
Abstrak
Penelitian ini mengkaji kinerja campuran aspal beton yang menggunakan aspal busa berbasis ekstraksi aspal alam Buton (Asbuton) dibandingkan dengan aspal penetrasi konvensional (Pen 60/70). Penelitian ini berfokus pada evaluasi parameter utama seperti sifat agregat, stabilitas Marshall, kuat tarik tidak langsung, dan karakteristik campuran lainnya, dengan mengacu pada standar nasional Indonesia. Asbuton merupakan bahan pengikat alternatif untuk pembangunan infrastruktur jalan berkelanjutan. Studi menunjukkan bahwa Asbuton berbusa secara signifikan mengungguli Pen 60/70 dalam beberapa parameter. Asbuton berbusa memiliki stabilitas yang lebih tinggi dan rasio kekuatan tarik yang lebih baik, menunjukkan kinerja yang lebih baik di bawah beban berat dan ketahanan terhadap kerusakan yang disebabkan oleh kelembaban. Sebaliknya, Pen 60/70 menunjukkan stabilitas yang berkurang saat mengalami proses pembusaan. Peningkatan kinerja Asbuton berbusa dikaitkan dengan strukturnya yang padat dan manfaat dari proses pembusaan, yang meningkatkan lapisan agregat dan distribusi bahan pengikat pada suhu pencampuran yang lebih rendah. Studi ini membuktikan potensi teknologi aspal berbusa, terutama saat dipasangkan dengan bahan pengikat berkinerja tinggi seperti Asbuton, untuk meningkatkan daya tahan dan keberlanjutan infrastruktur jalan.
Kata-kata Kunci: Aspal foam, asbuton, aspal penetrasi, stabilitas marshall, kuat tarik tidak langsung
* Penulis Korespondensi: raihanarditama@gmail.com
1. Introduction
Improving road quality is a critical aspect of infrastructure development in various countries, including Indonesia. Currently, the use of asphalt in pavement construction in Indonesia is predominantly dominated by Pen 60/70 Asphalt. This conventional petroleum-based asphalt, with a medium penetration ranged from 60 to 70 mm, is well-suited for tropical climates such as Indonesia's. However, while Pen 60/70 Asphalt is easy to apply in the field, it has limitations in terms of durability under extreme temperature fluctuations and tends to have a limited service life under heavy traffic conditions. On the other hand, Indonesia has a significant untapped potential in natural asphalt of higher quality, namely Buton asphalt or "Asbuton."
1.1 Asbuton
Asbuton is a natural asphalt sourced from Buton Island, Indonesia, with reserves estimated at around 677 million tons and bitumen content ranging from 15% to 35% (Widarsono et al., 2023). Asbuton is available in various forms, including Granular Asbuton, Pre-Mixed Asbuton (Semi-Extracted), and Pure Asbuton (Extracted).
Granular Asbuton small grains Asbuton that works as additives to reduce deformation and stripping of asphalt mixtures (Lv et al., 2019; Zhang et al., 2023). Pre-Mixed Asbuton is a petroleum asphalt combined with portions of granular Asbuton, increasing its stability and homogeneous properties (Sentosa et al., 2018). Meanwhile, Pure Asbuton undergoes an extraction process to remove minerals, resulting in high-quality bitumen with superior stability and stiffness, making it highly suitable for asphalt mixtures, particularly in hot climates (Iman Adiwidodo et al., 2023).
1.2 Foamed bitumen
Foamed Bitumen is a mixing method that mixed water and pressurized air into hot asphalt, creating a foamy structure. Foamed bitumen enhances coating of aggregates at lower temperatures compared to conventional hot-mix asphalt. The primary concept behind this technology is the rapid evaporation of water upon contact with hot asphalt, creating a large volume of steam bubbles that disperse within the asphalt. This temporarily reduces its viscosity, therefore ease the asphalt to coat the aggregates without requiring high temperatures (Hailesilassie et al., 2015; Q. Li et al., 2024a).
The process of producing foamed bitumen begins with injecting hot bitumen into an expansion chamber where it meets cold water through a spray nozzle. The sudden contact between the hot bitumen and cold
Figure 1. Foamed bitumen process (Villegas et al., 2024) Figure 2. Foamed bitumen
Table 1. Aggregate properties test results
| Properties | Standard | Requirement | Results | |||||
|---|---|---|---|---|---|---|---|---|
| Coarse Aggregates | ||||||||
| Aggregate shape durability against Magnesium sulfate solution | SNI 3407:2008 | Max. 18% | 17.36% | |||||
| Abrasion with Los Angeles Machine (500 Rounds) | SNI 2417:2008 | Max. 30% | 0.19 | |||||
| Aggregate durability against asphalt | SNI 2439:2011 | Min. 95% | 99% | |||||
| Bulk Specific Gravity (BSG) on dry aggregate | SNI 7619:2010 | 100/99.9% | 100/99.49% | |||||
| Flat and Elongated Particles | SNI 2827:2016 | Max. 5% | 4.87% | |||||
| Material passing No. 200 sieve | SNI ASTM C117:2012 | Max. 1% | 0.64% | |||||
| Fine Aggregates | ||||||||
| Sand Equivalent Value | SNI 03-4428:1997 | Min. 50% | 83.64% | |||||
| Void Content Test Without Compaction | SNI 03-6877:2002 | Min. 45 | 50.01% | |||||
| Clods and Friable Particles Easily Crushed in Aggregate | SNI 03-4141:1996 | Max. 1% | 0.00 | |||||
| Aggregate passing No. 200 sieve | SNI ASTM C117:2012 | Max. 10% | 4.18% | |||||
Table 2. Bitumen properties test results
| Properties Test | Standard | Unit | Pen 60/70 Asphalt | Asbuton | |||
|---|---|---|---|---|---|---|---|
| No. | Result | Specification | Result | Specification | |||
| 1 | Penetration at 25 °C | SNI 2456:2011 | 0.1 mm | 63 | 60–70 | 55.2 | Reported |
| 2 | Flash Point & Burning Point | SNI 2433:2011 | °C | 287 / 357 | ≥ 230 | 316 / 327 | ≥ 230 |
| 3 | Softening Point | SNI 2434:2011 | °C | 50 | ≥ 48 | 54 | Reported |
| 4 | Specific Gravity | SNI 2441:2011 | kg/m³ | 1.021 | ≥ 1.0 | 1.031 | ≥ 1.0 |
| 5 | Ductility Examination at 25 °C | SNI 2432:2011 | cm | ≥ 100 cm | ≥ 100 | ≥ 100 cm | ≥ 100 |
| 6 | Solubility in TCE | SNI 2438:2015 | % weight | 99.9 | ≥ 99 | 99.71 | ≥ 99 |
| 7 | Kinematic Viscosity at 135 °C | SNI 7729:2011 | cst | 336.4 | ≥ 300 | 1850 | - |
| Mixing Temperature | °C | 151.5 | - | - | Reported | ||
| Compaction Temperature | °C | 145 | - | - | Reported | ||
| 8 | Paraffin Content | SNI 03-3639:2002 | % | 0.28 | ≤ 2 | - | ≤ 2.2 |
| TFOT Residue Test (Thin Film Oven Test) | |||||||
| 9 | Loss of Heating | SNI 06-2440:1991 | % weight | 0.0549 | ≤ 0.8 | 0.0512 | ≤ 1.0 |
| 10 Ductility Examination at 25 °C | SNI 2432:2011 | cm | ≥ 100 cm | ≥ 100 | - | - | |
| 11 Penetration at 25 °C | SNI 2456:2011 | 0.1 mm | 52 | - | - | - | |
| 12 Percentage Against Penetration Before TFOT | % | 95.2 | ≥ 54 | - | - | ||
water triggers rapid vaporization of the water, creating steam that expands and forms a foam structure. This foamed bitumen, rich in fine bubbles, exits the chamber as a highly versatile material used in pavement applications. The process diagram can be seen in Figure 2.
Foamed Bitumen offers several advantages over conventional mixing methods. This method reduces energy consumption and carbon emissions during asphalt production and application by operating at lower temperatures, (H. Li et al., 2023; Meena et al., 2024; Saleh & Gáspár, 2021). Its application in Warm Mix Asphalt (WMA) technology allows a temperature reduction of up to 40-50°C compared to Hot Mix Asphalt (HMA) without compromising the quality of the final mixture (H. D. Lee & Kim, 2005; Q. Li et al., 2024b; Song et al., 2024). Furthermore, the mixture enhances asphalt durability and stability against deformation.
This study aims to evaluate the performance of Foamed PG 70 Asbuton, compared to Foamed Pen 60/70 Asphalt as a benchmark. The review will also be compared against Indonesia's standard quality specifications.
2. Research Methodology
The study begins with testing basic properties of materials used, which are aggregates and bitumens. The bitumens used in this study are Pen 60/70 Asphalt and PG70 Asbuton. Optimum Asphalt Content (OAC) were determined in the state of foamed bitumen. Therefore, the bitumens tested need to be foamed beforehand. Foaming process needs to be done at Optimum Water Content (OWC) to ensure stability of the foam. The foamed bitumen then mixed with aggregates to create mixtures and tested on several properties tests such as marshall stability and indirect tensile strength test.
2.1 Aggregate properties test
This study used AC-WC type of mixture. The gradation and properties of the aggregate, can be seen in Table 1.
2.2 Bitumen properties test
Both types of asphalt used in this study were tested for their basic properties and then compared with existing specifications. The results of the bitumen property tests are presented as follows.
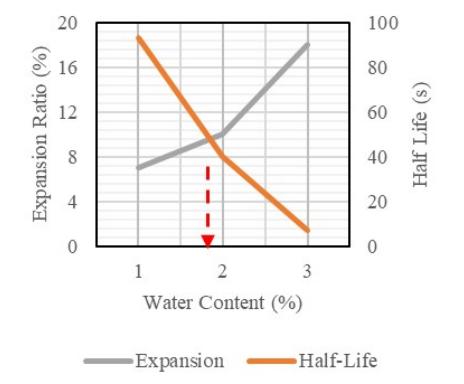
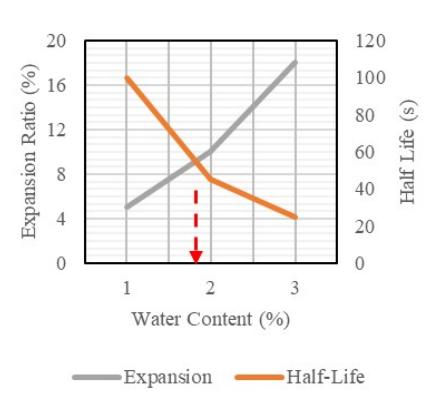
Figure 3. Determining optimum water content for pen 60/70 asphalt (a) and asbuton (b)
Tabel 3. Marshall test results
| Properties | Unit | Asphalt Pen 60/70 | Asbuton | ||||
|---|---|---|---|---|---|---|---|
| No | Control | Foamed | Control | Foamed | Specifications | ||
| 1 | Void In Mixture (VIM) | % | 4.4 | 4.43 | 4.2 | 3.72 | 3 - 5% |
| 2 | Void in Mineral Aggregate (VMA) | % | 16.8 | 15.81 | 15.9 | 14.61 | Min. 15% |
| 3 | Void Filled by Bitumen (VFB) | % | 74.1 | 72 | 73.6 | 75 | Min. 65% |
| 4 | Stability | kg | 2051.20 | 1040.50 | 2214.2 | 2440.80 | Min. 800 kg |
| 5 | Flow | mm | 3.5 | 2.8 | 3.3 | 3.4 | 2 - 4 mm |
| 6 | Marshall Quotient (MQ) | kg/mm | 591.1 | 377.35 | 664.3 | 750.55 | |
Tabel 4. Indirect tensile strength test results
| Results | |||||||
|---|---|---|---|---|---|---|---|
| No. | Properties | Standard | Unit | Foamed Asphalt Pen 60/70 | Foamed Asbuton | Specifications | |
| 1 | Unsoaked | ASTM D4867 | kPa | 105.46 | 258.33 | ||
| 2 | Soaked at 25 °C and 60 °C | ASTM D4867 | kPa | 92.59 | 239.67 | ||
| 3 | Tensile Strength Ratio (TSR) | ASTM D4867 | % | 87.79 | 92.78 | Min. 80% | |
2.3 Optimum Water Content (OWC)
The determination of Optimum Water Content (OWC) was conducted through trials with several variations in water content. For each variation, the half-life and expansion ratio were recorded. The OWC is determined from equilibrium of half-life and expansion ratio graph (Cheng et al., 2024).
Based on the trial results plotted in the graph in Figure 3, the optimum water content was determined to be 1.8% for Pen 60/70 Asphalt and 1.75% for Asbuton.
2.4 Optimum Asphalt Content (OAC)
The Optimum Asphalt Content (OAC) was determined based on the results of Marshall stability tests on various asphalt content levels. Each variation was evaluated for properties such as Void in Mineral Aggregate (VMA), Void in Mixture (VIM), Void Filled with Bitumen (VFB), Stability, and Flow. The testing and reference standards were based on SNI 06- 2489-1991 specifications. After trials to determine the optimum asphalt content, the values were found to be 5.75% for Aspal Pen mixtures and 5.55% for Asbuton mixtures.
2.5 Marshall stability test
The Marshall Stability Test was conducted using Marshall equipment, following the SNI 06-2489-1991 standard. The Marshall samples were preconditioned by immersion in water at 60°C. Table 2 shows the results of the Marshall Test.
2.6 Indirect tensile strength test
The Indirect Tensile Strength Test aims to determine the tensile capacity of the Foamed Bitumen mixture indirectly. This test also used the Marshall equipment but with a different testing frame, as additional displacement measurements are required on the right and left sides of the sample. The standard used for this test is ASTM D4867 Testing was conducted under two
sample conditions: unsoaked and soaked at a temperature of 25 °C and 60 °C.
3. Results and Discussion
Key properties such as Void in Mixture (VIM), Void in Mineral Aggregate (VMA), Void Filled by Bitumen (VFB), Stability, Flow, and Marshall Quotient (MQ) are compared, highlighting the impact of foaming technology and differences in asphalt properties.
3.1 Void in Mixture (VIM)
The VIM values for all mixtures fall within the specification range of 3-5%. For Pen 60/70 Asphalt, the VIM remains consistent between the control (4.4%) and foamed (4.43%) mixtures. Similarly, for Asbuton, the VIM slightly decreases from 4.2% in the control to 3.72% in the foamed mixture. Foamed Bitumen generally improves aggregate coating due to the increased workability from the foaming process, which might slightly reduce the air voids in the mixture (Chomicz-Kowalska et al., 2017; Mondal & Kuna, 2022). The lower VIM in Asbuton foamed mixtures suggests that the denser and stiffer nature of PG 70-grade bitumen allows for better packing and compaction.
3.2 Void in Mineral Aggregate (VMA)
The VMA values for Pen 60/70 Asphalt decrease slightly from 16.8% in the control to 15.81% in the foamed mixture, while for Asbuton, the VMA decreases more noticeably from 15.9% to 14.61%. Both foamed mixtures meet the minimum specification of 15% for VMA, except for foamed Asbuton. The reduction in VMA with foamed mixtures can be attributed to the foaming process enhancing the aggregate's packing efficiency. However, in Asbuton, the dense structure and high viscosity of the PG 70 binder may lead to excessive compaction, resulting in a lower VMA. A low VMA could potentially limit the asphalt content, reducing flexibility and long-term durability (Ash & Ash, 2023).
3.3 Void Filled by Bitumen (VFB)
The VFB values for Asphalt Pen 60/70 decrease slightly in the foamed mixture (74.1% to 72%), while Asbuton shows an increase from 73.6% in the control to 75% in the foamed mixture. VFB indicates the extent to which the aggregate voids are filled with bitumen, which affects moisture resistance and durability. The higher VFB for Asbuton foamed mixtures demonstrates better aggregate coating and binder distribution, a typical characteristic of PG 70-grade asphalt, which offers higher stiffness and adhesion (Tasman et al., 2023).
3.4 Stability
Stability represents the load-bearing capacity of the asphalt mixture. Pen 60/70 Asphalt shows a significant drop in stability when foamed, from 2051.2 kg to 1040.50 kg, although it still meets the minimum specification of 800 kg. Conversely, Asbuton demonstrates an increase in stability when foamed, from 2214.20 kg to 2440.80 kg. This contrast reflects the material properties of the binders. Asphalt Pen 60/70, being a softer penetration-grade asphalt, loses structural integrity when foamed, while Asbuton, with its stiffer PG 70 grade, benefits from the foaming process, enhancing the mixture's strength and cohesiveness.
3.5 Flow
The flow values decrease for Asphalt Pen 60/70 from 3.5 mm in the control to 2.83 mm in the foamed mixture, whereas Asbuton shows a slight increase from 3.3 mm to 3.40 mm. Flow measures the mixture's deformation capacity under load. The reduction in flow for Asphalt Pen 60/70 in the foamed form suggests reduced flexibility, which might lead to brittleness. For Asbuton, the slight increase in flow within the acceptable range (2-4 mm) indicates improved flexibility due to the foaming process.
3.6 Marshall Quotient (MQ)
The Marshall Quotient, which represents the ratio of stability to flow, shows a significant decrease for Asphalt Pen 60/70 in the foamed mixture (591.1 to 377.35 kg/ mm) but increases for Asbuton (664.3 to 750.55 kg/mm). A higher MQ indicates a stiffer and more stable mixture. The increased MQ for Asbuton foamed mixtures reflects its superior ability to resist deformation, attributed to the higher viscosity and stiffness of the PG 70 binder. In contrast, the reduction in MQ for Asphalt Pen 60/70 suggests reduced rigidity and strength in the foamed form.
3.7 Indirect tensile strength
In the Tensile Strength Test, Foamed Asbuton shows higher tensile strength in both unsoaked (258.33 kPa) and soaked (239 kPa) conditions compared to Foamed Pen 60/70 Asphalt (105.46 kPa and 92.59 kPa, respectively). This high tensile strength indicates that Foamed Asbuton has strong resistance to cracking and damage from tensile stresses, which is especially important in climates with freeze-thaw cycles. This strength derives from the PG 70's viscosity and resistance to temperature fluctuations (Andhika Putra et al., 2021).
The Tensile Strength Ratio (TSR) for Foamed Asbuton is higher than Foamed Pen 60/70 Asphalt at 92.78% and 87.79% respectively. Both values above the minimum specification of 80%. Higher TSR value indicates better resistance to water-induced damage, proving that pure PG 70 Asbuton has a better capability to retain strength even under wet conditions (H. J. Lee et al., 2007). This property is crucial for road applications in areas with frequent rain, as mixtures are more resistant to moisture -induced degradation.
4. Conclusion
Based on the results presented, few conclusions can be made:
- 1. Foamed Asbuton has better performance compared to Pen 60/70 in terms of stability, indirect tensile strength, and tensile strength ratio. Its has higher Marshall stability and tensile strength ratio.
- 2. The foaming process enhanced Asbuton binder distribution and aggregate coating at lower mixing temperatures. In contrast, Pen 60/70 exhibited reduced stability and stiffness, indicating its limitations for high-stress applications.
- 3. The Foamed Bitumen technology with Asbuton not only improves mechanical performance but also has the potential to reduce carbon emissions due to the possibility of lower mixing temperatures, offering a more sustainable solution for road infrastructure development.
- 4. Foamed Asbuton is an excellent choice for highstress conditions, providing better durability and more reliable performance than foamed standard penetration asphalt like Pen 60/70 Asphalt.
Acknowledgements
This research was supported by a grant from "Development of Optimization Technology for Green Roads in Indonesia Utilizing K-Low Carbon Foamed Asphalt Technology (20240235-001)" funded by the Korea Institute of Civil Engineering and Building Technology (KICT), South Korea.