
1. Pendahuluan
Lebih dari 60% pekerjaan konstruksi di Indonesia menggunakan material beton. Beton yang digunakan terdiri daribeton cast in situ dan beton precast. Dibandingkan metode cast in situ, Beton precast memberikan keuntungan dalam hal kualitas, biaya, dan durasi (Gustinurrohim, 2019). Beton precast yang digunakan harus memiliki
kualitas yang baik, namun seringkali ditemukan sejumlah cacat seperti crack yang disebabkan kesalahan penyimpanan beton precast (Razak et al, 2015), chipping disebabkan kurangnya pelumas bekisting saat pengecoran, kesalahan saat handling beton precast (Shayanfar et al, 2017), honeycombing karena kurangnya agregat halus dan semen, workabilitas rendah ataupun kelebihan penggunaan lubricants (Shayanfar et al, 2017), bleeding yaitu
* Penulis Korespondensi: yuliawidyaningsih23@gmail.com
ketidakmampuan beton dalam mengikat campuran air yang disebabkan oleh ketidaktepatan mix design (Shayanfaret al, 2017).
Untuk menghasilkan beton precast yang berkualitas melibatkan berbagai aspek yang perlu diperhatikan, ketentuan dan spesifikasi distandarisasi dengan beberapa peraturan seperti SNI 7833:2012, SNI 2847:2013, CONQUAS for precast dari Singapura, Japanese Industrial Standard for Precast Prestressed Concrete Product, Japanese Industrial Standard for precast concrete products – General rules of materials and product methods, National Code of Practice for Precast dan Guide to Off-form Concrete Finishes dari Australia, ACI 543R tentang Design, Manufacture, and Installation of Concrete Piles dari Amerika. Kemudian untuk mengelola target kepuasan konsumen diperlukan suatu sistem manajemen kualitas yang baik.
Manajemen kualitas merupakan upaya untuk mencapai produk dengan kualitas yang konsisten. Beberapa metode manajemen kualitas yang dapat digunakan adalah Zero Defect dengan karakteristik mampu mengurangi defect melalui tindakan pencegahan serta menghendaki kesempurnaan atau menghilangkan cacat sama sekali (Krishnan, 2015), kemudian metode Six Sigma dimana berdasarkan perspektif statistik Six Sigma berasal dari konsep standar deviasi yang merupakan cara statistik untuk menggambarkan seberapa banyak variasi yang ada dalam proses atau data (Goetsch, 2014), selain itu pengukuran Six Sigma juga digunakan untuk mengkuantifikasi kemampuan proses yang berasal dari representasi variasi proses menggunakan distribusi normal. Berdasarkan perspektif metodologi, Six Sigma merupakan pendekatan menyeluruh untuk menyelesaikan masalah dan peningkatan kualitas proses melalui fase DMAIC (Define, Measure, Analyze, Improve, Control) (Smetkowska, 2018). Berdasarkan kedua metode yang telah disebutkan, Six Sigma lebih baik karena standar kinerja yang digunakan dalam zero defect yang tidak mengijinkan cacat sama sekali serta biaya yang digunakan untuk implementasi zero defect yang lebih tinggidibandingkan Six Sigma (Krishnan, 2015).
Six Sigma telah berhasil diterapkan dalam berbagai kasus. Pada proyek konstruksi, penerapan Six Sigma dapat meningkatkan kualitas internal finishes komponen arsitektur dari 2.66 sigma menjadi 3.95 sigma (Pheng et al, 2004). Implementasi Six Sigma dapat mengidentifikasi titik kritis penyebab keterlambatan penyelesaian proyek yang biasanya menyebabkan kerugian lebih dari 3 juta pound (Stewart et al, 2006). Pada proyek konstruksi juga yaitu pada New Doha International Airport Project penerapan Six Sigma mampu mengoptimalkan proses teknik pemadatan (Avsar et al, 2006). Pada perusahaan beton precast, Six Sigma dapat mengidentifikasi cacat terbesar pada produk, mengidentifikasi penyebab kecacatan, serta merekomendasikan rencana aksi perbaikan (Dubey et al, 2016). Implementasi Six Sigma juga dapat menentukan kapabilitas proses produksi (Cpk), menemukan akar penyebab variasi, eliminasi penyebab variasi dan mencapai peningkatan proses dengan mengaplikasikan quality tools (Bhagatkar et al, 2016).
Penerapan Six Sigma memerlukan elemen penting seperti infrastruktur organisasi, perlu adanya pelatihan, perlu adanya metodologi DMAIC (Define, Measure, Analyze, Improve, Control) serta penggunaan alat bantu seperti control chart, cause effect diagram, dan lainnya (Pheng et al, 2004). Selain itu, penerapan di Indonesia juga mengalami tantangan yaitu rendahnya penggunaan IT dan quality improvement tools seperti fishbone diagram, control chart, pareto chart, dan lainnya (Amar et al, 2015), juga sulitnya mendapatkan kualifikasi SDM yang memadai untuk mengisi posisi yang terkait dengan kemampuan terhadap statistik (The Jakarta Consulting Group,2019).
Beton precast yang rentan terhadap cacat memerlukan manajemen kualitas, salah satunya dengan Six Sigma, Penerapan six sigma bukanlah suatu yang mudah karena melibatkan berbagai hal mulai dari perlu adanya elemensix sigma, adanya tantangan penerapan six sigma di Indonesia. Sehingga perlu dilakukan identifikasi potensi penerapannya. Pada penelitian ini akan dilihat potensi penerapan prinsip produksi berdasarkan konsep six sigma pada salah satu perusahaan beton precast di Indonesia. Penelitian ini bertujuan untuk menganalisis penerapan prinsip manajemen kualitas, menganalisis kualitas proses produksi dan menentukan potensi penerapan prinsip produksi berdasarkan konsep Six Sigma pada salah satu perusahaan beton precast di Indonesia.
2. Tinjauan Pustaka
2.1 Beton precast
Beton merupakan salah satu material penting yang digunakan dalam kontruksi. Beton cast in situ merupakan beton yang pembuatannya dilakukan di lokasi proyek, sedangkan beton precast merupakan beton yang pembuatannya dilakukan di pabrik atau casting yard lalu ditransportasikan ke lokasi proyek untuk disusun menjadi suatu strukturyang utuh (Elliot, 2019). Sistem struktur beton precast merupakan alternatif teknologi dalam perkembangan konstruksi di Indonesia yang memiliki berbagai keunggulan dibandingkan beton cast in situ seperti durasi proyek yang lebih singkat, mereduksi biaya konstruksi, kontinuitas proses konstruksi dapat terjaga, produksi masal, mengurangi biaya pengawasan, mengurangi kebisingan di lokasi proyek, dan kualitas beton yang lebih baik. Disamping keunggulan yang dimiliki, beton precast juga memiliki berbagai kekurangan yaitu membutuhkan biaya tambahan untuk pengadaan alat transportasi, membutuhkan alat pengangkut untuk menyatukan elemen-elemen beton menjadi satu kesatuan (Gustinurrohim, 2019).
Kualitas beton precast yang baik akan dihasilkan dari proses yang baik dan sesuai standar kualitas yang telah ditentukan berdasarkan kebutuhan pasar (Darsono, 2013). Dengan demikian diperlukan suatu standar yang secara lengkap mengatur mengenai kualitas beton precast yang terdiri dari ketentuan desain, fabrikasi, delivery, handling, storage, inspeksi, instalasi dan ketentuan cacat untuk melihat seberapa baik proses produksi yang dilakukan perusahaan. Pada penelitian
ini akan diidentifikasi standar dari berbagai negara seperti Indonesia, Singapura, Jepang, Australia, Amerika.
2.2 Kualitas
Kualitas dikaitkan sebagai suatu produk atau hasil yang dapat memuaskan konsumen (Bregman et al, 2005). Untuk mencapai kualitas yang diharapkan konsumen, maka perlu dilakukan manajemen kualitas. Manajemen kualitas merupakan upaya untuk mencapai produk dengan kualitas yang konsisten mencakup perencanaan, pelaksanaan, pemeriksaan, dan peningkatan kualitas. Manajemen kualitas yang ada saat ini telah berevolusi dalam beberapa tahap yang mencerminkan tingkatan upaya pencapaian kualitas atau dikenal sebagai level model evolusi manajemen kualitas. Tahap awal evolusi manajemen kualitas dimulai dari tahap "Inspeksi" kemudian meningkat menjadi Pengendalian Kualitas (Quality Control/ QC), lalu Penjaminan Kualitas (Quality Assurance/QA), dan kemudian menjadi Manajemen Kualitas secara menyeluruh (Total Quality Management/ TQM). TQM melibatkan setiap fungsi dan level organisasi dari puncak hingga bawah (Besterfield, 2003).
Beberapa prinsip yang dikenal dalam prinsip manajemen kualitas berdasarkan ISO 9001:2015 terdiri dari Customer Focus, Leadership, Engagement of People, Process Approach, Improvement, Evidence Based Decision Making, dan Relationship Management.
Pada prinsip Process Approach dikenal istilah system of managed processes yang merupakan rangkaian proses dalam suatu organisasi. Aktivitas atau kelompok aktivitas yang menggunakan sumber daya untuk mengubah input menjadi output disebut proses. Ilustrasi system of managed processes diperlihatkan pada Gambar 1.
System of managed processes terdiri dari empat proses yaitu; Mission management process yang merupakan proses menentukan arah bisnis sesuai dengan misi yang ditetapkan. Resource management process merupakan proses menentukan, mendapatkan, dan memelihara sumber daya. Demand creation process merupakan proses yang bertujuan sebagai strategi promosi untuk menarik konsumen. Demand fulfillment process merupakan proses mengubah keinginan konsumen menjadi produk dan jasa (Hoyle, 2009). Beberapa tindakan/indikator tindakan yang dapat dilakukan dalam mewujudkan penerapan prinsip manajemen kualitas diperlihatkan pada Tabel 1.
2.3 Six sigma
2.3.1 Perspektif statistik
Six Sigma merupakan metode pengendalian kualitas secara statistik. Sigma adalah suatu istilah statistik untuk menunjukkan penyimpangan standar (standard deviation) yang menyatakan nilai simpangan terhadap nilai tengah, suatu indikator dari tingkat variasi dalam seperangkat pengukuran atau proses (Greg, 2002 dikutip dari Yulia, 2006). Suatu proses dikatakan baik apabila berjalan pada suatu rentang yang disepakati. Rentang tersebut memiliki batas penerimaan untuk suatu kualitas dinamakan batas spesifikasi (Specification Limits), batas
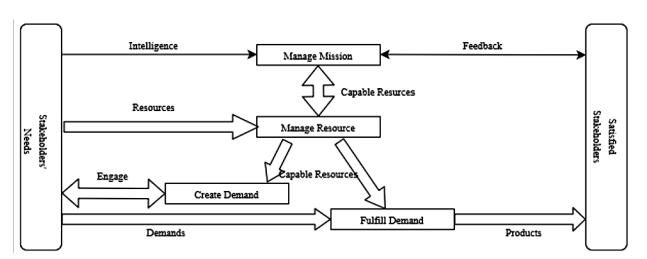
Gambar 1. Model organisasi sebagai sebuah sistem system of managed processes (Hoyle, 2009)
atas atau USL (Upper Specification Limit) dan batas bawah atau LSL (Lower Specification Limit).
Pengukuran 6σ digunakan untuk menandakan kemampuan proses (process capability) yang berasal dari representasi dari variasi proses yang menggunakan distribusi normal. Kualitas proses produksi dari suatu perusahaan ditunjukan dengan nilai sigma mulai dari level sigma 1 dan seterusnya, semakin tinggi nilai sigma artinya kualitas proses produksi perusahaan semakin baik (Pheng et al, 2004).
2.3.2 Perspektif metodologi
Six Sigma merupakan pendekatan menyeluruh untuk menyelesaikan masalah dan peningkatan kualitas proses melalui fase DMAIC (Define Measure Analyze Improve Control). Define merupakan tahap mendefinisikan permasalahan, persyaratan konsumen, dan proses inti yang mempengaruhi konsumen. Measure merupakan tahapmengukur tingkat kinerja saat ini dengan membuat rencana pengumpulan data dan melaksanakan rencana pengumpulan data. Analyze merupakan tahap menganalisis data yang diperoleh untuk mengetahui faktor-faktor penyebab masalah, mengidentifikasi perbedaan antara situasi saat ini dan target yang ingin dicapai. Improve merupakan tahap menemukan dan mengimplementasikan solusi yang dapat mengeliminasi penyebab masalah, mengurangi variasi dalam proses, atau mencegah masalah terulang. Control merupakan tahap mengontrol kinerja proses secara rutin dan menjamin masalah tidak muncul kembali serta memastikan peningkatan kinerja tetap padatingkat yang diinginkan.
Alat yang dapat digunakan pada tahap Define yaitu SIPOC diagram, alat yang dapat digunakan pada tahap Measure yaitu control chart atau diagram pareto, alat yang dapat digunakan pada tahap Analyze yaitu cause and effect diagram/ fishbone diagram, alat yang dapat digunakan pada tahap Improve yaitu action plan, alat yang dapat digunakan pada tahap Control yaitu control chart (Smetkowska, 2018).
2.4 Faktor sukses keberhasilan implementasi six sigma
Keberhasilan implementasi Six Sigma dipengaruhi oleh beberapa faktor sukses yaitu, Dukungan Top Management, Strategi implementasi, Kolaborasi tim, Infrastruktur IT, Hubungan dengan konsumen, dan Komunikasi dengan supplier (Tlapa et al, 2016; Antony, 2004; Pheng et al, 2004)).
Tabel 1. Indikator tindakan penerapan prinsip manajemen kualitas (Misztal, 2010), (ISO, 2015) dan (Hoyle, 2009)
| No | Proses Bisnis | Prinsip Manajemen Kualitas | Indikator Penerapan Prinsip | Indeks |
|---|---|---|---|---|
| Customer Focus | Menghubungkan tujuan organisasi dengan kebutuhan pelanggan | 1A | ||
| Leadership | Menetapkan & mengkomunikasikan visi misi ke seluruh organisasi | 1B | ||
| 1 | Manage Mission | Apresiasi peningkatan prestasi supplier | 1C | |
| IVIISSIUII | Relationship | Komunikasi dengan supplier | 1D | |
| management | Dapat menentukan pihak berkepentingan | 1E | ||
| Dapat mengumpulkan dan berbagi informasi dengan pihak berkepentingan | 1F | |||
| Komunikasi dengan pelanggan | 2A | |||
| Craata | Adanya publicity material | 2B | ||
| 2 | Create Demand | Customer | Identifikasi kebutuhan pelanggan | 2C |
| 2 | 2 | Focus | Memenuhi kebutuhan pelanggan dengan melakukan desain sesuai standar prosedur | 2D |
| Customer Focus | Memenuhi kebutuhan pelanggan dengan pemeriksaan & Pengujian material serta pemeriksaan fungsi alat/mesin sesuai standar prosedur | 3A | ||
| Manage | Leader menyediakan sumber daya yang diperlukan | 3B | ||
| Leadership | Leader menyediakan pelatihan bagi karyawan | 3C | ||
| 3 | Leadership | Apresiasi kontribusi karyawan | 3D | |
| Resource | Fasilitas diskusi terbuka dan berbagi pengetahuan | 3E | ||
| Engagementof People | Adanya pendidikan dan pelatihan bagi karyawan | 3F | ||
| Evaluasi kinerja karyawan | 3G | |||
| Improvement | Peningkatan SDM (pelatihan) | 3H | ||
| Customer Focus | Memenuhi kebutuhan pelanggan dengan melakukan proses produksi sesuai standar prosedur | 4A | ||
| Leadership | Mengutamakan kerja tim | 4B | ||
| Engagement of People | Melibatkan karyawan dalam menyelesaikan masalah | 4C | ||
| Fulfil | Tujuan dari sistem serta proses yang diperlukan untuk mencapainya | 4D | ||
| Demand | Process Approach | Evaluasi proses dan tingkatkan dengan statistical tools | 4E | |
| 4 | Improvement | Inovasi Teknologi | 4F | |
| Evidence | Pengukuran kesesuaian produk | 4G | ||
| Based Decision | Penggunaan teknik statistik dalam pengambilan keputusan | 4H | ||
| Making | Pengukuran kepuasan pelanggan | 41 |
Keberhasilan implementasi Six Sigma dipengaruhi oleh elemen-elemen yang harus ada dalam Six Sigma yaitu, Infrastruktur Organisasi, Pelatihan, dan Metodologi DMAIC (Pheng et al, 2004; Smetkowska, 2018).
3. Metodologi Penelitian
Tahapan yang perlu dilakukan pada penelitian ini dapat dilihat pada Gambar 2. Penelitian dimulai dengan kajian pendahuluan yaitu perumusan latar belakang dan tujuan penelitian, kemudian studi literatur terkait literatur yang berhubungan dengan penelitian ini. Pengumpulan data dilakukan dengan melakukan studi kasus pada salah satu perusahaan beton precast di Indonesia. Studi kasus dilakukan dengan menelah sejauh mana penerapan prinsip manajemen kualitas dan melakukan pengukuran kualitas proses produksi. Sebelum studi kasus, terlebih dahulu dilakukan identifikasi standar beton precast dari berbagai negara kemudian hasil identifikasi standar ini akan digunakan pada pengukuran kualitas proses produksi.
Penelaahan penerapan prinsip manajemen kualitas dilakukan untuk mengidentifikasi kemampuan dasar perusahaan dalam mendukung penerapan konsep Six Sigma. Penelaahan dilakukan berdasarkan system of managed processes untuk dapat mengendalikan proses yang ditinjau (process control) (Putranto, 2018). Selanjutnya, masing-masing proses pada system of managed processes akan ditelaah berdasarkan indikator penerapan prinsip manajemen kualitas. Hasil penelaahan penerapan prinsip manajemen kualitas akan diolah dengan cara pemberian skor dimana teknik pemberian skor akan dilakukan menggunakan skala Guttman. Pengukuran kualitas proses produksi dilakukan menggunakan kuesioner yaitu kuesioner penerapan standar beton precast (kuesioner 1) dan kuesioner frekuensi masalah (kuesioner 2). Instrumen yang digunakan pada dua kuesioner ini menggunakan skala Guttman dan skala Likert (Sugiarto, 2020; Sugiyono, 2014).
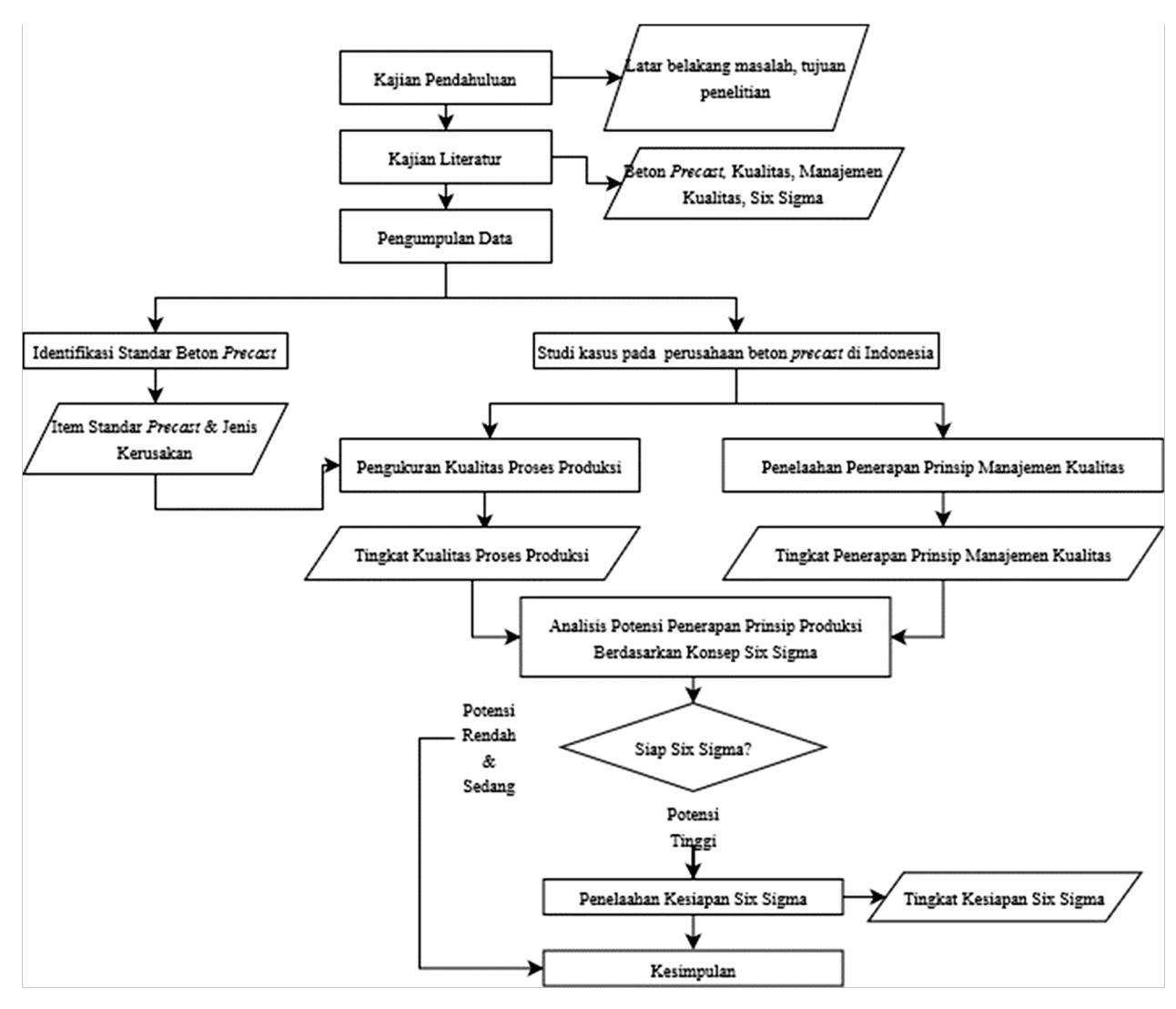
Gambar 2. Diagram alir penelitian
Tabel 2. Matriks singkat kualitas proses produksi
| X Y | Rendah / Sangat Rendah^a | Cukup^b | Tinggi / Sangat Tinggi^c |
|---|---|---|---|
| Mudah / Sangat Mudah^d | Baik | Baik | Belum Baik |
| Cukup^e | Baik | Baik | Belum Baik |
| Sulit / Sangat Sulit^f | Belum Baik | Belum Baik | Belum Baik |
Keterangan:
X : Tingkat Frekuensi MasalahY : Tingkat Penerapan Standar
^a : Apabila <40% masalah terjadi di perusahaan ^b : Apabila >40% - 60% masalah terjadi di perusahaan ^c : Apabila >60% masalah terjadi di perusahaan
^d : Apabila >60% item standar beton precast dapat diterapkan di perusahaan ^e : Apabila >40% - 60% item standar beton precast dapat diterapkan di perusahaan ^f : Apabila ≤40% item standar beton precast dapat diterapkan di perusahaan
Kedua kuesioner ini akan digunakan untuk menentukan Tingkat Kualitas Proses Produksi Perusahaan berdasarkan pengkategorian di Tabel 2. Potensi penerapan Six Sigma dilakukan berdasarkan hasil penelaahan penerapan prinsip manajemen kualitas dan hasil pengukuran kualitas proses produksi, dan ditentukan berdasarkan pengkategorian di Tabel 3.
Apabila perusahaan memiliki potensi "Tinggi" maka dilakukan penelaahan kesiapan perusahaan terhadap Six Sigma, berdasarkan faktor esensial dalam Six Sigma yaitu DMAIC dan dilakukan penilaian dengan menggunakan skala Guttman. Dari hasil penilaian apabila nilainya 0-50% maka perusahaan "Belum Siap" dalam menerapkan Six Sigma dan apabila nilainya 51-
Tabel 3. Matriks potensi penerapan Six Sigma
| A B | Tinggi | Rendah |
|---|---|---|
| Baik | Potensi Tinggi | Potensi Sedang |
| Belum Baik | Potensi Sedang | Potensi Rendah |
Keterangan:
A : Tingkat Penerapan Prinsip Manajemen Kualitas
B : Tingkat Kualitas Proses Produksi
100% maka perusahaan "Siap" dalam menerapkan Six Sigma.
4. Hasil Penelitian
4.2 Identifikasi standar beton precast
Identifikasi dilakukan dengan menelaah masingmasing standar berdasarkan faktor desain, fabrikasi, delivery, handling, storage, inspeksi, instalasi dan ketentuan cacat. Hasil identifikasi standar beton precast dari berbagai negara diperlihatkan oleh Tabel 4.
Berdasarkan tabel tersebut dipilih standar Indonesia dan Singapura yang memberikan pembahasan lebih detail. Pada studi ini dipilih standar Singapura sebagai standar acuan penelitian karena standar Singapura lebih lengkap dibandingkan standar Indonesia. Perbandingan detail antara kedua standar diberikan pada Lampiran Tabel 12.
4.2 Penelaahan penerapan prinsip manajemen kualitas perusahaan
Berdasarkan hasil kuesioner dan pengumpulan data sekunder, hasil penelaahan penerapan prinsip manajemen kualitas dalam lingkup system of managed processes diperlihatkan pada Tabel 5. Akumulasi nilai prinsip bernilai 84.5% yang menunjukan bahwa perusahaan memiliki Tingkat Penerapan Prinsip Manajemen Kualitas dengan kategori "Tinggi".
Hasil penelaahan menunjukan bahwa prinsip manajemen kualitas belum sepenuhnya diterapkan di perusahaan, dengan kekurangan pada beberapa indikator penting. Saat ini perusahaan belum melakukan evaluasi proses dimana evaluasi proses merupakan kegiatan memahami seberapa baik proses berjalan (Centers for Disease Control and Prevention, 2008). Evaluasi proses dapat dilakukan dengan control chart yang akan menunjukan variabilitas yang masih dapat diterima (Oakland, 2003). Apabila dari hasil control chart terdapat variabilitas yang diluar batas toleransi maka peningkatan kualitas dapat fokus pada mengurangi variabilitas tersebut.
Kemudian hasil dari evaluasi proses dapat digunakan untuk pengambilan keputusan, pengambilan keputusan dapat dilakukan dengan alat bantu seperti diagram pareto atau cause effect diagram, untuk menentukan masalah terbesardan mengidentifikasi akar masalahnya (Utami, 2018; Goetsch, 2014).
Selain itu, adanya aplikasi e-QC di perusahaan dapat memudahkan perusahaan dalam pengolahan data, karena aplikasi ini merupakan bank data yang menyimpan dokumentasi data kuat tekan benda uji. Sehingga pengolahan data dengan alat bantu statistik akan lebih mudah. Kedepannya diharapkan aplikasi e-QC tidak hanya membantu dalam pendokumentasi data kuat tekan benda uji, tapi juga dapat membantu pendokumentasian data cacat produkatau yang lainnya dan dapat diaplikasikan secara luas.
4.3 Pengukuran kualitas proses produksi
Pengukuran kualitas proses produksi dilakukan berdasarkan kuesioner penerapan standar beton precast (kuesioner 1) dan kuesioner frekuensi masalah (kuesioner 2). Kedua kuesioner diisi oleh 2 responden yang merupakan manajemen bagian mutu dan produksi dimana apabila item standar beton precast/item permasalahan terjadi di perusahaan maka responden memilih Y pada kolom Relevan dan sebaliknya,
Tabel 4. Hasil identifikasi standar beton precast dari berbagai negara
| Item Standar | |||||||
|---|---|---|---|---|---|---|---|
| Negara | Nama Standar | Desain | Fabrikasi | DHS | Inspeksi | Instalasi | Cacat |
| Singapura | 1 | √ | √ | √ | √ | √ | √ |
| 2 | √ | √ | √ | √ | |||
| Indonesia | 3 | √ | √ | √ | |||
| 4 | √ | √ | √ | ||||
| Jepang | 5 | √ | |||||
| 6 | √ | √ | √ | ||||
| Australia | 7 | √ | |||||
| Amerika | 8 | √ | √ | √ | √ | √ |
- 1. CONQUAS (The Construction Quality Assessment System)
- 2. SNI 7833:2012 tentang Tata Cara Perancangan Beton Precast dan Beton Prategang untuk Bangunan Gedung
- 3. SNI 2847:2013 tentang Persyaratan Beton Struktural untuk Bangunan Gedung
- 4. Japanese Industrial Standard A (JIS A) 5373:2004 Precast Prestressed Concrete Products
- 5. JIS A 5364 Precast Concrete Products General rules of materials and product methods
- 6. National Code of Practice for Precast, Tilt-Up and Concrete Elements in Building Construction
- 7. Guide to Off-form Concrete Finishes
- 8. ACI 543R (Design, Manufacture, and Installation of Concrete Piles)
DHS: Delivery, Handling, Storage
106 Jurnal Teknik Sipil
Tabel 5. Hasil penelaahan penerapan prinsip manajemen kualitas
| Prinsip Manajemen Kualitas | Indeks | Tindakan Penerapan Prinsip Manajemen Kualitas yang dilakukan Perusahaan | Nilai Indikator | Nilai Prinsip |
|---|---|---|---|---|
| 2C | Identifikasi kebutuhan beton precast yang diinginkan pelanggan. | 1 | ||
| 2B | Brosur produk | 1 | ||
| 2A | Pembuatan video profil dan digital marketing | |||
| Customer Focus | 3A, 4A | Kebutuhan pelanggan terpenuhi dengan melakukan proses produksi ataupun pemeriksaan sesuai standar prosedur | 1 | 100% |
| 1A | Perusahaan sudah menetapkan tujuan organisasi seperti yang ditunjukan pada Misi Perusahaan | 1 | ||
| 1B | Perusahaan sudah menetapkan visi, misi dan mengkomunikasikan visi misi ke seluruh organisasi | 1 | ||
| Leadership | 3D | Memberikan sejumlah penghargaan bagi para pegawai | 1 | 100% |
| , | 4B | Kerja tim dilakukan dengan melakukan rapat koordinasi mutu | 1 | |
| 3B | Leader menyediakan sumber daya yang diperlukan | 1 | ||
| 4C | Penyelesaian masalah dilakukan dengan rapat koordinasimutu | 1 | ||
| Engagementof | 3F | Perusahaan menyediakan berbagai pelatihan karyawan | 1 | 4000/ |
| People | 3G Adanya sistem manajemen kinerja terdiri dari KPI dan KBI | 1 | 100% | |
| 3E | Adanya forum teknik | 1 | ||
| Process Approach | 4D | Tujuan: Menghasilkan produk spun pile yang memenuhi harapan pelanggan. Proses Proses produksi spun pile. | 50% | |
| |-| | 4E | Belum ada evaluasi proses dan peningkatan dengan statistical tools | 0 | |
| 3H | Perusahaan menyediakan berbagai pelatihan bagi karyawan | 1 | ||
| Improvement | 45 | Adanya e-QC, pemanfaatan website dan media sosial | 1 | 75% |
| 4F | E-QC belum diaplikasikan secara luas di seluruh unit kerja perusahaan | 0 | ||
| 4G | Pengukuran kesesuaian produk dilakukan berdasarkan standar visual produk dan standar kualifikasi produk | 1 | ||
| Evidence Based DecisionMaking | 41 | Pengukuran kepuasan pelanggan dilakukan dengan survei kepuasan pelanggan | 1 | 66.67% |
| 4H | Belum ada penggunaan teknik statistik pada tahappeningkatan kualitas proses | 0 | ||
| 1C | Dilakukan dengan memberi sejumlah penghargaan kepadamitra kerja | 1 | ||
| Relationship | 1D | Menyelenggarakan vendor gathering | 1 | 4000/ |
| Management | 1E | Investor, supplier, pelanggan, media, pegawai, dan lainnya | 1 | 100% |
| 1F | Adanya komunikasi oleh Tim Investor Relations dan Tim Public Relations | 1 | ||
kemudian apabila responden memilih kolom Y maka responden diharuskan untuk mengisi Tingkat Kesulitan Penerapan Standar/Tingkat Frekuensi Masalah. Hasil pengolahan kedua kuesioner ini diperlihatkan oleh Tabel 6. Hasil vang didapatkan kemudian dirata-ratakan dan didapatkan nilai 92% yang menunjukkan kategori penerapan standar di perusahaan "Sangat Mudah".
Selanjutnya hasil pengolahan kuesioner frekuensi permasalahan diperlihatkan oleh Tabel 7. Hasil yang didapatkan kemudian dirata-ratakan dan didapatkan nilai 13% yang menunjukan frekuensi masalah yang terjadi di perusahaan memiliki kategori "Sangat Rendah".
Selanjutnya, Tingkat Kualitas Proses Produksi ditentukan berdasarkan matriks pada Tabel 8. Berdasarkan pengukuran kualitas proses produksi, saat ini perusahaan memiliki tingkat frekuensi permasalahan kualitas produk dengan kategori "Sangat Rendah" disebabkan karena proses produksi perusahaan baik dan adanya penerapan standar beton precast dengan kategori sangat mudah. Namun, meskipun proses produksi perusahaan baik
permasalahan kualitas produk merupakan sesuatu yang tidak dapat dihindari sebagaimana hasil kuesioner frekuensi masalah bahwa saat ini perusahaan memiliki permasalahan crack, honeycombing, dan bleeding. Hal ini juga didukung sebagaimana penelitian (Darsono, 2013) bahwa "kualitas produk yang baik akan dihasilkan dari proses yang baik dan sesuai standar kualitas yang telah ditentukan berdasarkan kebutuhan pasar" dan "meskipun proses produksi telah dilaksanakan dengan baik seringkali masih ditemukan ketidaksesuaian pada produk yang dihasilkan".
4.4 Potensi penerapan prinsip produksi berdasarkan konsep six sigma
Potensi penerapan prinsip produksi berdasarkan konsep Six Sigma ditentukan berdasarkan Tingkat Penerapan Prinsip Manajemen Kualitas dan Tingkat Kualitas Proses Produksi. Potensi penerapan prinsip produksi dapat dilihat berdasarkan Tabel 9. Potensi tinggi dalam penerapan Six Sigma dapat mengurangi jumlah ketidaksesuaian produk di perusahaan, mengingat saat
Tabel 6. Hasil pengolahan kuesioner penerapan standar beton precast
| Relevan | Tingkat Kesulitan Penerapan | |||||||
|---|---|---|---|---|---|---|---|---|
| Item Standar Beton Precast | Y | T | SS | S | C | M | SM | DI% |
| Ketentuan Desain | 2 | 0 | 0 | 0 | 0 | 2 | 0 | 80% |
| Ketentuan Fabrikasi | 2 | 0 | 0 | 0 | 0 | 0 | 2 | 100% |
| Ketentuan Handling dan Storage | 2 | 0 | 0 | 0 | 0 | 1 | 1 | 90% |
| Ketentuan Inspeksi | 2 | 0 | 0 | 0 | 0 | 0 | 2 | 100% |
| Ketentuan Cacat Produk | 2 | 0 | 0 | 0 | 0 | 1 | 1 | 90% |
Tabel 7. Hasil pengolahan kuesioner frekuensi masalah
| Relevan | Tingkat Frekuensi Masalah | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Item Permasalahan | Y | T | SS | S | C | M | SM | FI% | Penyebab |
| Crack | 2 | 0 | 2 | 0 | 0 | 0 | 0 | 20% | Crack terjadi saat initial lifting (pengangakatan beton precast dari bekisting) karena adanya gesekan antarabeton precast dengan bekisting |
| Chipping | 0 | 2 | |||||||
| Honeycombing atau keropos | 2 | 0 | 0 | 2 | 0 | 0 | 0 | 40% | Kesalahan pekerja yang menyebabkan kurangnya pemadatan beton Adanya kebocoran cetakan/bekisting |
| Ketidaksesuaian dimensi | 0 | 2 | |||||||
| Bleeding | 2 | 0 | 2 | 0 | 0 | 0 | 0 | 20% | Terlalu banyak penggunaan air Penggunaan vibrator yang terlalu lama |
| Permasalahan kualitas produklainnya | 0 | 2 |
Tabel 8. Matriks tingkat kualitas proses produksi
| X Y | Rendah / Sangat Rendah^a | Cukup^b | Tinggi / Sangat Tinggi^c |
|---|---|---|---|
| Mudah / Sangat Mudah^d | Baik | Baik | Belum Baik |
| Cukup^e | Baik | Baik | Belum Baik |
| Sulit / Sangat Sulit^f | Belum Baik | Belum Baik | Belum Baik |
Keterangan:
X : Tingkat Frekuensi MasalahY : Tingkat Penerapan Standar
^a : Apabila <40% masalah terjadi di perusahaan
^b : Apabila >40% - 60% masalah terjadi di perusahaan
^c : Apabila >60% masalah terjadi di perusahaan
^d : Apabila >60% item standar beton precast dapat diterapkan di perusahaan ^e : Apabila >40% - 60% item standar beton precast dapat diterapkan di perusahaan
^f : Apabila ≤40% item standar beton precast dapat diterapkan di perusahaan
Tabel 9. Matriks potensi penerapan prinsip produksi berdasarkan konsep six sigma
| A B | Tinggi | Rendah |
|---|---|---|
| Baik | Potensi Tinggi | Potensi Sedang |
| Belum Baik | Potensi Sedang | Potensi Rendah |
Keterangan:
A : Tingkat Penerapan Prinsip Manajemen Kualitas
B : Tingkat Kualitas Proses Produksi
ini perusahaan masih memiliki permasalahan kualitas produk terkait crack, honeycombing dan bleeding. Nantinya penerapan Six Sigma dapat mengurangi permasalahan produk hingga 3.4 cacat dalam 1 juta kesempatan, dan telah terbukti berhasil diterapkan pada perusahaan beton precast di luar negeri seperti pada penelitian (Pheng et al, 2004), (Avsar et al, 2006), (Dubey et al, 2016) dan lainnya.
Selain itu, penerapan Six Sigma dapat meningkatkan kualitas proses produksi sehingga berdampak terhadap peningkatan karakteristik kualitas produk yang menyebabkan semakin banyak produk yang sesuai dengan keinginan konsumen dan akan menimbulkan peningkatan keuntungan bagi perusahaan (financial return) sebagaimana pada penelitian (Kosina, 2013).
4.5 Kesiapan perusahaan terhadap six sigma dan kondisi eksisting perusahaan terhadap komponen six sigma
Penelaahan kesiapan perusahaan terhadap Six Sigma dilakukan dengan menelaah faktor esensial dalam Six Sigma yaitu metodologi DMAIC Six Sigma. Hasil
108 Jurnal Teknik Sipil
Tabel 10. Hasil penelaahan kesiapan perusahaan terhadap Six Sigma
| Fase DMAIC | Indikator Kesiapan | Tindakan/Usaha Perusahaan dalam Peningkatan Kualitas | Nilai Indikator | Nilai Fase |
|---|---|---|---|---|
| Mendefinisikan permasalahan | Perusahaan sudah mendefinisikan masalah | 1 | ||
| Define | Mendefinisikan pesyaratan konsumen Perusahaan mendefinisikan persyaratan konsumen | 1 | 75% | |
| Phase | Mendefinisikan proses produksi | Perusahaan sudah mendefinisikan proses produksi spun pile | 1 | 7370 |
| Penggunaan alat bantu seperti Pada tahap ini tidak ada penggunaan alat bantumanajemen sIPOC diagram atau sejenisnya kualitas seperti SIPOC diagram | 0 | |||
| Measure | Rencana pengumpulan data | Perusahaan sudah melakukan rencana pengumpulan data | 1 | |
| Phase | Penggunaan alat bantu seperti control chart/diagram pareto | Pada tahap ini tidak ada penggunaan alat bantumanajemen kualitas seperti control chart atau diagram pareto | 0 | 50% |
| Analyze | Analisa faktor penyebab | Perusahaan telah melakukan analisa faktor penyebab masalah | 1 | |
| Phase | Penggunaan alat bantu contoh Cause Effect Diagram | Perusahaan sudah menerapkan prinsip cause effect | 1 | 100% |
| Improve | Menetapkan rencana tindakan perbaikan | Perusahaan sudah menetapkan rencanatindakan perbaikan | 1 | 100% |
| Phase | Terdapat penggunaan alat bantu contoh action plan | 100% | ||
| Control | Rencana pengendalian kualitas Perusahaan melakukan evaluasi perbaikan dan penetapan standarisasi | 1 | F00/ | |
| Phase | Terdapat penggunaan alat bantu seperti Control Chart | Terdapat penggunaan alat Perusahaan belum menggunakan alat bantu manajemen | 50% | |
Tabel 11. Kondisi eksisting perusahaan terhadap elemen Six Sigma
| Elemen Six Sigma (Luar Negeri) | Kondisi Eksisting Berdasarkan Penelitian (Perusahaan) |
|---|---|
| Dukungan top management | Ada dukungan top management |
| Strategi Implementasi | Perusahaan mampu identifikasi kebutuhan konsumen dan mampu memahamiprinsip cause effect. Namun, belum menggunakan alat bantu statistik seperti control chart dan diagram pareto |
| Kolaborasi Tim | Sudah ada kolaborasi tim |
| Infrastruktur IT | Sudah ada infrastruktur IT digunakan untuk komunikasi dan berbagi informasi, adanya aplikasi e-QC namun belum dilaksanakan secara luas diperusahaan. |
| Sistem voice of customer (VOC) (Pheng et al, 2004) | Dilakukan dengan survei kepuasan pelanggan (Customer Satisfaction Index) |
| Komunikasi dengan Supplier (Antony, 2004) | Perusahaan menyelenggarakan Vendor Gathering |
| Karyawan yang memiliki kemampuan | Sudah ada kemampuan karyawan dalam komunikasi, kerja sama, berpikirkritis, namun penggunaan alat bantu manajemen kualitas terbatas pada pemahaman prinsip cause effect dan belum terlihat adanya penggunaan control chart dan lainnya, karena belum digunakan di perusahaan |
| Pelatihan manajemen | Sudah ada pelatihan manajemen |
| Pelatihan karyawan | Sudah ada pelatihan karyawan, namun belum terlihat adanya penggunaan alat bantu statistik karena belum digunakan di perusahaan |
| Metodologi DMAIC (Define Measure AnalyzeImprove Control) | Peningkatan kualitas perusahaan sudah mencakup aspek DMAIC hanya saja kurang penggunaan alat bantu pada tahap Define, Measure, Control |
penelaahan kesiapan perusahaan terhadap Six Sigma dapat dilihat pada Tabel 10. Berdasarkan hasil perhitungan didapatkan nilai 75% yang menunjukan bahwa perusahaan siap dalam menerapkan Six Sigma.
Selanjutnya akan dilihat sejauh mana kondisi eksisting perusahaan saat ini terhadap elemen yang harus ada dalam Six Sigma yang dapat dilihat pada Tabel 11. Nilai 75% yang menyatakan bahwa perusahaan siap dalam menerapkan Six Sigma dapat dilihat dari perspektif statistik & metodologi. Dari perspektif metodologi perusahaan sudah menerapkan seluruh fase DMAIC mulai dari tahap Define hingga Control. Dari perspektif
statistik, saat ini perusahaan belum menggambarkan variasi yang ada dalam proses. Memahami sumber variasi dalam Six Sigma merupakan critical input sehingga sangat penting bagi perusahaan untuk memetakan variabilitas terlebih dahulu sebagaimana pada penelitian (Jensen, 2013) bahwa "Critical Input dari metodologi DMAIC Six Sigma adalah sumber variasi proses. Idenya adalah memahami sumber variabilitas kemudian tingkatkan dan kendalikan proses".
Dilihat dari kondisi eksisting, perusahaan sudah menerapkan elemen Six Sigma, namun terdapat kelemahan perusahaan saat ini yang terkait penggunaan
alat bantu statistik. Perusahaan belum menggunakan alat statistik karena menurut perusahaan metode peningkatan kualitas yang digunakan saat ini sudah efektif dalam mengurangi cacat/gagal produk yang ditunjukan dengan tercapainya target operasi perusahaan yaitu maksimal 0.5% cacat dan0.2% gagal produk dibandingkan terhadap nilai produksi total dalam setahun. Namun sebenarnya target operasi perusahaan tersebut tidak menunjukan berapa level sigma perusahaan saat ini. Dengan penerapan Six Sigma nantinya perusahaan dapat terus memonitor level sigma perusahaan hingga dicapai level 6 sigma yang merupakanlevel yang hampir zero defect.
Adanya kekurangan/kelemahan pada kesiapan perusahaan terhadap Six Sigma dan kondisi eksisting merupakan tantangan bagi perusahaan dalam menerapkan Six Sigma. Tantangan yang terjadi di perusahaan memilikikesesuaian dengan tantangan yang secara umum berlaku secara nasional dimana penerapan Six Sigma di Indonesia menghadapi tantangan yaitu sulitnya mendapatkan kualifikasi SDM terkait kemampuan statistik (The Jakarta Consulting Group, 2019). Tantangan lainnya yaitu rendahnya penggunaan quality improvement tools (Amar et al,2015).
4.6 Solusi permasalahan kualitas produk dan tantangan penerapan six sigma
Perusahaan saat ini memiliki kualitas proses produksi baik, namun permasalahan kualitas produk tidak dapat dihindari. Terdapat beberapa permasalahan yang dihadapi perusahaan saat ini yaitu crack, honey combing dan bleeding.
Permasalahan ini dapat diatasi dengan memberikan 2 solusi yaitu jangka pendek dan jangka panjang. Solusi jangka pendek yaitu: permasalah crack dan honeycombing dapat diselesaikan sesuai dengan panduan di CONQUAS. Permasalahan bleeding dapat diantisipasi dengan penggunaan semen tinggi alkalin atau penambahancalcium chloride serta kurangi jumlah air ketika mixing concrete (Shayanfar et al, 2017).
Solusi jangka panjang dengan implementasi Six Sigma. Six Sigma sebagai metode yang mampu mengurangi variasi dengan mengurangi jumlah defect hingga 3.4 cacat per satu juta kesempatan akan menjadi solusi untuk mengurangi jumlah cacat produk. Namun, penerapan Six Sigma di perusahaan masih memiliki kekurangan yaitu penggunaan alat bantu statistik yang merupakan tantangan penerapan Six Sigma di perusahaan. Saat ini perusahaan belum menerapkan statistik karena menurut perusahaan metode peningkatan kualitas perusahaan sudah efektif dalam mencapai target operasi perusahaan. Selain itu, perusahaan belum memiliki rencana untuk menerapkan alat statistik. Namun, tidak menutup kemungkinan bahwa aplikasi ini dapat diterapkan di perusahaan nantinya
Adanya tantangan ini dapat diatasi dengan mengacu pada literatur (Organjensek, 2002) yaitu mengenali kategori perusahaan, serta untuk kategori careless dibutuhkan pengenalan metode statistik dan six sigma ke jenjang top managers.
5. Kesimpulan
- 1. Prinsip manajemen kualitas belum sepenuhnya diterapkan di perusahaan karena masih kekurangan pada beberapa indikator penting yaitu evaluasi proses dan peningkatan dengan statistical tools, inovasi teknologi yang belum diterapkan sepenuhnya, dan penggunaan teknik statistik dalam pengambilan keputusan.
- 2. Kemudian berdasarkan pengukuran kualitas proses produksi, saat ini perusahaan memiliki tingkat frekuensi permasalahan kualitas produk dengan kategori "Sangat Rendah" disebabkan karena proses produksi perusahaan baik dan adanya penerapan standar beton precast dengan kategori sangat mudah. Meskipun proses produksi berjalan baik, masih terdapat permasalahan di perusahaan terkait crack, honeycombing, bleeding. Untuk dapat mengatasi permasalahan ini perusahaan dapat mengimplementasikan solusi jangka pendek dan jangka panjang seperti yang telah dijelaskan sebelumnya.
- 3. Penerapan Six Sigma di perusahaan sangat mungkin diterapkan karena adanya "Potensi Tinggi" di perusahaan sebagaimana pada Tabel 9 dan adanya dukungan dari kondisi kesiapan dan kondisi eksisting perusahaan saat ini.
- 4. Namun, untuk dapat menerapkan Six Sigma perusahaan perlu mengatasi tantangan yang ada yaitu terkait dengan penggunaan alat bantu statistik, untuk mengatasi tantangan ini perusahaan dapat menerapkan solusi yang diambil berdasarkan literatur dari (Organjensek, 2002) yang telah dijelaskan sebelumnya.
Daftar Pustaka
- Antony, J., dan Bhaiji, M., 2004, Key Ingredients for a Successful Six Sigma Program, University of Warwick, UK.
- Avsar, S., Bakker, M., Bartholomeeusen, G., dan Vanmechelen, J., 2006, Six Sigma Quality Improvement of Compaction at The New Doha International Airport Project, Terra et Aqua,103.
- Besterfield, D.H., Basterfield, C., Basterfield, G., Basterfiekd M., Urdhwareshe, H., dan Urdhwareshe, R., 2003, Total Quality Management, Pearson Education.
- Bhagatkar, S.V., Shinde, B.D., More, S.G., More, M.G., dan More, A.A, 2016, Quality Evaluation in Precast HCS Using Six Sigma Approach, International Journal of Science Technology and Engineering, 2, 1000-1004.
- Darsono., 2013, Analisis Pengendalian Kualitas Produksi Dalam Upaya Mengendalikan Tingkat Kerusakan Produk, Jurnal Ekonomi-Manajemen - Akuntasi.
- Dubey, A., dan Yadav, S., 2016, Implementation of Six Sigma DMAIC Methodology in Beton Precast
- Industri for Quality Improvement, International Research Journal of Engineering and Technology (IRJET), 3, 188 – 196.
- Goetsch, D.L., dan Davis, S., 2014, Quality Management for Organizational Excellence: Introduction to Total Quality, Pearson Education.
- Gustinurrohim, F.M., 2019, Kajian Penerapan Prinsip Industrialised Building System Dalam Mendukung Program Pembangunan Rumah Susun Di Indonesia (Studi Kasus: Proyek Pembangunan Rumah Susun Modular Tipe 24 ITB Jatinangor), Thesis, Indonesia: Institut Teknologi Bandung.
- Hoyle, D., 2009, ISO 9000 Quality Systems Handbook. Elsevier.
- Kosina, J., 2013, The Process to Estimate Economical Benefits of Six Sigma Projects, Quality Innovation Prosperity, 16 – 27.
- Krishnan, C., 2015, Zero Defect Management A Study on The Relevance in Modern Days, International Research Journal of Engineering and Technology (IRJET), 2, 578 – 581.
- Latief, Y., dan Utami, P. R., 2009, Penerapan Pendekatan Metode Six Sigma Dalam Penjagaan Kualitas Pada Proyek Konstruksi, Makara, Teknologi, 14, 2.
- Misztal, A., 2010, Eight Quality Management Principles-Practical Context, In Book: Some Problems and Methods od Ergonomics and Quality Management, 125 – 136.
- Ograjensek, I., 2002, Applying Statistical Tools to Improve Quality in the Service Sector, Metodoloski Zvezki, 18. Pheng, S.L., dan Hui, S.M., 2004, Implementing and Applying Six Sigma in Construction, Journal of Construction Engineering and Management, 130, 482 – 489.
- Razak, A.B.H.M., dan Ismail, A., 2014, Minimizing Defects Occurrences on SRFC Tunnel Segment of Klang Valley MRT Project, Journal of Engineering Science and Technology, 13-23.
- Shayanfar, M.A., Mahyar, P., Jafari, A., dan Mohtadinia, M., 2017, Classification of Precast Concrete Segments Damages During Production and Transportation in Mechanized Shield Tunnels of Iran, Civil Engineering Journal, 3, 412 – 426.
- Smetkowska, M., dan Mrugalska, B., 2018, Using Six Sigma DMAIC to Improve the Quality of the Production Process: A Case Study, Procedia-Social and Behavioral Sciences, 238, 590 – 596.
- Stewart, R.A., dan Spencer, A.A., 2006, Six Sigma as a Strategy for Process Improvement On Construction Projects: A Case Study, Journal Construction Management and Economics, 339 – 348.
- Sugiarto, R.A., 2020, Kajian Potensi Penerapan Model Laporan A3 Untuk Proses Pengendalian Mutu Perusahaan Beton Pracetak Di Indonesia, Thesis, Indonesia: Institut Teknologi Bandung. Bandung.
- Sugiyono., 2015, Metode Penelitian Pendidikan Pendekatan Kuantitatif, Kualitatif, dan R & D. Alfabeta.
- Tlapa, D., Alcaraz, J.L.G., Baez, Y., dan Sanchez, C., 2016, Six Sigma Enablers in Mexican Manufacturing Companies: a Proposed Model, Journal Industrial Management & Data Systems, 116(5), 926 – 959.
- Utami, S., dan Suryawardani, B., 2018, Analisis Tingkat Kepuasan Pelangaan Menggunakan Fishbone Dan Pareto Chart, Jurnal Teknologi Informasi dan Manajemen, 1, 1 – 11.
Lampiran
Tabel 12. Perbandingan standar kualitas beton precast Indonesia dan Singapura
| Item Standar | Standar Kualitas Beton Precast | ||||||
|---|---|---|---|---|---|---|---|
| Beton Precast | Indonesia | Singapura (CONQUAS for Precast) | |||||
| Fase Desain | SNI 2847:2013 Concrere constituent, reinforcement, desain bekisting, kekuatan struktur. SNI 7833:2012 Kekuatan struktur, joints | Concrete constituent, reinforcement, desain bekisting, joints, alat handling dan lifting, dimensi dan bentuk beton precast. Kekuatan struktur dibahas pada Singapore Standard CP 65 dan CP 81. | |||||
| Fase Fabrikasi | SNI 2847:2013 Persiapan peralatan & bekisting, perakitan & penempatan tulangan, pengecoran, pemadatan, perawatan, pembongkaran bekisting SNI | Normal wet casting method: persiapan bekisting, perakitan & penempatan tulangan, inspeksi sebelum pengecoran, pengecoran, pemadatan, perawatan, pembongkaran bekisting, inspeksi akhir | |||||
| Dry casting process: persiapan bekisting, perakitan & penempatan tulangan serta prestressing strand/penarikan kabel prategang, pengecoran & pemadatan, perawatan, detensioning strand, inspeksi akhir. | |||||||
| Fase Delivery, | Tidak dijelaskan | Ketentuan delivery membahas jenis | |||||
| Handling, dan | Perlindungan untuk beton precast, ketentuan | ||||||
| Storage | Handling membahas posisi angkat beton precast, ketentuan storage membahas metode penumpukan beton precast | ||||||
| Fase Instalasi | SNI 7833:2012 Saat instalasi struktur harus ditumpu dan diperkaku secukupnya. Untuk menjamin kelurusan dan integritas struktural | Membahas item pekerjaan persiapan sebelum instalasi, tahap instalasi komponen vertikal, tahap instalasi komponen horizontal | |||||
| Fase Inspeksi | SNI 7833:2012 Pelaksanaan beton harus diperiksa,harus diperiksa dalam keseluruhan tahap pekerjaan dibawah pengawasan desainer professional, lainnya SNI | Inspeksi finished beton precast concrete elements terdiri dari: pengecekan dimensi, kerusakan beton precast, sistem sambungan, dan lainnya | |||||
| Jenis cacat | SNI 7833:2012 Membahas ketentuan cacat terdiri dari penyimpangan dimensi, retak, pecahan dan kehancuran beton | Ketentuan cacat, penyebab terjadinya,rekomendasi perbaikan. Jenis cacat terdiri dari penyimpangan dimensi, retak, kehancuran beton, keropos | |||||