
INFO ARTIKEL
Kata kunci:
limbah batik, analytical hierarchy process, analisis teknokultur, industri kecil, manajemen lingkungan
ABSTRAK
Pengelolaan limbah batik di Cirebon terus menghadapi tantangan implementasi, meskipun teknologi pengolahan limbah tersedia. Kondisi ini mencerminkan jarak teknokultur antara solusi teknologi dan kapasitas masyarakat. Oleh karena itu, penelitian ini mengkaji pengelolaan limbah di industri batik Cirebon menggunakan metode Analytical Hierarchy Process (AHP) ganda yang mengintegrasikan dimensi lingkungan, teknologi, dan sosial. Pada dimensi lingkungan, analisis laboratorium terhadap delapan sampel limbah menunjukkan 9 dari 14 parameter melebihi standar regulasi Indonesia, dengan kadar minyak dan lemak 1000 kali lipat melebihi batas regulasi. Analisis AHP menempatkan minyak dan lemak, BOD, dan COD sebagai polutan prioritas tertinggi. Pada dimensi teknologi dan sosial, terdokumentasi penghentian praktik pengolahan limbah yang terkait dengan hambatan teknokultural. Analisis AHP berdasarkan kriteria lingkungan (36%), teknologi (41%), dan sosial (23%) menunjukkan paradoks antara aspek lingkungan dan sosial, instalasi pengolahan limbah terintegrasi menempati prioritas ketiga (11,7%), karena biaya tinggi dan kompleksitas operasional. Sementara netralisasi (28%) dan ekualisasi serta pengendapan (26%) menempati prioritas pertama dan kedua. Penyelarasan temuan minyak dan lemak sebagai polutan tertinggi dengan strategi pemulihan lilin batik dari limbah sebagai strategi pengolahan limbah menjadi tahap awal implementasi untuk memenuhi ketiga kriteria sekaligus. Tahap ini mengawali tiga tahap strategi implementasi. Secara keseluruhan, studi ini berkontribusi secara metodologis melalui dual AHP berbasis data untuk menghasilkan prioritas yang objektif; secara teoretis melalui pemosisian pengendalian polusi sebagai tantangan teknokultural; dan secara praktis melalui strategi implementasi bertahap berdasarkan kapasitas sosial.
Introduction
Batik has long served as Indonesia's national cultural icon, representing both the nation's heritage and its economic potential. The batik industry is distributed across 101 production centers nationwide, supporting approximately 47,000 business units and employing approximately 200,000 individuals. Cirebon represents one of the principal production hubs, home to 597 batik enterprises, predominantly small and medium-sized enterprises (SMEs) (Juwarso, 2022; Kemenperin, 2021). Renowned for its distinctive Mega Mendung motif (Kudiya & Ayu, 2020), Cirebon's batik industry plays a crucial role in preserving cultural identity while simultaneously addressing the challenges of production scaling and global market competition (Situngkir, 2016).
However, the industry's reliance on substantial volumes of water, waxes, and synthetic dyes has established it as a significant source of environmental pollution, particularly affecting aquatic ecosystems (Wahidin et al., 2019). Batik wastewater is characterized by high pH levels, high Biological Oxygen Demand (BOD), high Chemical Oxygen Demand (COD), high Total Suspended Solids (TSS), and the presence of toxic chemicals and heavy metals. Table I outlines these pollutants, their industrial origin, and associated environmental risks. Within the batik industry, these pollutant concentrations frequently exceed Indonesian environmental quality standards, necessitating effective management interventions (Sutisna et al., 2017). The resulting discharge poses serious risks to both water quality and public health.
Technological solutions have been developed and introduced to address batik wastewater pollution. These include chemical treatment methods such as neutralization (Nazuwatussya'diyah, Ekawati, et al., 2023; Yulia et al., 2021) and electrocoagulation (Efendy et al., 2020), as well as biological treatment approaches utilizing microorganisms and aquatic plants (Indrayani, 2018; Indrayani & Triwiswara, 2018; Priadie, 2017). Despite the availability of these technologies, their adoption among batik SMEs remains inconsistent. This inconsistency reflects not merely technical barriers but deeper technocultural dynamics. Participating in SMEs in this study discontinued wastewater treatment practices following the cessation of external coaching programs, citing constraints related to operational costs, space limitations within the workshop, and timing conflicts with production schedules (Nazuwatussya'diyah, Ratuannisa, et al., 2023).
This phenomenon underscores the need for technocultural analysis, that is, an approach that examines how technological interventions intersect with cultural practices and social realities. Previous studies have emphasized the importance of cultural acceptance and community involvement in the implementation of batik wastewater treatment (Andriani et al., 2025; Handayani et al., 2025). The Analytical Hierarchy Process (AHP) (Saaty & Vargas, 2012) has been applied to prioritize aspects of batik wastewater management, incorporating environmental, economic, social, and institutional dimensions in locations including Paoman Village, Cirebon (Sulthonuddin & Herdiansyah, 2021), and Ulu Gedong, Jambi (Maryani et al., 2023). However, these studies have not comprehensively examined the implementation gap between technological availability and community adoption, particularly the sociocultural readiness factors that influence sustained, long-term implementation.
This study employs a mixed-methods research design that integrates quantitative water-quality analysis with qualitative assessment of barriers to technology adoption. It is guided by technocultural analysis to ensure that technological solutions align with local sociocultural conditions. By examining how wastewater treatment technologies intersect with respondents' economic rhythms, spatial constraints, and production schedules, this study frames wastewater management not merely as a technical challenge but as a sociotechnological problem requiring solutions responsive to community capacity. Addressing three interrelated research dimensions: environmental quality, technological feasibility, and social acceptance, the study seeks to (1) assess current wastewater quality conditions against Indonesian regulatory standards using data-driven AHP prioritization, (2) identify barriers to treatment technology adoption among batik SMEs across environmental, technological, and social factors, and (3) develop prioritized recommendations through an integrated AHP framework that balances environmental quality with implementation feasibility.
Through this combined techno cultural and analytical approach, the study aims to generate solutions that are simultaneously environmentally compliant and socially feasible, offering a replicable sustainability model for batik industries operating in comparable traditional production contexts.
The remainder of this article is organized as follows: Section 2 presents the literature review that establishes the theoretical and empirical foundation for this study. Section 3 details the research methodology, including sampling procedures, laboratory analysis protocols, and the development of the AHP framework. Section 4 presents the results and discusses their interpretation within the techno cultural framework. Finally, Section 5 concludes the study and highlights its methodological, theoretical, and practical contributions to sustainable wastewater management in traditional industries.
Batik Production and Wastewater Generation
Traditional Batik Production Methods
Batik production is fundamentally based on the wax-resist dyeing technique, in which hot wax serves as a color barrier on the fabric substrate. This process can be executed through two principal methods: handdrawing using a traditional pen-like instrument called a canting (Batik Tulis), or stamping using copper stamps bearing pre-designed motifs (Batik Cap).
Batik Tulis represents the most traditional and labor-intensive production approach. The process commences with sketching motifs on fabric, followed by outlining and filling ornamental patterns with hot wax applied with the canting tool. After blocking designated areas with wax, the fabric undergoes dyeing, and this sequence is repeated as required to achieve the desired color intensity and complexity. The process concludes with the removal of wax using hot water. Due to its intricate, manual nature and the substantial time investment required, Batik Tulis commands the highest market prices among batik products.
Table I Batik Wastewater Pollutants and Their Environmental Impacts
| No. | Pollutant | Origin | Environmental Impact |
|---|---|---|---|
| 1 | Total Suspended Solids (TSS) | Undissolved particles present in wastewater originate from dyes, waxes, and binding agents in batik production (Triwiswara, 2019). | Increasing turbidity, limiting sunlight penetration, and disrupting the photosynthesis of aquatic producer organisms, which can destabilize entire aquatic ecosystems (Indrayani & Rahmah, 2018) |
| 2 | Wastewater color | Originating from synthetic dyes, which are only about 5% bound to fabric fibers, while 95% are discharged as waste (Budiyanto et al., 2018; Rachmawati et al., 2023). | Dark color of wastewater. Dye residues and their intermediate byproducts can be toxic, carcinogenic, or mutagenic to aquatic organisms, posing serious ecological risks (Amri et al., 2021; Khandegar & Saroha, 2013). |
| 3 | Ammonia (NH₃) | Originating from nitrogen-containing compounds include synthetic dyes, chemical additives such as urea or ammonium salts used to fix colors, detergents, and agents in the wax-removal stage, and the decomposition of organic materials from natural waxes and dyes (Andriani et al., 2025). | A nitrogen-based compound exists in two forms: free (non ionized) NH₃ (at higher pH and temperature) and ionized NH₄⁺ (low pH conditions). The NH₃ is significantly more toxic. It penetrates the membranes of aquatic organisms, causing tissue damage and physiological stress (Dewi et al., 2019; Effendi et al., 2020) |
| 4 | Power of Hydrogen (pH) | Indicates the acidity or alkalinity of wastewater. | A pH above 8.5 can inhibit microbial activity essential for natural biodegradation, while a pH below 6.5 may promote fungal growth and disrupt bacterial metabolism(Rumbaugh, 2014) |
| 5 | Sulfide (S²⁻) | Mainly in the form of hydrogen sulfide (H₂S), produced through the microbial decomposition of organic matter in water. | Foul odor gas, which negatively affects water quality and the surrounding environment (Fansuri & Matheus, 2022). |
| 6 | Biological Oxygen Demand (BOD) | Measures of the oxygen required for the biological decomposition of organic matter in water | Elevated BOD levels severely deplete dissolved oxygen in receiving waters, thereby threatening aquatic life and disrupting ecosystem balance (Zuhria et al., 2018). |
| 7 | Chemical Oxygen Demand (COD) | Measures of the oxygen required for the chemical decomposition of organic matter in water | Elevated COD severely depletes dissolved oxygen in receiving water bodies (Zuhria et al., 2018) |
| 8 | Oil and grease (OG) | Originating from the waxing and wax removal processes. | In wastewater, oil and grease may release harmful aromatic compounds (Dewi et al., 2019) |
| 9 | Phenol (C₆H₅OH) | Originating from the wax removal process, which may release toxic phenolic compounds (Afifah, 2022). | Phenol is highly toxic, carcinogenic, mutagenic, and corrosive, posing serious risks to both ecosystems and human health. It is also persistent in the environment and can form harmful byproducts (Annisa et al., 2018; Riyani et al., 2021). |
| 10 | Heavy metals: Iron (Fe), Total Chromium (Cr), Hexavalent Chromium (Cr(VI)), and Lead (Pb), | Toxic elements with high density may be found in batik dyes, either as additives or impurities, especially in inorganic-based dyes (Briffa et al., 2020; Juliani et al., 2021) | Heavy metals are the most persistent and hazardous contaminants in wastewater (GadelHak et al., 2023). Exposure to heavy metals can lead to severe health issues such as kidney failure, cancer, and respiratory disorders (Calderón et al., 2020) |
| 11 | Electrical conductivity (EC) | Dissolved and suspended ions in wastewater originate from salts used for dye binding and from their interactions with wax droplets during the dyeing and washing processes (Rashidi et al., 2015, 2016). | Ecosystem destabilization, soil salinization, contamination of drinking water, and marine environments. |
Batik Cap offers a more scalable production alternative while maintaining authentic traditional methods. This technique uses copper stamps (caps) to apply wax in pre-designed patterns, resulting in significantly faster production rates than hand-drawing methods. However, the stamping process nevertheless requires considerable artisanal skill and precise hand-eye coordination to ensure motif continuity and alignment across the fabric surface (Kudiya, 2019).
The wax-resist method represents an essential criterion for authenticating batik as a traditional textile art form. Textiles featuring batik-like patterns produced without employing this traditional waxresist technique are classified as imitations or batik-motif fabrics rather than genuine batik products (Kudiya, 2019). While Batik Printing (screen-printed batik-pattern textiles) serves mass markets and lower-income consumer segments, this study focuses exclusively on Batik Tulis and Batik Cap, as these represent the primary production methods employed by the surveyed respondents and constitute the traditional batik industry under investigation.
Wax and Dyes: Primary Sources of Batik Wastewater
Many batik producers prepare custom wax compositions from beeswax, resin, paraffin, and plant or animal fats to meet specific design and application requirements. Varying the proportions of these constituents influences the wax mixture's flexibility, adhesion, and resistance to cracking during the dyeing process (Malik et al., 2016), thereby directly affecting both the smoothness of wax application and the aesthetic quality of the final dyed product (Kudiya, 2019).
Field surveys conducted for this study revealed that all respondents exclusively employ synthetic dyes, primarily Naphthol and Indigosol formulations. The manual dyeing process utilizes various chemical agents, including caustic soda (NaOH), hydrochloric acid (HCl), sulfuric acid (H₂SO₄), and sodium nitrite (NaNO₂). Dye powders are dissolved in boiling water, with specific procedures varying depending on the dye type. Indigosol dyes develop color through air oxidation and exposure to sunlight, although acid and oxidizing solutions can accelerate color development under unfavorable weather conditions. Conversely, Naphthol dyes require a two-step process involving diazonium salts: the fabric is first immersed in a Naphthol solution to establish the base color, and then treated with a diazonium salt solution to fix the final color. The production sequence concludes with wax removal via hot-water immersion and fabric rinsing to eliminate residual chemicals (Kudiya, 2019).
The dyeing process demonstrates significant material inefficiency, with only approximately 5% of the applied dye adhering to the fabric substrate, while the remaining 95% is discharged as wastewater containing unused dyes, chemical reagents, dissolved salts, and suspended wax materials (Nazuwatussya'diyah et al., 2023). This wastewater exhibits complex physicochemical characteristics, encompassing elevated concentrations of Total Suspended Solids (TSS), color intensity, ammonia, extreme pH levels, sulfide, Biochemical Oxygen Demand (BOD), Chemical Oxygen Demand (COD), oil and grease, phenol, Total Chromium (TC), Electrical Conductivity (EC), iron, Hexavalent Chromium (HC), and Dissolved Lead (DL). Table 1 details the industrial origins of these pollutants and their associated environmental risks. The concentrations of these parameters frequently exceed Indonesian environmental quality standards in batik production operations, necessitating the development and implementation of effective wastewater management solutions (Sutisna et al., 2017).
Techno Cultural Perspectives on Wastewater Management
Technocultural analysis examines how technological interventions intersect with cultural practices and social values, recognizing technology adoption as a co-evolutionary process wherein technical systems and cultural contexts mutually shape one another (Kozinets, 2022; Shaw, 2008). This analytical framework is valuable for understanding environmental technology adoption within traditional industries, where technical solutions often fail to achieve sustained implementation, not due to engineering inadequacy but rather due to techno-cultural misalignment: the existence of fundamental conflicts between technology requirements and community operational realities.
Within the context of the batik industry, several studies have demonstrated the relevance of technocultural approaches to wastewater management. Triwiswara (2019) demonstrated how local institutions mediate between environmental regulatory requirements and traditional production practices in Yogyakarta's pilot wastewater treatment facility, revealing that successful technology adoption requires institutional adaptation rather than merely technical installation. Andriani et al. (2025) found that advanced oxidation processes and biological treatment systems, while demonstrating technical
effectiveness in pollutant removal, require cultural acceptance and sustained community involvement for successful long-term implementation, a techno-cultural dimension often overlooked in engineeringfocused research that prioritizes technical performance over social feasibility. Handayani et al. (2025) further documented how batik production practices intersect with broader environmental challenges, including groundwater exploitation and land subsidence, emphasizing the necessity for technoculturally grounded solutions that address interconnected social-technical-environmental systems rather than isolated technical problems.
These studies collectively indicate that technical wastewater treatment solutions must be evaluated not solely for environmental effectiveness but also for techno cultural compatibility with existing production practices, economic constraints, spatial limitations, knowledge systems, and community capacity for sustained adoption. This study extends the techno cultural framework by operationalizing techno cultural considerations through a systematic dual-AHP evaluation methodology, thereby quantifying the relative importance of environmental, technological, and social criteria in the selection and prioritization of treatment strategies.
Analytical Hierarchy Process in Batik Wastewater Management
The Analytical Hierarchy Process (AHP) is a structured multicriteria decision-making framework that decomposes complex problems into hierarchical levels comprising goals, criteria, and alternatives (Saaty & Vargas, 2012). Through systematic pairwise comparisons, AHP transforms subjective judgments into quantifiable priority scores, making the methodology particularly valuable for multicriteria decision problems that involve both qualitative (e.g., social acceptance) and quantitative (e.g., pollutant removal efficiency) factors.
In wastewater management, AHP has been used to integrate stakeholder preferences with technical performance specifications and regulatory compliance requirements to facilitate the selection of sustainable treatment solutions (Ko et al., 2024). In the Indonesian batik industry specifically, Sulthonuddin & Herdiansyah (2021) applied AHP to prioritize environmental, social, economic, and institutional factors in wastewater management decision-making in Paoman Village, Cirebon, while Maryani et al. (2023) employed a comparable methodology in Ulu Gedong, Jambi.
These existing applications provide a methodological foundation for adapting AHP to address the multidimensional challenges of the batik industry, where sustainable wastewater treatment requires balancing environmental protection objectives, technology feasibility, and social acceptance. However, previous AHP applications in batik wastewater management have relied primarily on expert judgment for pairwise comparisons. This study extends the methodology by developing a dual data-driven AHP approach for pollutant prioritization, in which pairwise comparison matrices are constructed based on measured pollutant concentrations relative to regulatory standards, and wastewater strategies are evaluated across environmental, technological, and social dimensions. This methodological innovation enhances objectivity in environmental priority-setting while maintaining AHP's capacity to integrate multiple decision criteria to evaluate treatments and recommend applicable implementations.
Method
This study employs a mixed-methods research design, integrating qualitative and quantitative techniques to evaluate wastewater management practices within the batik industry of Cirebon.
Research Design
The qualitative component examines community production practices, barriers to the adoption of treatment technologies, and stakeholder perspectives through structured field surveys and semi-structured interviews. The quantitative component assesses environmental impacts through systematic water quality
analysis and prioritizes wastewater management strategies using a dual Analytical Hierarchy Process (AHP) framework.
Study Area and Respondent Selection
Figure 1 Study area location in Plered District, Cirebon Regency, showing batik production sites in Gamel and Trusmi Villages
This study was conducted in the Batik Trusmi Area, located in Plered District, Cirebon Regency, West Java, specifically encompassing Gamel and Trusmi villages, as illustrated in Figure 1. The Trusmi area is the largest batik production cluster in Cirebon, renowned for its distinctive Mega Mendung motif and for preserving traditional production methods (Kudiya & Ayu, 2020).
The study surveyed eight production sites, representing approximately 1.3% of Cirebon's 597 registered batik enterprises. While this constitutes a small sample size in absolute terms, it is supported by several considerations. First, the limited sample size enables detailed laboratory analysis of wastewater samples, which would be constrained by resource limitations in a larger sample. Second, the geographic concentration of production within the Trusmi area facilitates knowledge transfer and standardized practices among respondents, thereby reducing inter-respondent variability in production methods and wastewater generation patterns. Third, production homogeneity across the sample ensures process consistency, as all respondents employ similar traditional techniques (Batik Tulis or Batik Cap) with comparable chemical inputs and wastewater discharge characteristics, indicating that the selected sample adequately captures the range of wastewater quality characteristics within this cluster.
Data Collection
Field surveys were conducted through multiple site visits to batik production facilities in Gamel and Trusmi villages. Data collection focused on four aspects of wastewater management. The first aspect documented production processes, including observation of batik production techniques, wax application methods
(canting or cap), dyeing procedures, chemical usage patterns, and wax removal processes. The second aspect examined current wastewater management practices through interviews with respondents, direct observation of wastewater-handling procedures, identification of discharge locations, and assessment of existing treatment measures and pollution-control practices. The third aspect explored technology adoption barriers also through interviews with respondents, who were asked about their awareness of available wastewater treatment technologies, prior experience with treatment system installation and operation, and factors influencing adoption decisions.
These qualitative data provided essential insights into the environmental, technological, and social dimensions of wastewater management practices, which subsequently informed the hierarchical structure and criterion weights in the AHP evaluation framework.
Wastewater Sampling and Laboratory Analysis
Wastewater samples were collected from eight active batik production sites during dyeing and wax removal operations to capture characteristic pollutant loadings. Samples were transported to the Laboratory of Water Quality at Institut Teknologi Bandung for comprehensive physicochemical analysis encompassing 14 parameters: Total suspended solids (TSS), color intensity, ammonia, pH, sulfide, biochemical oxygen demand (BOD), chemical oxygen demand (COD), oil and grease (OG), phenol, total chromium (TC), electrical conductivity (EC), iron, hexavalent chromium (HC), and dissolved lead (DL).
Laboratory analyses were conducted in accordance with KAN No. LP-189-IDN, as prescribed for each parameter. Analytical results were subsequently evaluated against maximum allowable concentrations specified in the Indonesian environmental regulations (PerMenLHK, 2019).
Analytical Hierarchy Process Implementation
The study addresses two interconnected decision problems through a dual AHP framework as follows:
Decision 1: Pollutant Prioritization
The first decision problem concerns determining relative importance weights for individual pollutant parameters based on environmental severity and regulatory exceedances. This study employed a datadriven approach to construct pairwise comparison matrices. Pollutant severity was quantified directly from laboratory measurements relative to PerMenLHK (2019) through the systematic data preconditioning procedure summarized in Table II.
The procedure consists of three steps. First, Eq. 1 calculates the ratio of each pollutant's measured concentration to the maximum allowable concentration specified in PerMenLHK (2019). Second, Eq. 2 aggregates these ratios across samples using the geometric mean to derive a severity index for each pollutant parameter. Third, Eq. 3 constructs the pairwise comparison matrix by calculating the ratio of severity indices for each pollutant pair. Then, priority weights were calculated following standard AHP procedures (Saaty & Vargas, 2012). All pairwise comparison matrices were validated for logical consistency using the Consistency Index (CI), with acceptable values below 0.10. Matrices exceeding this threshold were iteratively revised until acceptable consistency was achieved.
This approach determines AHP priority weights from measurements, enhancing objectivity and reproducibility. It provides context-specificity, as priorities reflect actual pollution conditions in the Trusmi area. Normalization against regulatory standards PerMenLHK (2019) ensures that prioritization inherently accounts for compliance requirements. The methodology ensures adaptability across contexts, as calculations are fully traceable from raw measurements to final weights.
Table II Data Preconditioning for Wastewater Analysis
| No | Data preconditioning parameter | Mathematical equation | |
|---|---|---|---|
| 1 | Ratio of pollutant to the standard | ( 1 ) | |
| 2 | Severity index | ( 2 ) | |
| 3 | Pairwise comparison element | ( 3 ) |
Nomenclatures:
: concentration of the pollutant in sample l : regulatory standard value of the pollutant i.
: number of samples
: severity index of the pollutant determined from samples
Decision 2: Management Strategy Prioritization
The second decision problem concerns prioritizing wastewater management strategies by evaluating their performance across environmental, technological, and social aspects. This study adopted the AHP framework developed by Sulthonuddin & Herdiansyah (2021) for batik wastewater management in Cirebon, with adaptations reflecting local conditions in the Trusmi area. The hierarchical structure consisted of three levels: Level 1 (Goal) defined sustainable batik wastewater management as the overarching objective; Level 2 (Criteria) encompassed the environmental, technological, and social criteria; and Level 3 (Wastewater management strategies) comprised six wastewater treatment strategies: equalization and settling, neutralization, electrocoagulation, adsorption, biological, and integrated sequential wastewater treatment plant (IWWTP) systems (Andriani et al., 2025; Handayani et al., 2025; Triwiswara, 2019).
This study adopts the bottom-up approach to determine the global priority ranking of wastewater management strategies. First, AHP priority weights for wastewater management strategies were assigned to each level-2 criterion. Then, Eq. 4 uses the range of resulting AHP priority weights for each criterion as the discriminator to show how strongly each criterion discriminates among alternatives. Eq. 5 normalizes the weights, and Eq. 6 calculates the weighted average to determine the global priority for each wastewater management strategy. This global priority reflects the technocultural perspective on batik wastewater management strategies in Cirebon.
Table III Global Priority Calculation for Wastewater Management Alternatives
| No | Global priority parameter | Mathematical equation | |
|---|---|---|---|
| 1 | Range of priority weight of criteria | ( 4 ) | |
| 2 | Normalized criteria weight | ( 5 ) | |
| 3 | Global priority weight of management strategy | ( 6 ) |
Nomenclatures:
: Priority weight of criteria
: Priority weight of management strategy based on criteria
Techno Cultural Representation in Management Strategy Prioritization
Prior observations (Nazuwatussya'diyah et al., 2023) revealed that despite the availability of treatment technologies and prior government-sponsored training programs, wastewater management practices remain largely absent or have been discontinued following the cessation of external support. This implementation gap reflects the complex interplay between environmental necessity, technological feasibility, and social factors that determine sustained technology adoption.
Therefore, this study used the environmental, technological, and social criteria to capture the techno cultural dimensions that determine whether treatment technologies will be adopted and sustained over time, and to examine how proposed solutions align with batik production systems, as summarized in Table 4. The environmental criterion evaluates each strategy's capacity to reduce priority pollutants to regulatory compliance levels. The technological criterion assesses the feasibility of implementation within the operational constraints of the respondents. The social criterion captures techno cultural compatibility and community readiness, recognizing that factors such as economic perceptions and production timing shape long-term technological adoption. These criteria recognize that technologies exist within techno cultural systems wherein success depends not merely on technical performance but fundamentally on alignment with the economic, spatial, temporal, and normative dimensions of community. Therefore, this technocultural analysis aims to identify an appropriate methodology to sustain technology adoption.
Table IV Environmental, Technological, and Social Criteria for Management Prioritization
| Criteria | Environment | Technology | Social |
|---|---|---|---|
| Description | Pollution reduction effectiveness | Implementation feasibility | Community readiness and acceptability |
| Com-ponents | • Removal efficiency for targeted pollutants • Compliance potential with PerMenLHK regulatory standards • Stability of treatment performance under variable influent conditions | • Capital costs (construction, equipment procurement) • Operational requirements (chemicals, energy, labor time) • Space requirements (land area for treatment infrastructure) • Technical complexity (skill level needed for operation and maintenance) • Availability of local technical support and spare parts • Compatibility with existing production workflows • Scalability across different enterprise sizes | • Respondents' awareness and understanding of environmental impacts • Perceived affordability and return on investment • Cultural norms regarding wastewater disposal and environmental responsibility • Trust in the effectiveness based on previous experiences • Community cohesion and potential for collective action • Alignment with existing work rhythms and production cycles |
Results and Discussions
The Batik Trusmi area in Cirebon, West Java, is renowned as a center of traditional batik production, employing authentic wax-resist dyeing techniques. Surveyed respondents produce three categories of batik products: Batik Tulis (hand-drawn), Batik Cap (stamped), and Batik Printing (screen-printed).
Production Characteristics and Wastewater Management Practices
Production Characteristics
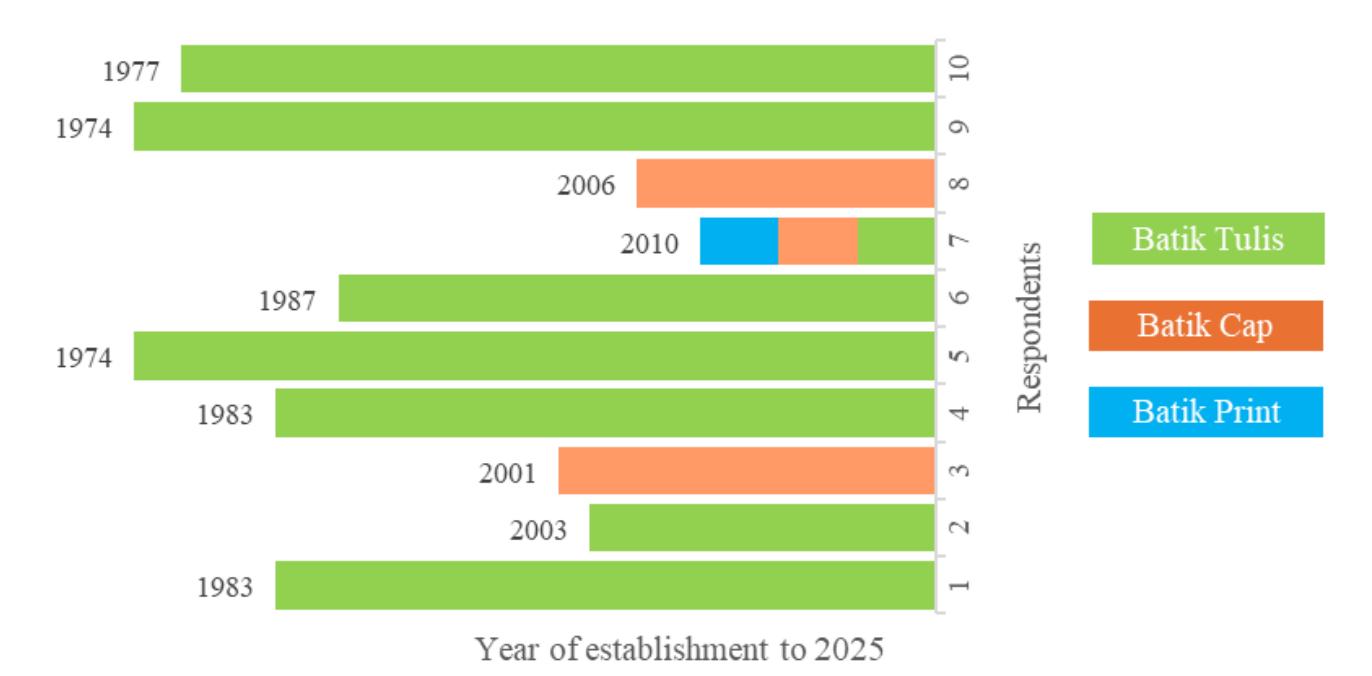
Figure 2 Types of batik production
Figure 2 presents the distribution of production types among surveyed enterprises. Seven respondents specialize in Batik Tulis production, two enterprises produce exclusively Batik Cap, and one enterprise produces all three product categories. The predominance of Batik Tulis producers reflects market positioning toward higher-income consumer segments, as this labor-intensive technique commands premium prices relative to mechanized alternatives.
Figures 3-6 illustrate the key production areas. Figure 3 shows the working area of Batik Tulis, in which hot wax is hand-applied with a canting tool to create intricate motifs on fabric. While this application stage produces minimal liquid waste during the drawing process itself, wax residues generated during tool cleaning contribute to downstream pollution loads. Figure 4 shows the Batik Cap working area, where heated metal stamps (the cap) are used to apply wax patterns in repetitive motifs. This semimechanized approach generates more wax waste than hand-drawing methods, due to repeated heating cycles and stamp-cleaning requirements. Figure 5 shows the dyeing process area, which represents the primary source of colored wastewater discharge. This stage generates effluent containing synthetic dyes, chemical fixatives (NaOH, HCl, H₂SO₄, and NaNO₂), and dissolved salts, contributing most significantly to BOD, COD, and color pollution loads. Figure 6 illustrates the dewaxing process area, wherein boiling water removes solidified wax from dyed fabric. This stage produces effluent characterized by elevated concentrations of TSS, oil and grease, thermal pollution from high-temperature discharge, and volatile organic compounds released during boiling.
Figure 3 Hand-drawing (Batik Tulis) process area Figure 4 Stamping process (Batik Cap) process area
Figure 5 Dyeing process area Figure 6 Wax removal process area
The production workforce is organized into specialized roles corresponding to sequential processing stages: fabric preparation, motif sketching, wax application, dyeing, and wax removal. To manage workload fluctuations associated with variable order volumes, most enterprises employ rotating shift systems. For instance, an enterprise employing 24 workers typically divides the workforce into three teams of eight, with each team rotating weekly. At least one to two workers are assigned to each production stage to ensure process continuity and maintain quality control throughout the production sequence.
Wastewater Management Practices
In line with the findings of Nazuwatussya'diyah et al. (2023), field surveys revealed that none of the production sites had functional wastewater treatment systems at the time of data collection. Wastewater generated from all production stages, i.e., waxing, dyeing, and dewaxing, is discharged directly into drainage channels that flow into local rivers without treatment. Wastewater volumes vary considerably across enterprises, ranging from 14 liters per cloth to 400 liters per production cycle, resulting in substantial discharge volumes that compound the lack of treatment infrastructure. Their settled solids cause recurrent blockages and flooding during heavy rainfall.
The primary barriers to treatment adoption revealed technocultural constraints. Respondents perceive wastewater as insufficiently harmful to justify the treatment costs, noting that the discharged color dissipates rapidly upon dilution. The high frequency of dyeing operations, reaching three to four
cycles daily during peak production, renders sedimentation-based treatment impractical without a large storage capacity that most workshop configurations cannot accommodate. The construction and operation of wastewater treatment plant (WWTP) infrastructure are considered cost-prohibitive and timeinefficient relative to perceived environmental risk. Although six respondents had attended government or NGO-organized waste management and environmental impact analysis (AMDAL) training programs, they considered the content irrelevant to their small-scale, manual production contexts and retained the perception that synthetic dye waste poses negligible environmental harm. Five respondents reported being unaware of applicable wastewater regulations, while the remainder acknowledged regulatory requirements but noted consistently weak enforcement that effectively rendered non-compliance.
Respondents nonetheless demonstrated selective pollution-control priorities: wax residues from dewaxing water are actively recovered and reused for economic reasons, whereas other pollutant parameters with no immediate economic value receive no comparable attention. Respondents expressed willingness to adopt more practical approaches, suggesting village-level environmental education, doorto-door outreach programs, and simple filtration systems using natural materials as potentially acceptable interventions.
These findings highlight a fundamental techno cultural gap between the availability of treatment technologies, including neutralization, electrocoagulation, biological treatment, and adsorption, and the operational realities of small-scale batik production. Technologies that conflict with economic constraints, spatial limitations, production timing, knowledge systems, and cultural perceptions of environmental responsibility fail to achieve sustained implementation despite proven technical effectiveness, reflecting techno cultural misalignment rather than technical deficiency.
Wastewater Quality Assessment
Table 5 presents laboratory analysis results for eight wastewater samples collected from active batik production sites in the Trusmi area. The samples were analyzed for 14 parameters representing three categories of water quality indicators: physical characteristics (TSS, color intensity, electrical conductivity (EC)), chemical characteristics (ammonia, pH, sulfide, COD, oil & grease (OG), phenol, and heavy metals including total chromium (TC), hexavalent chromium (HC), iron, and dissolved lead (DL), and biological characteristics (BOD). Parameter values highlighted in red indicate exceedances of maximum allowable concentrations specified in Indonesian textile industry wastewater discharge standards established by PerMenLHK (2019).
The laboratory analysis reveals regulatory non-compliance across multiple pollutant parameters. Of the 14 parameters tested, nine consistently exceeded maximum allowable concentrations across most or all samples: TSS, color intensity, ammonia, pH, BOD, COD, OG, EC, and iron. In contrast, sulfide, phenol, and heavy metals (HC, TC, DL) remained within regulatory limits in all samples, indicating that pollution sources are predominantly associated with wax materials and synthetic dyes rather than heavy metal contamination.
Figure 7 illustrates the magnitude of regulatory exceedances on a logarithmic scale, displaying the ratio of measured concentrations to their respective maximum allowable concentrations specified in Indonesian standards. This visualization reveals three critical patterns in pollutant severity. First, OGs are the most severe pollutant category in batik wastewater, exceeding regulatory standards by more than 1,000-fold across multiple samples, with the highest violation reaching 2,919 times the permissible limit. Second, color intensity, ammonia, BOD, and COD exhibit 100-fold exceedances in most samples, indicating substantial organic and chemical pollution loads that require treatment. Third, despite variations in enterprise scale and daily production volumes, pollutant concentration profiles were remarkably similar across samples, suggesting standardized production methods and chemical inputs throughout the respondent production area.
Table V Laboratory Test Results of Batik Wastewater
| Wastewater | Test Results | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| No | Pollutant | Unit | Quality Standard | Test Method | Sample 1 | Sample 2 | Sample 3 | Sample 4 | Sample 5 | Sample 6 | Sample 7 | Sample 8 |
| 1 | TSS* | mg/L | 50 | APHA 2540-D | 660 | 480 | 760 | 160 | 1220 | 1640 | 1000 | 2060 |
| 2 | Color* | Pt.Co | 200 | APHA 2120-C | 28648 | 25485 | 4613 | 2040 | 15775 | 577 | 11119 | 20480 |
| 3 | Ammonia | mg/L | 8 | APHA-500- NH3-B & C | 78.5 | 2435 | 78.5 | 78.5 | 1374 | 78.5 | 1100 | 78.5 |
| 4 | pH* | - | 6 – 9 | APHA-4500- H+B | 8.76 | 9.44 | 9.78 | 8.57 | 9.82 | 6.92 | 9.49 | 9.59 |
| 5 | Sulfide | mg/L | 0.3 | APHA 4500-S2D | 0.094 | 0.197 | 0.102 | 0.24 | 0.078 | 0.081 | 0.111 | 0.104 |
| 6 | BOD | mg/L | 60 | APHA 5210-B | 23054 | 5271 | 2906 | 693 | 6293 | 2030 | 5320 | 5764 |
| 7 | COD* | mg/L | 150 | APHA 5220-B | 57634 | 13177 | 7265 | 2266 | 17980 | 5074 | 13300 | 14408 |
| 8 | Oil & Grease* | mg/L | 3 | APHA 5520-D | 547 | 4643 | 6970 | 56 | 8757 | 830 | 1026 | 2795 |
| 9 | Phenol | mg/L | 0.5 | APHA 5530-C | 0.258 | 0.134 | 0.013 | 0.029 | 0.03 | 0.062 | 0.054 | < 0.001 |
| 10 | TC* | mg/L | 1 | APHA 3113-B | 0.002 | 0.001 | 0.007 | 0.003 | 0.003 | 0.004 | 0.002 | 0.002 |
| 11 | EC* | S/cm | 1500 | APHA-2510 | 14020 | 11970 | 4820 | 7830 | 15860 | 8960 | 8040 | 15510 |
| 12 | Iron* | mg/L | 1 | APHA 3111-B | 2.95 | 2.01 | 3.37 | 0.716 | 0.971 | 1.4 | 3.97 | 2.09 |
| 13 | HC | mg/L | 1 | APHA-3111- Cr | < 0.005 | < 0.005 | < 0.005 | < 0.005 | < 0.005 | < 0.005 | < 0.005 | < 0.005 |
| 14 | DL* | mg/L | 1 | APHA 3113-B | < 0.001 | 0.002 | 0.002 | < 0.001 | 0.002 | < 0.001 | 0.003 | 0.002 |
Quality Standards refer to the Regulation of the Minister of Environment and Forestry of the Republic of Indonesia. Number P.16/MENLHK/SETJEN/KUM.1/4/2019
Notes:
- 1. The results of this analysis only apply to the samples tested
- 2. Mark * Accredited by KAN with No. LP-189-IDN.
The industrial origins and environmental impacts of these pollutants are summarized in Table 1. These findings align with documented patterns of batik wastewater pollution reported in other regions of Indonesia. Studies of batik industries in Pekalongan (Handayani et al., 2025), Yogyakarta (Juliani et al., 2021; Triwiswara, 2019), and Jambi (Maryani et al., 2023) have similarly reported severe exceedances of BOD, COD, color, and ammonia standards. These reflect widespread non-compliance across Indonesia's traditional batik production centers. The consistency of pollutant profiles across geographically dispersed regions reflects the common use of synthetic dyes (primarily Naphthol and Indigosol formulations) and chemical processing agents throughout Indonesia's batik industry.
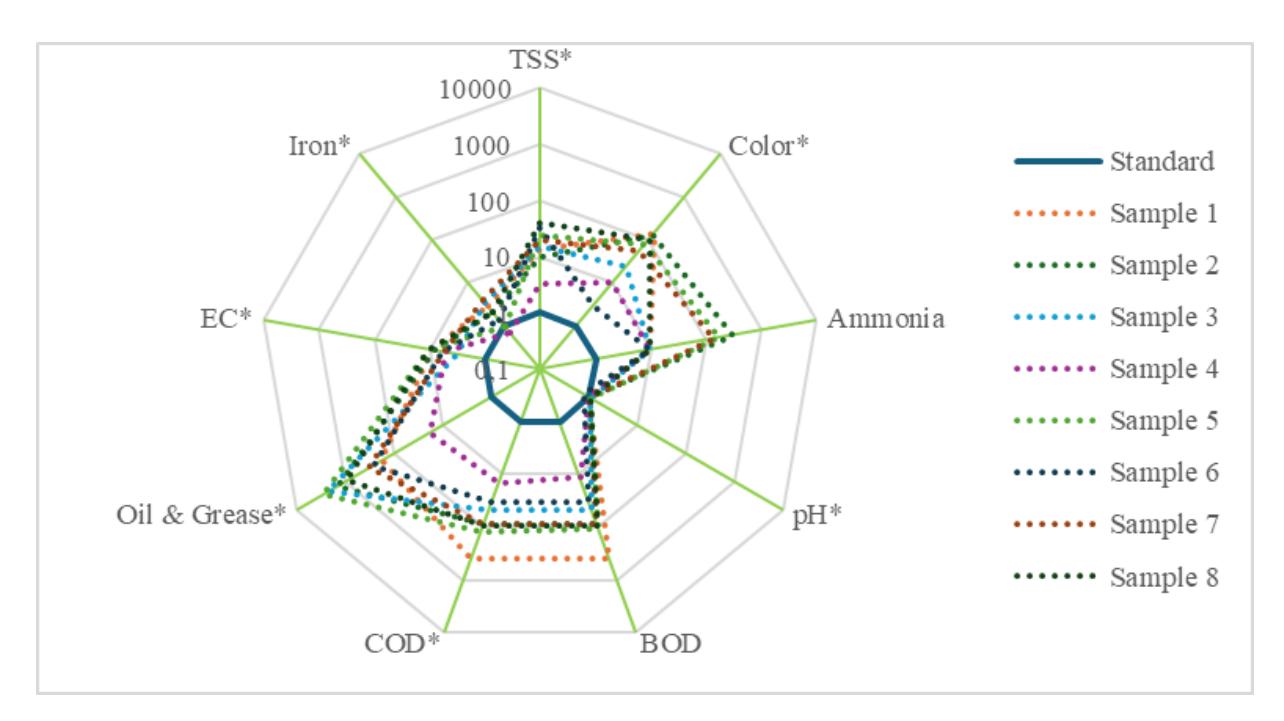
Figure 7 The ratio of the wastewater sample quality to the standards
Internationally, textile wastewater discharges exhibit similar pollution characteristics. Studies from Tanzania (Nancy et al., 2021), India (Khandegar & Saroha, 2013), and Malaysia (Buthiyappan & Abdul Raman, 2019; Daud et al., 2022, 2023; Nuzul et al., 2020) have documented similar regulatory violations in BOD, COD, and color intensity, though direct numerical comparisons are complicated by differing national regulatory standards and sampling methodologies.
However, this study's samples show significantly higher OG concentrations than those reported in other batik wastewater studies, both domestically and internationally. This distinction likely reflects two production-specific factors: first, the predominance of traditional Batik Tulis and Batik Cap techniques in the respondent area, which employ substantially greater quantities of wax per unit fabric area compared to industrial screen-printing methods; and second, the limited adoption of systematic wax recovery infrastructure among surveyed respondents, resulting in higher wax discharge rates. This finding suggests that targeted interventions focused on improved wax management practices, including enhanced settling, recovery, and reuse systems, could yield substantial reductions in pollution in the respondent production context while simultaneously generating economic benefits through the reuse of recovered wax.
Problem 1: Pollutant Prioritization using Data-Driven AHP
The simultaneous exceedance of multiple pollutant parameters above regulatory standards necessitates a systematic approach for effective intervention planning. This study employed a data-driven AHP approach to objectively determine pollutant priority weights based on measured environmental severity relative to regulatory standards.
This study transformed empirical wastewater measurements into AHP pairwise comparison matrices using Eq. 1, Eq. 2, and Eq. 3. This procedure yielded the comparison matrix presented in Table VI, which was subsequently processed using standard AHP computational procedures (Saaty & Vargas, 2012) to generate the priority weight vector presented in Table VII. The analysis achieved perfect logical consistency (CR = 0.00), a property inherent to data-driven AHP, in which comparison elements are mathematically derived from severity indices rather than subjectively assessed, thereby eliminating the logical inconsistencies that commonly arise in conventional expert-based applications.
Table VI Pollutant Pairwise Comparison Matrix
| Criteria | TSS | Color | Ammonia | pH | Sulfide | BOD | COD | O&G | Phenol | TC | EC | Iron | HC | DL |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| TSS | 1 | 1 | 1 | 7/5 | 7/5 | 7/8 | 7/8 | 7/9 | 7/4 | 7/6 | 7/5 | 7/2 | 7 | 7 |
| Color | 1 | 1 | 1 | 7/5 | 7/5 | 7/8 | 7/8 | 7/9 | 7/4 | 7/6 | 7/5 | 7/2 | 7 | 7 |
| Ammonia | 1 | 1 | 1 | 7/5 | 7/5 | 7/8 | 7/8 | 7/9 | 7/4 | 7/6 | 7/5 | 7/2 | 7 | 7 |
| pH | 5/7 | 5/7 | 5/7 | 1 | 1 | 5/8 | 5/8 | 5/9 | 5/4 | 5/6 | 1 | 5/2 | 5 | 5 |
| Sulfide | 5/7 | 5/7 | 5/7 | 1 | 1 | 5/8 | 5/8 | 5/9 | 5/4 | 5/6 | 1 | 5/2 | 5 | 5 |
| BOD | 8/7 | 8/7 | 8/7 | 8/5 | 8/5 | 1 | 1 | 8/9 | 2 | 4/3 | 8/5 | 4 | 8 | 8 |
| COD | 8/7 | 8/7 | 8/7 | 8/5 | 8/5 | 1 | 1 | 8/9 | 2 | 4/3 | 8/5 | 4 | 8 | 8 |
| O&G | 9/7 | 9/7 | 9/7 | 9/5 | 9/5 | 9/8 | 9/8 | 1 | 9/4 | 3/2 | 9/5 | 9/2 | 9 | 9 |
| Phenol | 4/7 | 4/7 | 4/7 | 4/5 | 4/5 | 1/2 | 1/2 | 4/9 | 1 | 2/3 | 4/5 | 2 | 4 | 4 |
| TC | 6/7 | 6/7 | 6/7 | 6/5 | 6/5 | 3/4 | 3/4 | 2/3 | 3/2 | 1 | 6/5 | 3 | 6 | 6 |
| EC | 5/7 | 5/7 | 5/7 | 1 | 1 | 5/8 | 5/8 | 5/9 | 5/4 | 5/6 | 1 | 5/2 | 5 | 5 |
| Iron | 2/7 | 2/7 | 2/7 | 2/5 | 2/5 | 1/4 | 1/4 | 2/9 | 1/2 | 1/3 | 2/5 | 1 | 2 | 2 |
| HC | 1/7 | 1/7 | 1/7 | 1/5 | 1/5 | 1/8 | 1/8 | 1/9 | 1/4 | 1/6 | 1/5 | 1/2 | 1 | 1 |
| DL | 1/7 | 1/7 | 1/7 | 1/5 | 1/5 | 1/8 | 1/8 | 1/9 | 1/4 | 1/6 | 1/5 | 1/2 | 1 | 1 |
| Column Total | 75/7 | 75/7 | 75/7 | 75/5 | 75/5 | 75/8 | 75/8 | 75/9 | 75/4 | 75/6 | 75/5 | 75/2 | 75 | 75 |
Table VII Pollutant Priority Vector
| Criteria | TSS | Color | Ammonia | pH | Sulfide | BOD | COD | O&G | Phenol | TC | EC | Iron | HC | DL |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Normalized | 98/ | 98/ | 98/ | 60/ | 60/ | 112/ | 112/ | 126/ | 56/ | 84/ | 60/ | 28/ | 14/ | 14/ |
| Row Total | 75 | 75 | 75 | 75 | 75 | 75 | 75 | 75 | 75 | 75 | 75 | 75 | 75 | 75 |
| Score | 7/75 | 7/75 | 7/75 | 5/75 | 5/75 | 8/75 | 8/75 | 9/75 | 4/75 | 6/75 | 5/75 | 2/75 | 1/75 | 1/75 |
| Priority | 3 | 3 | 3 | 5 | 5 | 2 | 2 | 1 | 6 | 4 | 5 | 7 | 8 | 8 |
| CR | 0.00 |
Priority Hierarchy
Table VII reveals a clear prioritization hierarchy among the 14 assessed parameters, categorized into four tiers. The critical priority (≥8/75) includes OG (9/75), reflecting extreme concentrations exceeding regulatory standards by up to 2,919-fold, along with BOD and COD (8/75), which have similar exceedance patterns due to their coupled function as complementary organic pollution indicators. The high-priority tier (7/75) comprises TSS, color intensity, and ammonia. The moderate priority tier (5-6/75) includes pH and sulfide (5/75) because their magnitudes are close to regulatory standards. The lower-priority tier (1- 4/75) includes EC, phenol, and iron (2-5/75), along with HC and DL (1/75 each), which receive minimal weight because their concentrations are far below regulatory limits.
Interpretation and Implications
The prioritization results reveal several critical patterns with direct implications for the development of wastewater management strategies. Organic pollution dominance characterizes the wastewater quality profile, as the three highest-weighted pollutants, OG (9/75), BOD (8/75), and COD (8/75), collectively account for 33% of the total priority weight distribution. The presence of six parameters with priority weights ≥7/75 collectively accounts for 50% of the cumulative weight, indicating that single-technology solutions will be insufficient to achieve regulatory compliance. Even the complete elimination of OG would
leave five other high-priority parameters, BOD, COD, TSS, color intensity, and ammonia, continuing to cause severe regulatory violations, necessitating integrated treatment approaches combining multiple unit operations in a sequential configuration.
Despite variations in enterprise scale and production volumes, pollutant concentration profiles were remarkably consistent across all eight samples (Figure 8). This reflects standardized production methods, common chemical inputs (Naphthol and Indigosol dyes with associated processing reagents), and knowledge transfer facilitated by geographic clustering in the field survey area. This uniformity suggests that cluster-wide interventions addressing dominant pollutants could benefit many SMEs simultaneously, enabling economies of scale in technology procurement, training programs, and maintenance support.
The pollutant prioritization thereby establishes clear technical treatment targets. Primary targets (≥7/75) include removal of OG, organic matter, suspended solids, and color, as well as reduction of ammonia. Secondary targets (5-6/75) include pH adjustment and TC monitoring. These treatments constitute the environmental dimension of the integrated AHP framework developed in Problem 2, which incorporates technological feasibility and social acceptance criteria to identify strategies balancing pollution reduction with practical implementation feasibility within Trusmi's techno cultural context.
Problem 2: Management Strategy Prioritization Through Integrated AHP Framework
Framework Development
Problem 1 established technical priorities for pollution control based on measured environmental severity. Translating these priorities into effective interventions requires an understanding of the broader operational context within which batik enterprises operate. To systematically evaluate wastewater management strategies in this multidimensional context, this study assessed six strategies across three criteria: environmental effectiveness, technological feasibility, and social acceptability.
Strategy performance assessments across all criteria are summarized in Table VIII. Pairwise comparison matrices and local priority weights for each criterion are presented in Table IX, and composite priority scores are presented in Table X, with global rankings presented in Table XI.
Criteria Weighting and Interpretation
The criteria weighting procedure yielded technological feasibility as the highest-weighted criterion (0.410), followed by environmental effectiveness (0.359) and social acceptability (0.231), as shown in Table X. The priorities of the technological criterion reflect that technologies requiring high costs and space, as well as complex operations or maintenance, are rapidly abandoned, regardless of their environmental effectiveness. This pattern was consistently documented across the respondents. The environmental criterion (0.359) indicates that viable strategies must help reduce priority pollutants to regulatory compliance levels. The social (0.231), while the lowest-weighted criterion, represents a significant decision factor, as field interviews revealed that respondents expressed willingness to adopt treatment practices when technologies are affordable, operationally simple, and demonstrably effective. This weighting pattern reflects a balanced, implementation-first approach, acknowledging that wastewater management requires simultaneous consideration of technological, environmental, and social dimensions.
Global Ranking of Wastewater Management Strategies
The global priority scores synthesized from criteria weights and local priority vectors (Eq. 6) are presented in Table XI. The ranking results reveal a technocultural view: technically simple strategies rank higher because of greater technological and social acceptance, whereas strategies with the highest environmental performance rank lower.
Table VIII Assessment of Wastewater Management Strategy Alternatives
| No | Type / Treatment | Environmental | Technological | Social |
|---|---|---|---|---|
| 1 | Primary / equalization and settling (EQ) | • Moderately effective for TSS and highly relevant for Oil & Grease. • Does not substantially reduce BOD, COD, color, or Ammonia. • Requires additional stages. | • Low capital cost, negligible energy inputs, minimal technical skill. • Straightforward installation, operation, and troubleshooting within a limited space. | • Aligned with existing workflow, minimal behavioral disruption. • Perceived as affordable and manageable • Respondents view the wax-recovery potential. |
| 2 | Chemical / Neutralization (N) | • Highly effective at correcting pH, a common regulatory violation. • Enables downstream processes to function properly. | • Low equipment needs, simple dosing operations before discharge. • Requires routine chemical supply at a manageable cost for small enterprises. | • Perceived as simple and low-risk. • Requires minimal new skills; respondents quickly understand the purpose and procedure. |
| 3 | Electrochemical / Electrocoagulation (EC) | • Strong removal of color, TSS, and moderate reduction of BOD/COD, • Affected by electrode wear or influent variability. | • Requires stable electricity, periodic electrode replacement, and moderate capital outlay. • Operational complexity is slightly beyond respondents' capacity. | • Continual expenditure is viewed as unsustainable. • Seldom maintained after initial external support ends. |
| 4 | Physical-Chemical / Adsorption (AD) | • Highly effective for color and recalcitrant organics. • Limited effect on BOD/ COD unless paired with upstream treatment. | • Requires storage space and periodic adsorbent changes. • Overall operational burden increases over time. | • Continual expenditure is viewed as unsustainable. • Seldom maintained after initial external support ends. |
| 5 | Biological / Aerobic microbial systems (BI) | • Highly effective for BOD and COD. • Sensitive to influent shocks, dyes, and chemical fluctuations. | • Needs aeration, electricity, and skilled monitoring. • Troubleshooting often requires technical knowledge that is not readily available locally. | • Perceived as complex and demanding. • Requires continuous operation and monitoring. |
| 6 | Integrated WWTP / Sequential combination of physical, chemical, and biological processes (IW) | • Addresses all priority pollutants • It can achieve full regulatory compliance when properly operated. | • High capital cost, large space requirement, and significant operational knowledge. • Components require coordinated operation and regular maintenance. | • Perceived as expensive, space-intensive, and not aligned with the respondent workflow. • Requires dedication to maintenance routines done by other parties. |
Neutralization ranks first (0.280), combining moderate environmental effectiveness with the highest scores for technological and social feasibility. This strategy directly addresses pH violations documented in six of eight samples and serves as a prerequisite for downstream biological and chemical treatment processes. Its high ranking reflects low capital requirements (dosing tanks and mixing vessels only), operational simplicity compatible with existing respondent chemical-handling practices (respondents already manage HCl and NaOH in dyeing operations), near-instant treatment compatible with rapid production cycles, and direct regulatory compliance for a frequently violated parameter.
Equalization and settling ranks second (0.260), despite ranking lowest in environmental effectiveness among the evaluated strategies. This strategy relies on simple sedimentation, allowing wax and suspended solids to separate from wastewater prior to discharge. It achieves exceptional scores on the technological
Table IX Pairwise Comparisons of Wastewater Management Strategies and Priority Vector for Each Criterion
| Envi | ronme | ent | Tec | hnolog | у | S | ocial | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| EQ | N | EC | AD | BI | IW | EQ | N | EC | AD | BI | IW | EQ | N | EC | AD | BI | IW | |||
| EQ | 1 | 1/3 | 1/5 | 1/5 | 1/7 | 1/9 | EQ | 1 | 1 | 3 | 3 | 7 | 9 | EQ | 1 | 1 | 5 | 5 | 5 | 9 |
| N | 3 | 1 | 3/5 | 3/5 | 3/7 | 3/9 | N | 1 | 1 | 3 | 3 | 7 | 9 | N | 1 | 1 | 5 | 5 | 5 | 9 |
| EC | 5 | 5/3 | 1 | 1 | 5/7 | 5/9 | EC | 1/3 | 1/3 | 1 | 1 | 7/3 | 9/3 | EC | 1/5 | 1/5 | 1 | 1 | 1 | 9/5 |
| AD | 5 | 5/3 | 1 | 1 | 5/7 | 5/9 | AD | 1/3 | 1/3 | 1 | 1 | 7/3 | 9/3 | AD | 1/5 | 1/5 | 1 | 1 | 1 | 9/5 |
| BI | 7 | 7/3 | 7/5 | 7/5 | 1 | 7/9 | BI | 1/7 | 1/7 | 3/7 | 3/7 | 1 | 9/7 | BI | 1/5 | 1/5 | 1 | 1 | 1 | 9/5 |
| IW | 9 | 9/3 | 9/5 | 9/5 | 9/7 | 1 | IW | 1/9 | 1/9 | 3/9 | 3/9 | 7/9 | 1 | IW | 1/9 | 1/9 | 5/9 | 5/9 | 5/9 | 1 |
| Column Total | 30 | 30/3 | 30/5 | 30/5 | 30/7 | 30/9 | Total | 184/63 | 184/63 | 184/21 | 184/21 | 184/9 | 184/7 | Total | 76/ 15 | 76/ 15 | 76/ 3 | 76/ 3 | 76/ 3 | 76/ 5 |
| Score | 1/30 | 3/30 | 5/30 | 5/30 | 7/30 | 9/30 | Score | 63/ 184 | 63/ 184 | 21/ 184 | 21/ 184 | 9/ 184 | 7/ 184 | Score | 15/ 76 | 15/ 76 | 3/ 76 | 3/ 76 | 3/ 76 | 2/ 76 |
| Priority | 6 | 5 | 3 | 3 | 2 | 1 | Priority | 1 | 1 | 3 | 3 | 6 | 5 | Priority | 1 | 1 | 3 | 3 | 3 | 6 |
| CR | 0 | CR | 0 | CR | 0 |
Table X Criteria Priority Vector
| Criteria | Range | Relative Weight | Priority |
|---|---|---|---|
| Environmental | 0.267 | 0.359 | 2 |
| Technological | 0.304 | 0.410 | 1 |
| Social | 0.171 | 0.231 | 3 |
| Total | 0.742 | 1.000 |
Table XI Global Wastewater Management Priority Vector
| Criteria | EQ | N | EC | AD | BI | IW |
|---|---|---|---|---|---|---|
| Score | 0.260 | 0.280 | 0.115 | 0.115 | 0.113 | 0.117 |
| Priority | 2 | 1 | 4 | 4 | 6 | 3 |
(0.280) and social (0.310) criteria. Its high overall ranking reflects minimal capital investment, spatial compatibility with existing workshop configurations, the absence of specialized operational skills, and the critical advantage of economically recovering valuable wax for production reuse. The latter creates direct financial incentives that align environmental compliance with economic benefit. Although this approach addresses only OG and TSS, it represents a realistic and immediately implementable entry point for respondents currently practicing no wastewater treatment.
Integrated WWTPs rank third (0.117), demonstrating strong environmental performance through comprehensive pollutant removal but face substantial technological and social barriers, including high capital costs, large space requirements, and the need for collective organization among multiple SMEs for cost-sharing and operational governance. While the geographic concentration of the Trusmi area makes centralized treatment conceptually viable, its implementation requires substantial institutional support and inter-enterprise trust-building, which are yet to be built among respondents.
Electrocoagulation (0.115), adsorption (0.115), and aerobic biological treatment (0.113) rank lowest overall, despite offering superior environmental performance relative to primary treatment approaches. These intermediate-complexity technologies face prohibitive barriers in the Trusmi context: specialized equipment requirements, dependence on a stable electricity supply, the need for skilled operational monitoring, and recurring costs perceived as unsustainable by respondents who discontinued similar
technologies after cessation of external support programs. While potentially appropriate as second-stage interventions for larger or financially capable enterprises, these technologies are unsuitable for immediate widespread adoption across the batik SME sector.
The Environmental-Feasibility Paradox
This study employed a dual AHP framework to bridge environmental assessment and techno cultural feasibility in batik wastewater management. The analysis revealed a fundamental tension: technically optimal solutions prove least implementable, whereas implementable solutions yield incomplete environmental outcomes. Problem 1 identified OG, BOD, and COD collectively accounting for 33% of the total pollution burden. Problem 2 demonstrated a striking inversion in strategy rankings: aerobic biological treatment ranked lowest overall (0.113), and integrated multi-stage WWTP ranked third (0.117), both due to prohibitive costs, spatial requirements, and operational complexity that exceeded community capacity. Conversely, neutralization ranked first (0.280), and equalization and settling ranked second (0.260), achieving the highest combined priority score (0.540) despite addressing only pH, oil and grease, and TSS. This environmental feasibility paradox is documented globally in small-scale industries, where optimal technologies remain unimplemented due to economic constraints, technical capacity limitations, and institutional gaps (Daud et al., 2022, 2023; Khandegar & Saroha, 2013; Nancy et al., 2021).
Wax Recovery as a Critical Entry Point
The synthesis of both problems reveals an alignment between environmental necessity and practical feasibility. Problem 1 identified OG as the most severe pollutant, while Problem 2 identified neutralization, equalization, and settling as viable entry strategies. This convergence is reinforced across four dimensions:
- Environmental: Wax removal addresses the highest-priority pollutant while reducing organic loading for downstream processes.
- Economic: Recovered wax creates financial incentives offsetting implementation costs.
- Technical: Simple settling requires minimal capital and no specialized skills.
- Sociocultural: Wax recovery aligns with respondents' existing resource conservation practices.
This alignment identifies wax recovery as the immediate intervention priority, providing a foundation for a graduated approach to comprehensive treatment.
Techno Cultural Misalignments
Field research documented discontinuation of treatment practices following the cessation of external support, reflecting fundamental conflicts across five dimensions: economic incompatibility between fixed treatment costs and irregular income flows; spatial constraints precluding infrastructure installation in densely populated workshop areas; knowledge discontinuity from one-time training that fails to develop local troubleshooting capacity; timing conflicts between treatment settling requirements and dyeing cycles occurring three to four times daily; and weak enforcement creating perceptions that treatment is voluntary. These misalignments demonstrate that the implementation gap necessitates institutional innovations, including sustained support systems, financing mechanisms, and enforcement strategies.
Comparison and Methodological Contributions
Consistent with Sulthonuddin & Herdiansyah (2021), this study identified physical treatments as high-priority initial interventions, confirmed that community-scale approaches are viable given geographic clustering, and found that advanced integrated treatments face prohibitive adoption barriers. Methodologically, constructing pairwise matrices consistently from measured concentrations and significance levels enhances objectivity and reproducibility, while the techno cultural paradox concept
reframes pollution control as a techno cultural challenge. Nevertheless, study limitations include a modest sample size (eight enterprises), severity-based prioritization that underweights the long-term hazards posed by heavy metals, and cross-sectional observations that cannot capture the dynamics of adoption over time.
This study recommends a three-phase strategy that progressively builds community capacity toward comprehensive wastewater treatment, involving the batik SMEs, government, and academics, as illustrated in Figure 8.
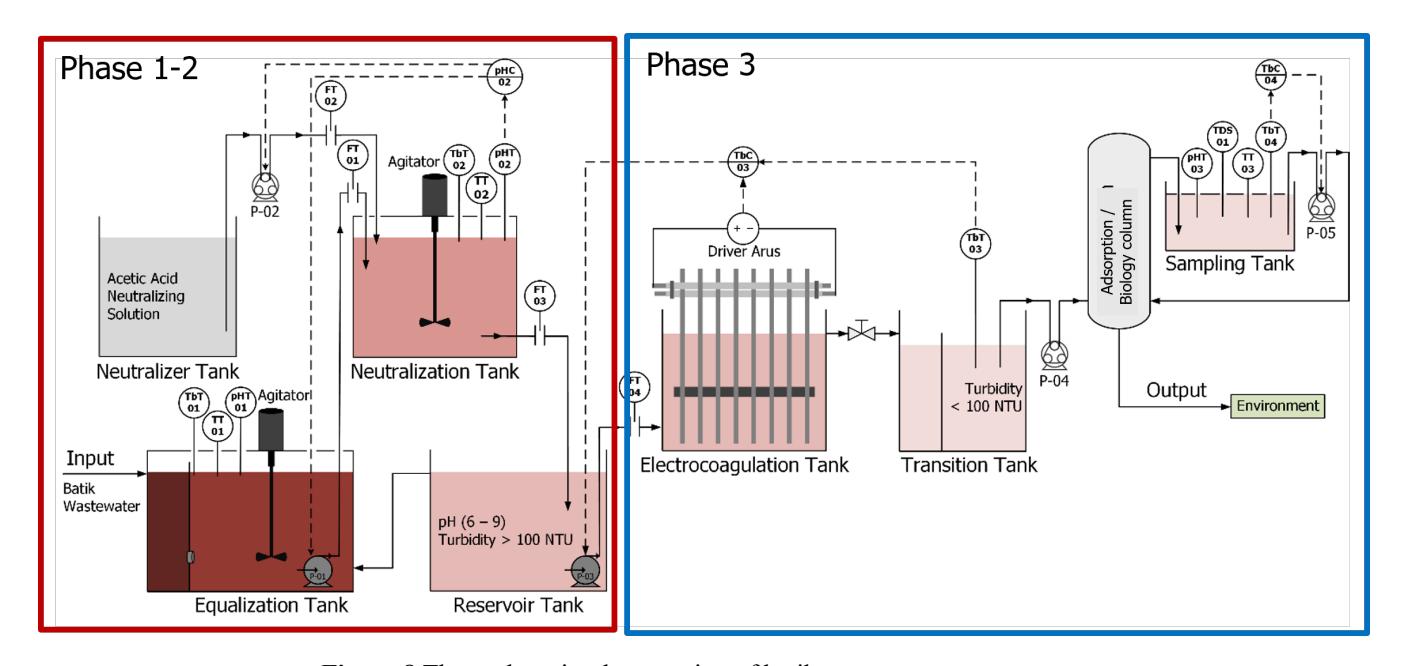
Figure 8 Three-phase implementation of batik wastewater management
Phase 1 (Years 1-2) targets universal adoption of equalization and neutralization across Trusmi SMEs. The treatment train begins with an equalization tank equipped with a wax separator, which allows settled wax to be recovered and reused, while the clarified liquid overflows by gravity into a neutralization tank. These two interconnected tanks require no sensors, pumps, or specialized operation, minimizing capital costs and technical demands. This configuration is expected to achieve a 40-50% reduction in OG and TSS, alongside pH regulatory compliance. Academics and governments may contribute to implementation by prioritizing demonstration of the economic value of wax recovery within 6 to 12 months, providing construction support and subsidies for settling tanks, and offering positive adoption incentives rather than regulatory penalties.
Phase 2 (Years 3-5) develops community-scale, centralized facilities for willing enterprise clusters, estimated to account for 30-40% of producers. Building on the Phase 1 infrastructure, academics can support the introduction of automated sensors and pumps to monitor and regulate wastewater quality as institutional compliance becomes habitual. Electrocoagulation, combined with adsorption or biological treatment, is incorporated to address residual organic and color pollutants, targeting a 70-80% reduction in BOD, COD, and color intensity. This phase requires sustained academic institutional support and government performance-based financing mechanisms to enable collective cost-sharing among participating enterprises.
Phase 3 (Years 5-10) implements advanced, integrated treatment, subject to full regulatory enforcement and progressively tightened compliance standards. As social readiness and institutional trust develop through the preceding phases, the electrocoagulation, adsorption, and biological treatment systems are fully integrated into the Integrated Wastewater Treatment Plants (IWWTP) serving several SMEs per plant. These IWWTPs should be operated by the government and supported by academic research to support regional income-generating batik SMEs. These plants also aim to create new work
opportunities for the community, complementing the existing batik industries in achieving regulatory compliance across all priority pollutant parameters.
Conclusion
This study examined wastewater management in Cirebon's batik industry through an integrated environmental and techno cultural analysis framework, addressing three objectives: assessing wastewater quality against regulatory standards, identifying barriers to treatment adoption, and developing prioritized recommendations that integrate environmental, technological, and social dimensions.
Laboratory analysis revealed widespread noncompliance, with 9 of 14 parameters exceeding Indonesian regulatory limits. Data-driven AHP prioritization identified OG as the most severe pollutant, exceeding standards by more than 1,000-fold, followed by BOD and COD. The field survey documented the systemic discontinuation of treatment practices following the cessation of external support, attributable to techno cultural barriers, including spatial constraints in traditional workshop settings, knowledge discontinuity, production timing conflicts, and weak regulatory enforcement.
An AHP evaluation of six treatment strategies revealed the environmental feasibility paradox: aerobic biological treatment ranked lowest overall (11.3%), while the integrated multi-stage WWTP ranked third (11.7%), both due to prohibitive costs, operational complexity, and technical demands that exceed community capacity. Conversely, neutralization (28.0%) and equalization and settling (26.0%) ranked first and second, with a combined priority score of 54.0%, providing immediate treatment of oil and grease and TSS while establishing the foundation for subsequent reductions in BOD and COD. The convergence of findings_ that oil and grease represent the highest environmental priority and wax recovery is the most implementable strategy _ identifies a clear entry point simultaneously satisfying environmental necessity, economic incentive, technological feasibility, and cultural compatibility. A graduated three-phase implementation pathway is recommended: universal basic treatment (Years 1-2), community-scale intermediate systems (Years 3-5), and advanced treatment for capable enterprises (Years 5-10).
The study contributes methodologically through a dual data-driven AHP framework that mitigates subjective bias, theoretically through reframing pollution control as a techno cultural challenge, and practically through graduated implementation pathways grounded in community capacity. Future research should extend the analysis to other batik production centers and conduct longitudinal studies tracking adoption dynamics. The persistent gap between the availability of technology and environmental compliance reflects techno cultural misalignment rather than technological deficiency. Sustainable wastewater management in traditional industries requires techno cultural innovation that bridges environmental necessity and community capacity to enable self-sustaining behavioral change, building both cultural heritage and ecological integrity.
Acknowledgement
The research is funded by the Institut Teknologi Bandung Research Program, Contract no. LPPM.PN-6- 43-2022.