
1. Pendahuluan
Permintaan pembangunan kapal baru mengalami penurunan akibat krisis ekonomi global yang melanda hampir di seluruh negara di dunia. Galangan kapal harus berpikir inovatif dan kreatif agar tetap bertahan dari tekanan krisis ini dengan melakukan evaluasi dan improvisasi melalui berbagai penelitian untuk mencapai efektivitas. Salah satu studinya adalah mengurangi biaya pembangunan kapal agar tetap mendapatkan laba keuntungan melalui optimalisasi jam kerja, alur produksi, dan desain struktur.
Penulis memilih struktur dek yang tersusun dari pelat dan stiffener menjadi target optimasi. Banyak penelitian terkait optimalisasi desain pada pelat dan stiffener yang telah dilakukan. Diantaranya adalah oleh (Kallassy & Marcelin, 1997) yang menguji algoritma genetika untuk mengoptimasi jumlah stiffener berdasarkan optimasi topologi. (Marcelin, 2001) menjelaskan penggunaan metode Ritz dalam membuat fungsi pendekatan untuk digunakan dalam komputasi optimalisasi desain berdasarkan algoritma genetika yang diimplementasikan pada pelat dan stiffener. (Alinia, 2005) mengoptimasi jumlah stiffener pada pelat yang mengalami pembebanan geser yang sangat penting dalam mendesain sebuah struktur. (Nonami, Kitamura, Takezawa, & Hirakawa, 2014) juga mengoptimasi pelat dan stiffener dengan menggunakan metode perhitungan untuk mengevaluasi kekuatan struktur tanpa membuat ulang model FEM. Dan (Wang et al., 2015) menyajikan kerangka hibrida yang efisien untuk menganalisa buckling dan optimalisasi hirarki pada pelat dan stiffener. Sebagian besar dari peneliti menggunakan algoritma genetika untuk mengoptimalkan struktur yang telah terbukti berhasil mendapatkan desain struktur yang optimal.
Studi terakhir oleh (Um & Roh, 2015), menguji metode optimasi pengurangan berat menggunakan Bahasa program C++ berdasarkan sequential quadratic programming dan (Shin & Ko, 2017) menguji metode pengurangan berat pada corrugated bulkheads di chemical tankers menggunakan GA. Ini menunjukkan bahwa metode pengurangan berat dan biaya masih membutuhkan pengembangan lebih lanjut. Tujuan dari studi ini adalah mengembangkan metode pengurangan biaya fabrikasi pada struktur dek kapal. Biaya fabrikasi terdiri dari biaya material dari berat total struktur dan biaya pengelasan dari kebutuhan panjang pengelasan. Teknik optimasi yang digunakan adalah desain iterasi untuk mencapai batasan dari peraturan kapal melalui minimalisasi fungsi objektif. Dalam studi ini, algoritma genetika dan metode optimasi lanjut yang diaplikasikan sebagai teknik optimasi untuk variabel diskrit (jumlah dan bentuk stiffener) dan variabel kontinyu (jarak stiffener dan ketebalan pelat). Keterbaharuan dari studi ini adalah mengoptimasi jumlah stiffener dan jarak stiffener yang belum dioptimasi pada studi sebelumnya sehingga penulis bisa mendapatkan hasil yang optimal dan kemudian dibandingkan dengan data awal.
2. Metode Optimasi
Dalam studi ini, penulis mengusulkan pengunaan metode optimasi yang mengkombinasikan antara algoritma genetika dan metode optimasi lanjut untuk menghasilkan solusi yang optimal yang disebut dengan Hybrid GA. Algoritma genetika menghasilkan individu berupa variabel desain jumlah stiffener dan bentuk stiffener, sedangkan metode optimasi lanjut menghasilkan jarak stiffener dan ketebalan pelat yang akurat. Proses optimasi hybrid GA dapat terlihat pada Gambar 1.
2.1 Algoritma genetika
Algoritma genetika diilhami dari proses genetika organisme biologis seperti jerapah yang memiliki leher panjang yang menurut teori Lamark bahwa jerapah dengan leher pendek harus meregangkan lehernya untuk mendapatkan makanan, sehingga leher mereka menjadi lebih panjang dan diteruskan sifat ini kepada generasi selanjutnya. Selama beberapa generasi, populasi alami berevolusi sesuai dengan prinsip seleksi alam, yaitu survival of the fittest yang dinyatakan oleh Charles Darwin dalam The Origin of Species (Futuyma & D, 2014). Dalam metode optimasi, GA adalah salah satu metode yang dapat digunakan untuk menyelesaikan masalah optimasi dan mencari solusi yang lebih baik (Beasley, Bull, & Martin, 1993) dan juga dapat menentukan desain terbaik dari stuktur pada berbagai kondisi yang diberikan (Kitamura & Uedera, 2003). Algortima genetika adalah pilihan terbaik untuk menyelesaikan masalah optimasi dimana banyak studi telah menggunakannya (Biegel & Davern, 1990; Storer, Wu, & Park, 1993; Vaessens, Aarts, & Lenstra, 1996). Untuk melakukan optimasi oleh algoritma genetika, variabel desain dinyatakan oleh string genetik, seperti yang ditunjukkan pada Gambar 2.
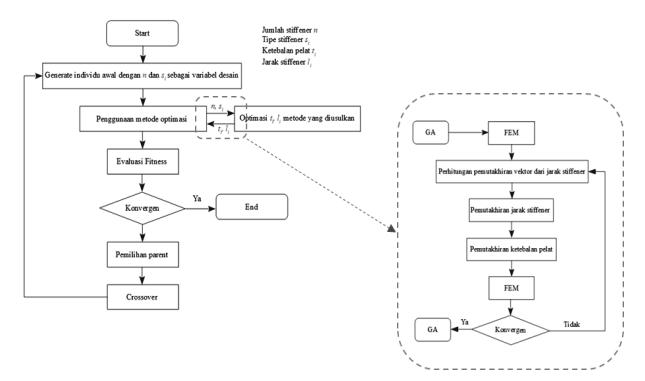
Gambar 1. Proses hybrid GA
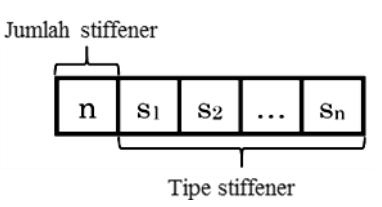
Gambar 2. Representasi variabel diskrit dalam bentuk string genetik
2.2 Metode optimasi lanjut
Variabel kontinyu dalam studi ini yaitu jarak stiffener dan ketebalan pelat dapat ditentukan dengan metode optimasi berikutnya dimana jarak stiffener dihasilkan oleh metode steepest descent dan ketebalan pelat dihasilkan oleh penurunan persamaan teori beam.
2.2.1 Pemutakhiran jarak stiffener
Pada tahap ini, pemutakhiran jarak stiffener dilakukan menggunakan Persamaan 1 dengan memodifikasi metode steepest descent yang mana \(I^a\) dan \(I^{a+1}\) adalah vector yang mewakili semua jarak stiffener pada tahap sekarang dan selanjutnya dan parameter \(\gamma\) diambil dari nilai arbitraty sedangkan d' adalah arah pencarian untuk variabel desain jarak stiffener. Vektor gradien d' yang ditunjukkan oleh Persamaan 3 adalah memodifikasi dari nilai vector gradient d untuk meningkatkan akurasi yang diperoleh dari perbedaan nilai antara fungsi objektif awal \(f_{init}\) dan \(f_i\) yang diperoleh dari Persamaan 2. Untuk mempertahankan hasil yang akurat, total dari jarak stiffener harus sama dengan panjang pelat \(l_x\) pada arah x yang ditunjukkan pada Gambar 3.
\[\mathbf{l}^{a+1} = \mathbf{l}^a - \gamma \mathbf{d}' \tag{1}\]
\[\begin{bmatrix} f_0 \\ f_1 \\ f_2 \\ f_2 \\ f_4 \\ f_6 \end{bmatrix} = L_y \rho \begin{bmatrix} l_0 + \Delta l & l_1 & l_2 & l_2 & l_4 & l_5 \\ l_0 & l_1 + \Delta l & l_2 & l_3 & l_4 & l_5 \\ l_0 & l_1 & l_2 + \Delta l & l_3 & l_4 & l_5 \\ l_0 & l_1 & l_2 + \Delta l & l_4 & l_5 \\ l_0 & l_1 & l_2 & l_2 + \Delta l & l_4 \end{bmatrix}\] \[(2)\]
\[d' = \begin{bmatrix} d'_0 \\ d'_1 \\ d'_2 \\ d'_3 \\ d'_4 \\ d'_4 \end{bmatrix} = \begin{bmatrix} 1 & -1/5 & -1/5 & -1/5 & -1/5 & -1/5 \\ -1/5 & 1 & -1/5 & -1/5 & -1/5 & -1/5 \\ -1/5 & -1/5 & 1 & -1/5 & -1/5 & -1/5 \\ -1/5 & -1/5 & -1/5 & 1 & -1/5 & -1/5 \\ -1/5 & -1/5 & -1/5 & -1/5 & 1 & -1/5 \\ -1/5 & -1/5 & -1/5 & -1/5 & -1/5 & 1 \end{bmatrix} \begin{bmatrix} f_0 - f_{init} \\ f_1 - f_{init} \\ f_2 - f_{init} \\ f_4 - f_{init} \\ f_6 - f_{init} \\ f_6 - f_{init} \end{bmatrix}\](3)
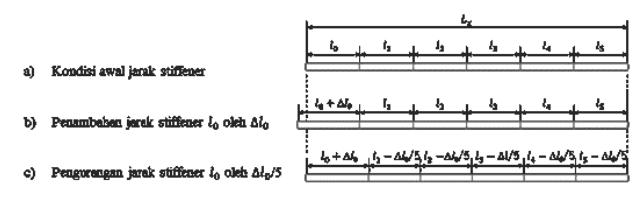
Gambar 3. Proses untuk mempertahankan total jarak stiffener tetap konstan dengan mencari arah dari d'
2.2.2 Pemutakhiran ketebalan pelat
Pemutakhirkan ketebalan pelat adalah tahap terakhir dari proses optimasi yang diperbarui dari beberapa kendala seperti deformasi, tegangan maksimum, tegangan bending, tegangan buckling, dan tegangan geser dan proses ini tidak memerlukan pertimbangan dari tahap desain sebelumnya (Kitamura, Hamada, Takezawa, & Uedera, 2011). Pada kendala deformasi, deformasi dibagi menjadi deformasi global dan deformasi lokal. Deformasi global pada pada stiffener \(w_{Gs}\) ditentukan oleh kekakuan lentur dari stiffener dan beban yang diterima oleh stiffener, dengan demikian distribusi beban pada pelat akan berubah sesuai jarak stiffener yang ditentukan. Kemudian, Deformasi global sendiri terdiri dari deformasi global pada stiffener \(w_{Gs}\) dan deformasi global pada pelat \(W_{Gp}\). Untuk deformasi global pada stiffener diprediksi oleh Persamaan 4 dari jarak stiffener antara kedua sisi stiffener. Yang kemudian nilai deformasi global itu digunakan untuk memprediksi nilai deformasi global pada pelat \(W_{G_i}(x_i)\) yang menggunakan persamaan pendekatan dari elemen Hermitian Beam, dimana \(w_{Ge}^{a+1}\), \(w_{Gs_{i+1}}^{a+1}\), \(\theta_{xi}\) dan \(\theta_{xi+1}\) adalah perpindahan dan rotasi di sekitar sumbu pada kedua ujung jarak stiffener yang ditunjukkan oleh Persamaan 5, dan \(x_i\) adalah koordinat lokal pada jarak stiffener i yang letaknya pada stiffener i. Selanjutnya penentuan perkiraan deformasi berikutnya
diperoleh dari defromasi lokal pawa pelat
ditunjukkan pada Persamaan 6. \[w_{Gs_i}^{a+1} = \frac{l_{i-1}^{a+1} + l_i^{a+1}}{l_{i-1}^a + l_i^a} w_{Gs_i}^a\] (4)
\[\begin{split} w_{G_{i}}(x_{i}) &= w_{Gs_{i}}^{a+1} \left( 1 - 3 \frac{x_{i}^{2}}{l_{i}^{2}} + 2 \frac{x_{i}^{3}}{l_{i}^{2}} \right) - \theta_{yi} \left( -x_{i} + 2 \frac{x_{i}^{2}}{l_{i}} - \frac{x_{i}^{3}}{l_{i}^{2}} \right) \\ &+ w_{Gs_{i+1}}^{a+1} \left( 3 \frac{x_{i}^{2}}{l_{i}^{2}} - 2 \frac{x_{i}^{3}}{l_{i}^{2}} \right) - \theta_{yi+1} \left( \frac{x_{i}^{2}}{l_{i}} - \frac{x_{i}^{3}}{l_{i}^{2}} \right) \end{split}\](5)
\[W_{L_i}(x_i) = W(x_i) - W_{G_i}(x_i)\] (6)
Pemutakhiran ketebalan pelat dihitung oleh Persamaan 7 yang berasal dari persamaan maximum deformasi pada kasus bending pada pelat. Dimana a adalah langkah, \(w_{Lc}\) adalah kendala batas deformasi lokal, \(w_c\)adalah batas dari total deformasi, dan \(w_{Lc}\) adalah perbedaan antara batas deformasi total dan deformasi global pada pelat. Selain itu, pemutakhiran ketebalan pelat juga berasal dari persamaan tegangan maksimum, tegangan buckling, tegangan bending, dan tegangan geser yang ditunjukkan pada Persamaan 8, 9, 10, dan 11. Dimana \(\sigma_c\) rmenunjukkan kendala tegangan. Penentuan ketebalan pelat diperoleh dari nilai maksimum dari seluruh komponen persamaan ketebalan pelat seperti yang ditunjukkan pada Persamaan 12.
\[t_w^{a+1} = t^a \sqrt[3]{\frac{l^{a+1^4}}{l^{a^4}} \frac{w_L^a}{w_{Lc}}} = t^a \sqrt[3]{\frac{l^{a+1^4}}{l^{a^4}} \frac{w_{Lp}^a}{w_c - w_{Gp}^{a+1}}}\](7)
\[t_{\sigma_{max}}^{a+1} = t^a \frac{l^{a+1}}{l^a} \sqrt{\frac{\sigma_{max}^a}{\sigma_c}}\] (8)
\[t_{\sigma_{bc}}^{a+1} = t^a \frac{l^{a+1}}{l^a} \frac{\sigma_{bc}^a}{\sigma_c}\] (9)
\[t_{\sigma_{bd}}^{a+1} = t^a \frac{l^{a+1}}{l^a} \sqrt{\frac{\sigma_{bd}^a}{\sigma_c}}\] (10)
\[t_{\sigma_{sh}}^{a+1} = t^a \frac{l^{a+1}}{l^a} \frac{\sigma_{sh}^a}{\sigma_c}\] (11)
\[t^{a+1} = max(t_w^{a+1}, t_{\sigma_{max}}^{a+1}, t_{\sigma_{bc}}^{a+1}, t_{\sigma_{bd}}^{a+1}, t_{\sigma_{sh}}^{a+1})\] (12)
3. Studi Kasus
3.1 Model
Struktur dek pada kapal tanker dipilih sebagai studi kasus yang mana tersusun dari pelat dan stiffener yang merupakan lokasi yang tepat untuk dilakukan optimasi dengan mengikuti rekomendasi dari peraturan klas kapal. Penulis membatasi model ini dengan mengambil bagian dari struktur dek kapal dengan kondisi fixed support keliling dari pelat dengan lebar 2270 mm dan panjang 3740 mm seperti yang ditunjukkan pada Gambar 4. Ketebalan pelat dari struktur dek adalah 10 mm yang memiliki empat stiffener dengan ukuran awal 100 x 75 x 7 mm. Kondisi pembebanan adalah beban dari berat struktur dan tekanan lateral p yang diarahkan ke permukaan pelat. Detail dari data awal struktur dek ditunjukkan pada Tabel 1.
Tabel 1. Data awal
| Item | Satuan | Desain awal |
|---|---|---|
| n (jumlah stiffener) | - | 4 |
| l (jarak stiffener) | mm | 454 |
| Beban | N/mm2 | 0.0343 |
| Material | - | HT32 |
| Massa Jenis | kg/m3 | 7800 |
Gambar 4. Sruktur dek
3.2 Variabel desain
Pada studi ini, variabel desain dibagi menjadi variabel diskrit yaitu jumlah stiffener n dan bentuk stiffener \(s_i\) dan variable kontinyu yaitu jarak stiffener \(l_i\) dan ketebalan pelat \(t_i\). Variasi dari jumlah stiffener adalah 3-6 stiffener dengan delapan kemungkinan bentuk yang akan dipilih yang ditunjukkan pada Tabel 2. Konfigurasi dari variabel desain dapat dilihat dari Gambar 5.

Gambar 5. Konfigurasi variabel desain
Tabel 2. Tipe dari stiffener
| Tipe stiffener | A x B x T1/T2 (mm) | A (mm²) | Ix (mm2) |
|---|---|---|---|
| 0 | 65 x 65 x 6 | 753 | 1.91 × 106 |
| 1 | 75 x 75 x 6 | 873 | \(2.84 \times 10^{6}\) |
| 2 | 75 x 75 x 9 | 1269 | \(3.69 \times 10^6\) |
| 3 | 100 x 75 x7 | 1187 | \(6.74 \times 10^6\) |
| 4 | 100 x 75 x 10 | 1650 | \(8.60 \times 10^6\) |
| 5 | 125 x 75 x 7 | 1362 | \(1.11 \times 10^7\) |
| 6 | 125 x 75 x 10 | 1900 | \(1.42 \times 10^7\) |
| 7 | 150 x 90 x 9 | 2094 | \(2.49 \times 10^7\) |
3.3 Kendala batas
Kendala batas mengikuti rekomendasi dari peraturan klas kapal IACS Common Structural Rules (IMO, 2012) sehingga bisa diimplementasikan sesuai kondisi sebenarnya dilapangan yang memiliki enam kendala batasan seperti dibawah ini:
\[\delta \le 0.0056 \cdot l_{max} [mm] \tag{13}\]
Pada Persamaan (13), \(\delta\) mengacu pada batas deformasi dan \(l_{max}\) mengacu pada rentang terbesar dari primary supporting members.
\[\sigma_{max} \le 0.8R_{eH} \left[ N/mm^2 \right] \tag{14}\]
Pada Persamaan (14), \(\sigma_{max}\) mengacu pada tegangan maksimum pada struktur dan \(R_{eH}\) mengacu pada kekuatan luluh material dimana pada studi ini menggunakan HT32 dengan 315 N/mm<sup>2</sup>.
\[\sigma_{bc} \le 0.8\sigma_{max} \left[ N/mm^2 \right] \tag{15}\]
\[\sigma_{bd} \le 0.8 \sigma_{max} [N/mm^2]\] (16)
\[\sigma_{sh} \le 0.4 \sigma_{max} \left[ N / mm^2 \right] \tag{17}\]
Pada Persamaan 15, 16, dan 17, \(\sigma_{bc}\) mengacu pada tegangan buckling, \(\sigma_{bd}\) mengacu kepada tegangan bending, dan \(\sigma_{sh}\) mengacu pada tegangan geser yang terjadi pada struktur.
\[Z = \frac{1000 l^2 sp}{12\sigma_a} [mm^3]\] (18)
Pada Persamaan 18, Z mengacu batas batas minimal dari section modulus pada stiffener, l dalam mm mengacu pada jarak antara primary supporting member, s dalam mm mengacu pada jarak stiffener, p dalam N/mm² mengacu pada tekanan, dan dalam N/mm² mengacu pada tegangan yang diizinkan yang mana sama dengan 0.8 R<sub>eH</sub>.
3.4 Fungsi objektif
Fungsi objektif pada studi ini adalah total dari biaya fabrikasi yang terdiri dari biaya material dan biaya pengelasan pada keseluruhan model yang mana harga material dari referensi adalah sekitar 9.000.000/ton dan biaya pengelasan sekitar Rp.600.000/m. Biaya pengelasan diperoleh dari panjang pengelasan yang dibutuhkan yang ditunjukkan pada Gambar 6. Seperti yang disebutkan diawal, struktur dek yang optimal adalah yang memiliki biaya fabrikasi yang paling rendah. Perhitungan biaya fabrikasi sesuai Persamaan 19 seperti dibawah ini:
\[f(n, A, t, l) = \left(\sum_{i=0}^{n-1} A_i L_y \rho + \sum_{i=0}^{n} t_i l_i L_y \rho\right) c_1 + \left(2L_x + (2+n)L_y\right) c_2 \quad (19)\]
Dimana, n = jumlah stiffener,
\(A_i\) = luas penampang stiffener (mm2),
\(L_x\) = lebar atau panjang pada arah x (mm),
\(L_y\) = lebar atau panjang pada arah y (mm),
\(\rho\) = massa jenis (kg/mm3),
\(t_i\) = ketebalan pelat (mm),
\(l_i\) = jarak stiffener (mm),
\(c_I\) = harga material (dalam Rupiah), dan
\(c_2\) = biaya pengelasan (dalam Rupiah)
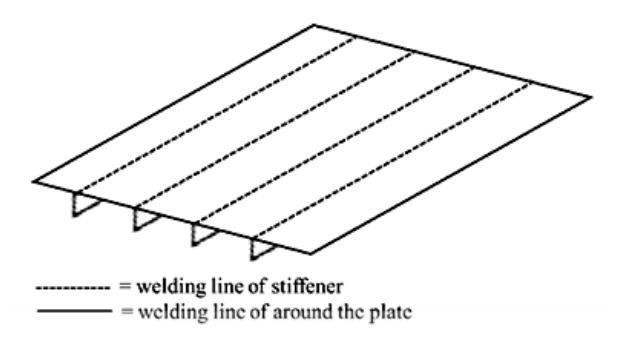
Gambar 4. Jalur pengelasan
276 Jurnal Teknik Sipil
4. Hasil optimasi
Penulis mengembangkan program optimasi yang terintegrasi dengan Finite Element Analysis menggunakan Bahasa pemrograman C untuk mengoptimasi desain awal. Hasil optimasi dari pengembangan metode optimasi Hybrid GA dibandingkan dengan data awal yang ditunjukkan pada Tabel 3. Dari tabel tersebut, jumlah stiffener mengalami pengurangan dari empat menjadi tiga dan ketebalan pelat juga mengalami perubahan dari 10 mm menjadi 4.27 mm yang mana dalam hal ini deformasi maksimum dan tegangan bending tercapai pada batas maksimum yang di telah di atur pada konidisi batas. Namun, ketebalan minimum harus 6 mm yang telah diatur oleh peraturan klas akan tetapi hal tersebut tidak menjadi masalah karena penulis dapat mengatur ketebalan minimum pada 6 mm. Dalam studi ini, penulis ingin menunjukkan bahwa metode optimasi yang diusulkan berhasil dan efektif untuk mengoptimasi model ini.
Seperti yang ditunjukkan pada Gambar 7, tegangan maksmimum adalah 178.94 N/mm2 yang mana tidak
mencapai batas maksimum dari kondisi kendala karena tegangan bending lebih besar dari tegangan maksimum yang mana ketebalan pelat ditentukan dari ketebalan terbesar dari seluruh komponen kendala batas dari semua tegangan. Dalam kasus ini, tegangan bending tercapai pada batasan maksimum yaitu 201.6 N/mm2 . Tegangan bending dominan dari tegangan lain diakibatkan kondisi pembebanan adalah beban permukaan atau beban bending, sehingga nilai tegangan bending lebih besar dari tegangan lain. Sedangkan tegangan buckling dan tegangan geser hampir mendekati 0 N/ mm2 karena beban yang diberikan hanya tekanan lateral atau beban bending dan juga disebabkan oleh kondisi batas dari pelat yaitu fixed support yang mengakibatkan tidak terjadi perpindahan pada arah x dan y. Dampak dari kondisi ini adalah tidak terjadinya gaya aksial dan gaya geser.
Deformasi maksimum yang ditunjukkan pada Gambar 8 juga tercapai pada bagian tengah pelat yaitu 16.3 mm. Hasil ini mengikuti rekomendasi IACS regulation yang mana nilai deformasi maksimum tergantung dari rentang antara primary supporting member. Dari hasil
Tabel 3. Perbandingan data awal dan hasil optimasi
| Item | Satuan | Batasan dari klas | Data awal | Hasil optimasi |
|---|---|---|---|---|
| n (jumlah stiffener) | - | - | 4 | 3 |
| s (tipe stiffener) | - | - | 3;3;3;3 | 3;3;3 |
| l (jarak stiffener) | mm | - | 454; 454; 454; 454; 454 | 522.97; 612.03; 612.03; 522.97 |
| t (ketebalan pelat) | mm | - | 10 | 4.27 |
| Tegangan maksimum | N/mm2 | 252 | 95.43 | 178.94 |
| Tegangan bending | N/mm2 | 201.6 | 32.09 | 201.6 |
| Deformasi maksimum | mm | 16.3 | 6.5 | 16.3 |
| Total Massa | kg | - | 854.74 | 427.16 |
| Biaya Fabrikasi | ¥ | - | 23,561,430.10 | 17,482,580.70 |
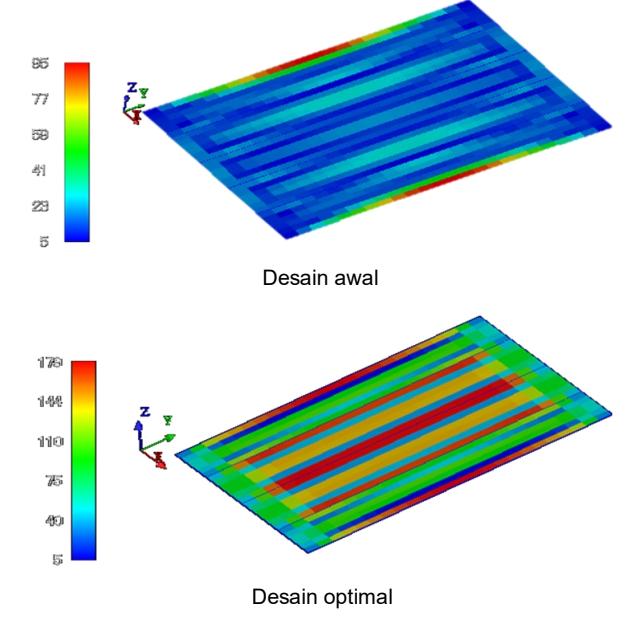
Gambar 7. Perbandingan distribusi tegangan pada model awal dan model hasil optimasi
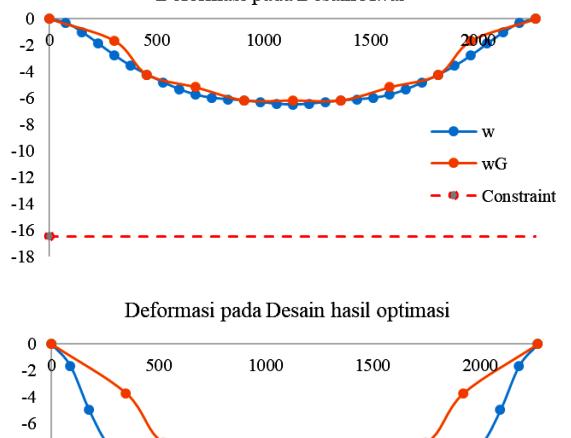
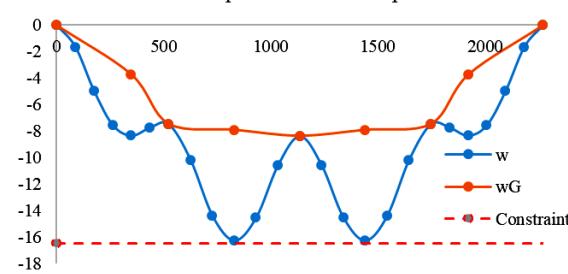
Gambar 8. Perbandingan deformasi pada desain awal dan desain hasil optimasi
optimasi yang dihasilkan, biaya fabrikasi mengalami penurunan dari Rp. 23,561,430.10 menjadi Rp. 17,482,580.70, atau mengalami penurunan sebesar 25% yang terdiri dari biaya material dan biaya pengelasan. Jadi, Hybrid GA sebagai metode yang diusulkan terbukti efektif untuk mengoptimasi struktur dek kapal yang tersusun dari pelat dan stiffener yang mana juga telah dibuktikan oleh (Kitamura Mitsuru; Nobukawa, 2000) bahwa penggunaan algoritma genetika dapat menentukan optimum global dengan mudah dibandingkan metode optimasi konvensional lainnya. Hybrid GA telah terbukti dapat mengoptimalkan jumlah stiffener, bentuk stiffener, jarak stiffener, dan ketebalan pelat untuk memperoleh desain yang optimal.
5. Kesimpulan
- a. Dalam studi ini, metode optimasi diusulkan untuk mengurangi biaya fabrikasi pada struktur dek kapal yang dalam hal ini diterapkan pada struktur dek pada kapal tanker. Untuk menyelesaikan permasalahan optimasi ini, penulis mengembangkan Hybrid GA yang merupakan kombinasi dari algoritma genetika dan metode optimasi lanjut yang menggunakan Bahasa pemrograman C. Algoritma genetika berfungsi untuk menentukan jumlah dan bentuk stiffener yang optimal sedangkan metode optimasi lanjut berfungsi untuk mengoptimasi jarak stiffener dan ketebalan pelat.
- b. Selain itu, penulis menambahkan mekanisme untuk memenuhi kondisi kendala setara dengan menggunakan metode steepest descent. Dan selanjutnya, untuk meningkatkan akurasi dari prediksi ketebalan pelat berdasarkan kendala deformasi, penulis membagi menjadi deformasi global dan deformasi lokal. Dengan diterapkannya hybrid GA pada stuktur dek, hasil optimasi menunjukkan bahwa program optimasi yang dikembangkan dapat mengurangi biaya fabrikasi pada struktur dek sekitar 25%.
- c. Dengan demikian, studi ini dapat memberi rekomendasi kepada galangan kapal metode untuk mengurangi biaya fabrikasi dalam membangun sebuah kapal. Kedepannya, program ini akan dikembangkan dengan penambahan variabel yaitu pemilihan material untuk mengurangi berat dan biaya fabrikasi.
Ucapan Terima Kasih
Studi ini didukung oleh Lembaga Pengelola Dana Pendidikan (LPDP) dan JSPS KAKENHI Grant No. 16H04603.