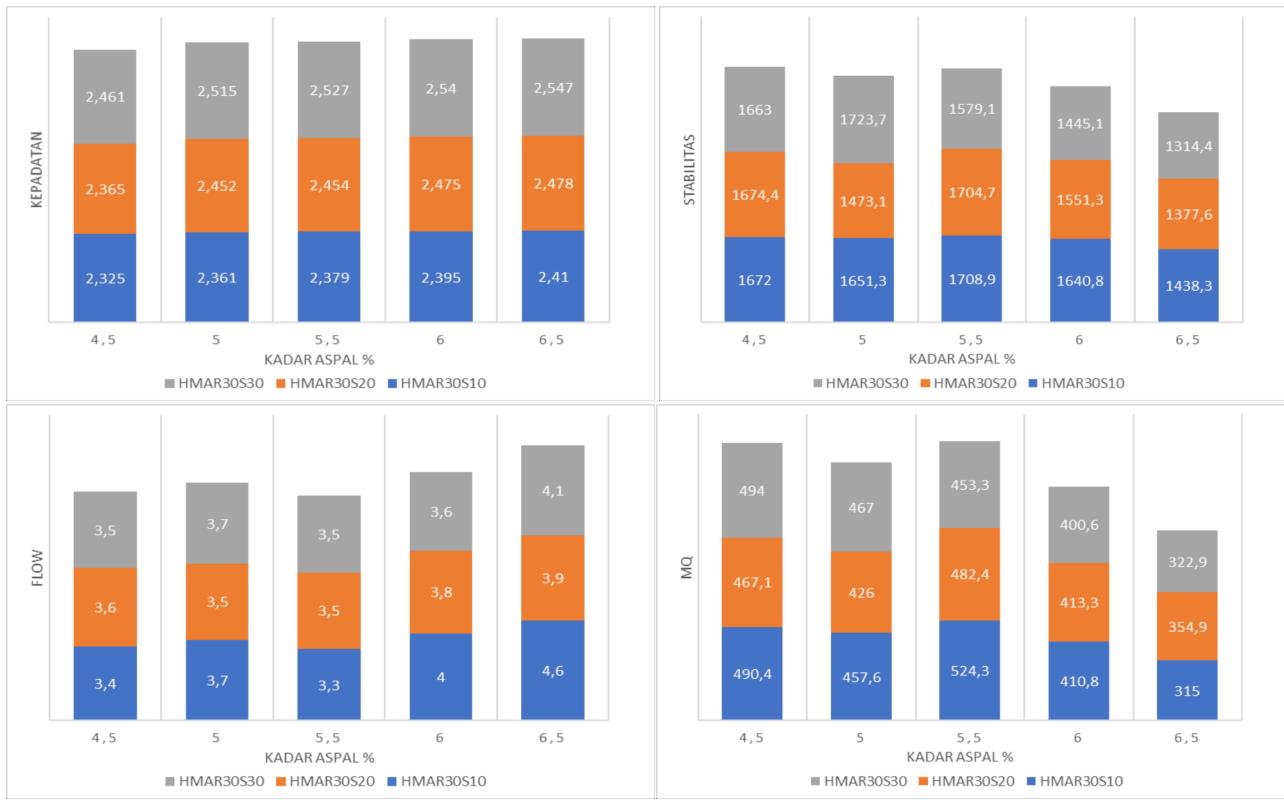
Figure 5. Marshall test results for AC-BC mixture with RAP 30 and slag 10-30
Table 7. Characteristics of the 30% RAP HMA mixture on the optimum asphalt content
| Mintura Charactaristics | l luit | 30% R | Bina Marga | ||
|---|---|---|---|---|---|
| Mixture Characteristics | Unit | 10% Slag | 20% Slag | 30% Slag | Specifications |
| Optimum Asphalt Content | % | 5,55 | 5,60 | 5,33 | - |
| Effective Asphalt Content | % | 4,76 | 4,62 | 4,43 | Min of 4.3 |
| Asphalt Absorption | % | 0,84 | 1,04 | 0,95 | Max of 1.2 |
| Density | gr/mm3 | 2,40 | 2,46 | 2,52 | - |
| Void in Mix | % | 3,17 | 3,06 | 3,53 | Min of 3, max 5 |
| Void in Mineral Aggregate | % | 14,31 | 14,15 | 14,38 | Min of 14 |
| Void Filled with Asphalt | % | 77,86 | 78,40 | 75,45 | Min of 63 |
| Stability | Kg | 1569,97 | 1495,87 | 1662,35 | Min of 800 |
| Melting | mm | 3,52 | 3,35 | 3,43 | 2 - 4 |
| Marshall Quotient | kg/mm | 457,53 | 446,78 | 489,54 | Min of 250 |
| Remaining Marshall stability after a 24-hour immersion | % | 94,9% | 99,05% | 92,3% | Min of 90 |
mixture. This shows that VMA is a void that will be filled with effective asphalt and the remainder is in a void in mix (VIM). With a large VIM and a reduced effective asphalt content, the VMA value will increase. The addition of the amount of slag in the mixture also increased the stability, even though at 20% slag, the stability dropped and then rose again. An increase in the stability is probably caused by rougher slag surface compared to an ordinary aggregate or RAP. Meanwhile, the reduction in melting value indicates that the mixture has a better deformation resistance. Similarly, the addition of slag resulted in a large MQ value. Chances are the stiffness will be higher and it will be more vulnerable to cracks.
4. Conclusions
Based on the tests that have been done, some conclusions are obtained, including:
- 1. The method used in the mixing and compaction process is by heating the RAP material first to 150°C, then mixing it with the new aggregate at a temperature of 170 180°C, so that the mixing temperature drops to 138°C 141°C (below the mixing temperature, on the viscosity test for the asphalt pen 60/70).
- 2. The characteristic of slag based on the XRD and XRF tests is having the main elements of CA and Si, which is an indication of an alkaline material, which affects the adhesion characteristic of slag in asphalt mixtures.
- 3. The optimum asphalt content value in the mixture using RAP and Slag with the addition of RAP in hot mix asphalt using slag will reduce the value of the OAC. The addition of slag to the hot mix using the optimum RAP at 30% slag content was seen based on the Marshall performance.
- 4. The use of slag in asphalt mixture increases the MQ value which indicates an increase in the stiffness value. As well as the value of the Retained Marshall Stability Index. This is because the slag is adhesive, so it gives a better bonding.